JM-20_QA表.pdf - 第33页
QA表 机种 确认方法 把治具吸嘴安装到吸嘴套轴,回转接头(①)供给0.5MPa的空气,供气装置到前端不应漏空气。 把治具吸嘴安装到吸嘴套轴,从供气装置供给0.5MPa的空气,供气装置到前端 调整方法 不应漏气。 LNC贴装头 回转接头(①) 滚珠花键 联轴节 Z滑动轴 大大影响元件吸附,吸嘴更换,贴装精度。 回转接头(②) 吸嘴套螺旋 元件吸附错误 吸嘴更换异常 贴装精度恶化 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ …
QA表
机种
确认方法
LNC贴装头
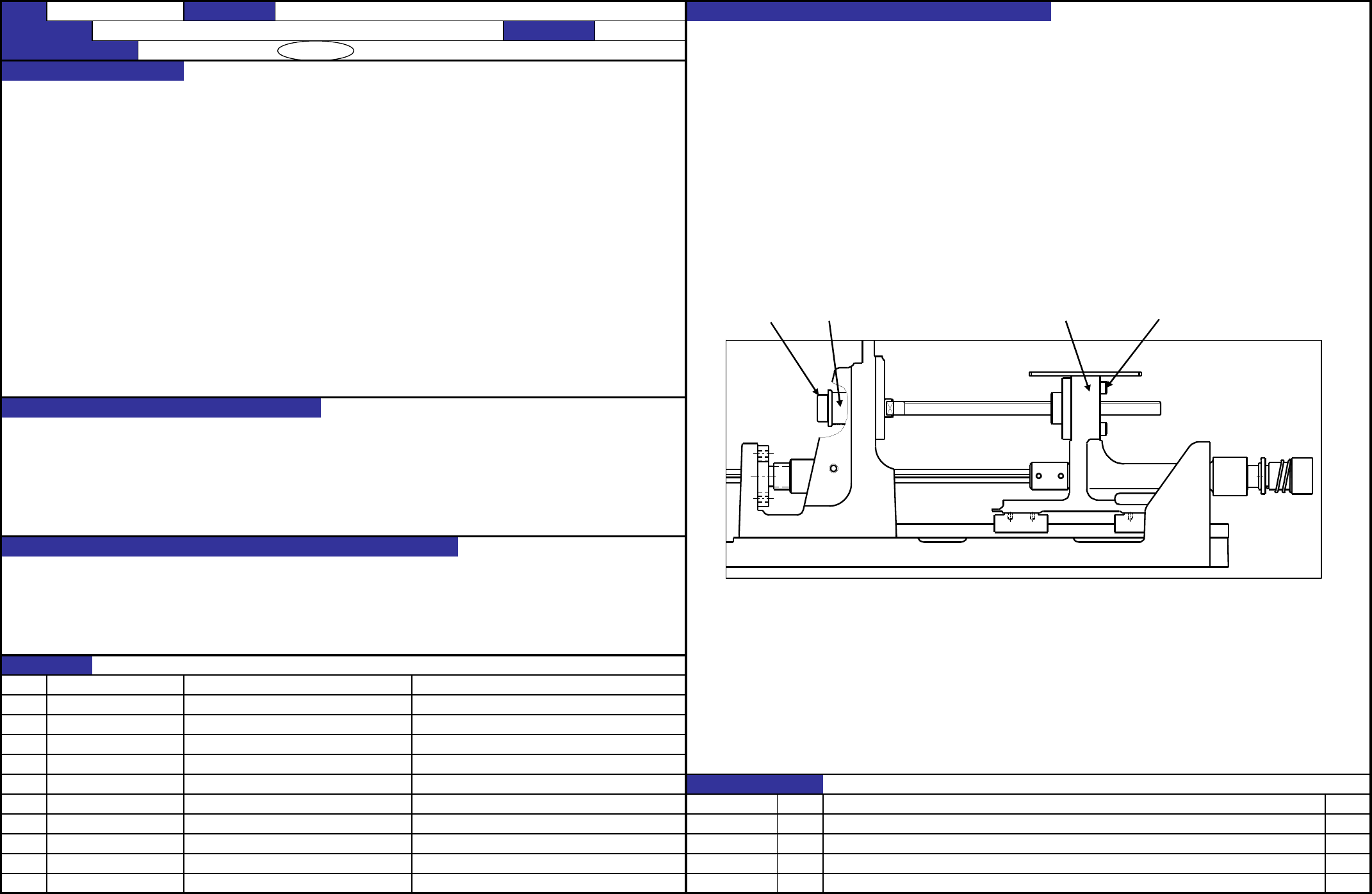
应在下图的状态下以3N(0.3kgf)以下的力向左右移动。
LNC贴装头
应在右图的状态下以3N(0.3kgf)以下的力向左右移动。 调整方法
LNC贴装头
拧松螺丝cap,移动Z滑动支架,重新固定。
拧松锁定螺母,稍稍转动Z皮带轮,重新拧紧锁定螺母。
锁定螺母 Z皮带轮 Z滑动支架 螺丝cap
影响Z的稳定时间(稳定特定)。
元件吸附错误
LA测定异常
贴装精度不良
NO
①
②
③
④
⑤
⑥ NO. 担当人
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
功能名称 Z轴负荷 编制日期 2013/2/1
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
变更履历
内容
'13.02.01 新設
日期
【3】-9
QA表
机种
确认方法
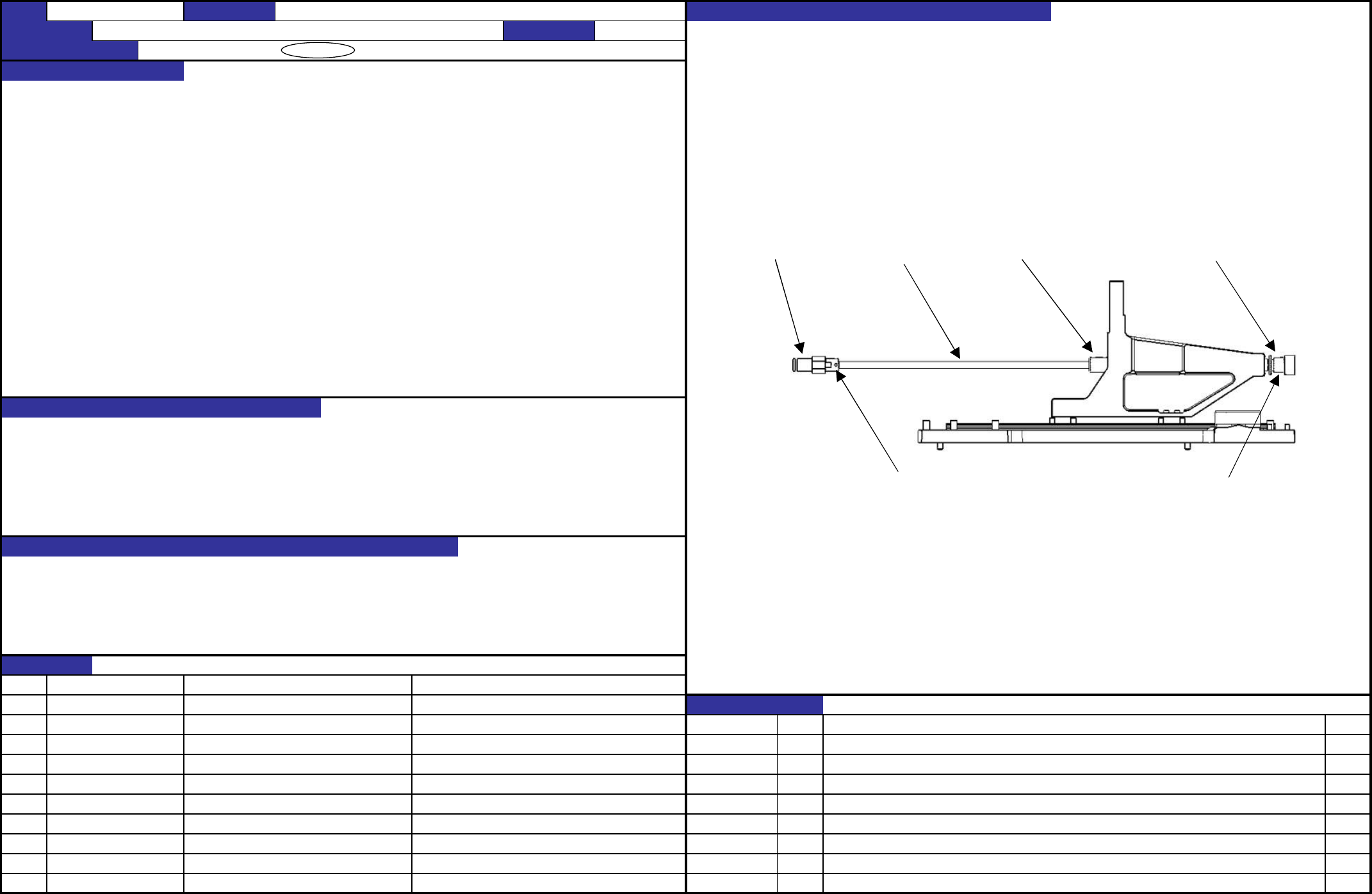
把治具吸嘴安装到吸嘴套轴,回转接头(①)供给0.5MPa的空气,供气装置到前端不应漏空气。
把治具吸嘴安装到吸嘴套轴,从供气装置供给0.5MPa的空气,供气装置到前端 调整方法
不应漏气。 LNC贴装头
回转接头(①)
滚珠花键 联轴节 Z滑动轴
大大影响元件吸附,吸嘴更换,贴装精度。
回转接头(②) 吸嘴套螺旋
元件吸附错误
吸嘴更换异常
贴装精度恶化
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能名称 漏气 编制日期 2013/2/1
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40136810 回转接头
40046525 回转接头
日期
'13.02.01
内容
新設
40136767 Z滑动轴
40136766 滚珠花键
40046515 联轴节
40001139 吸嘴套轴螺栓
变更履历
根据下图进行回转接头(①)与回转接头(②)松动的检查、回转接头(②)与滚珠花键装配的检查、滚珠花键与联轴
节装配的检查、联轴节与Z滑动轴装配的检查、吸嘴套螺丝装到Z滑动轴上的装配。
JM-20装配调整 贴装头
【3】-10
QA表
机种
确认方法
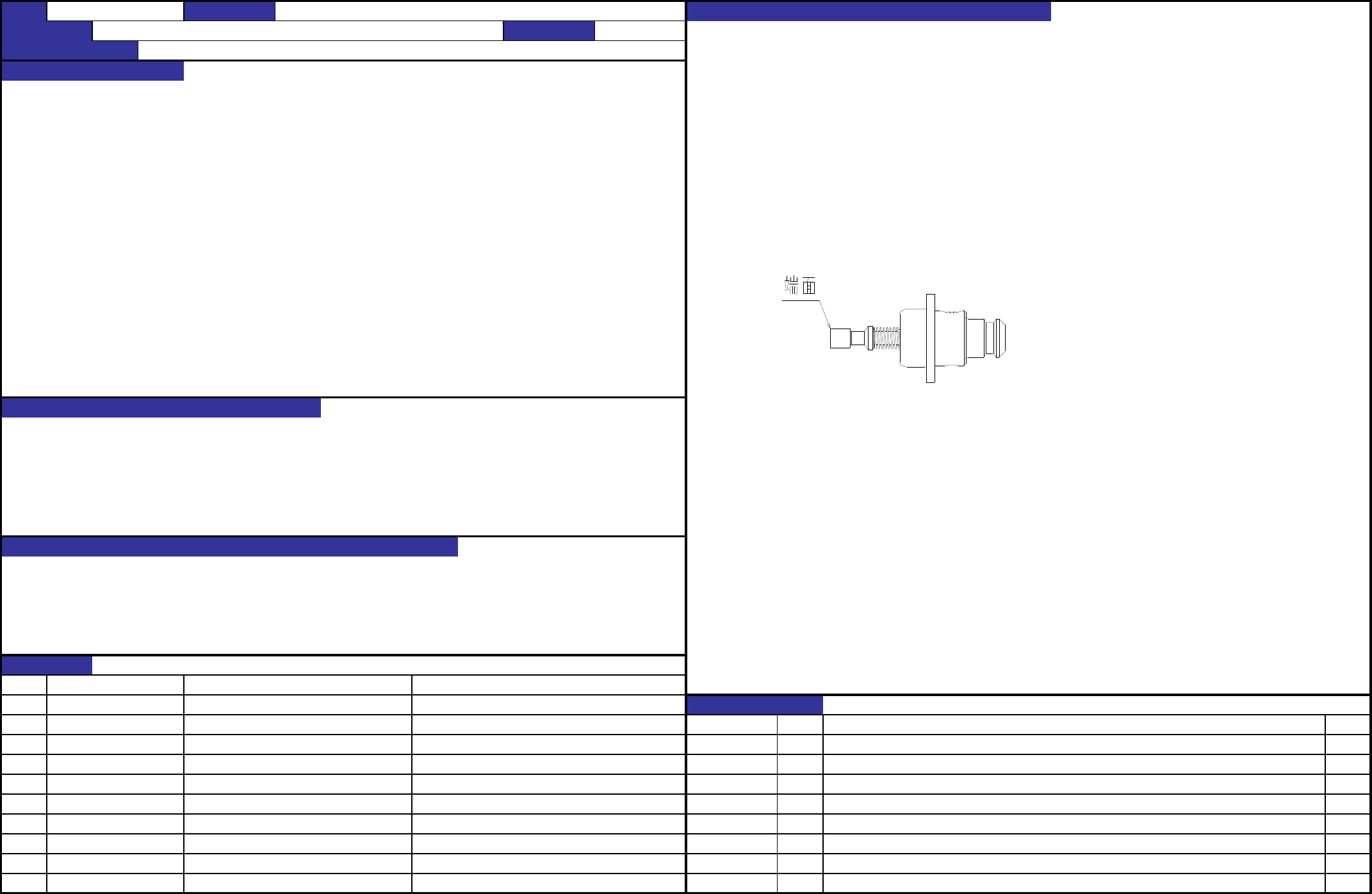
安装贴片机时实施分配ATC,确认被测定的吸嘴长度。
应符合下列规格。
500~504吸嘴
±0.1mm 500~504吸嘴
505~508吸嘴 ±0.1mm
±0.15mm 505~508吸嘴
±0.15mm
安装贴片机实施分配ATC时的吸嘴长度。
调整方法
用10倍以上的放大镜确认505~508吸嘴前端橡胶端面没有毛刺,如有毛刺除去。
吸附元件不良
元件跳起
激光识别异常
贴装精度不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 分配贴装头的吸嘴长度 编制日期 2013/2/1
JM-20 装置名称 贴装头(吸嘴) 确认方法及调整方法(故障处理方法)
【3】-11