JM-20_QA表.pdf - 第36页
QA表 机种 确认方法 将电动机在适当的皮带张力下组装好的状态下,将轴下降至下限,在此处用推免规向上推大约30mm,然后测量最值。 各轴在右图的状态(Z轴电动机组装好)进行测量,4轴或6轴的共计64.5N(6.58kgf)以下的负荷状态下组装电动机。 调整方法 用No.10的调整方法进行再次确认 皮带张力的再次调整 球窝螺丝的灵活性提高 影响上升汽缸的运动。 因上升汽缸无法上升引起的轴的碰撞。 NO ① ② NO. 担当人 ③ ④ ⑤ …
QA表
机种
确认方法
进入MS参数,右键单击,在此状态下按紧急停止键。
选择喷嘴上升气缸,使气缸ON/OFF,确认所显示的时间(msec)在调整值内。
· 气缸下降时间···600±5msec(左右之差为5msec以内)
调整方法
· 转动速度控制器的旋钮,使气缸下降时间与标准调整值相符。
(大致标准是将旋钮从全闭开始旋转2圈半(逆时针方向)左右)
· 调整后应将旋钮固定。
Z轴提升动作故障
释放闩损坏
气缸损坏
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
功能名称 贴装头提升气缸的调整 编制日期 2013/2/1
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号 品名 有关质量特性
内容
'13.02.01 新設
日期
【3】-12
QA表
机种
确认方法
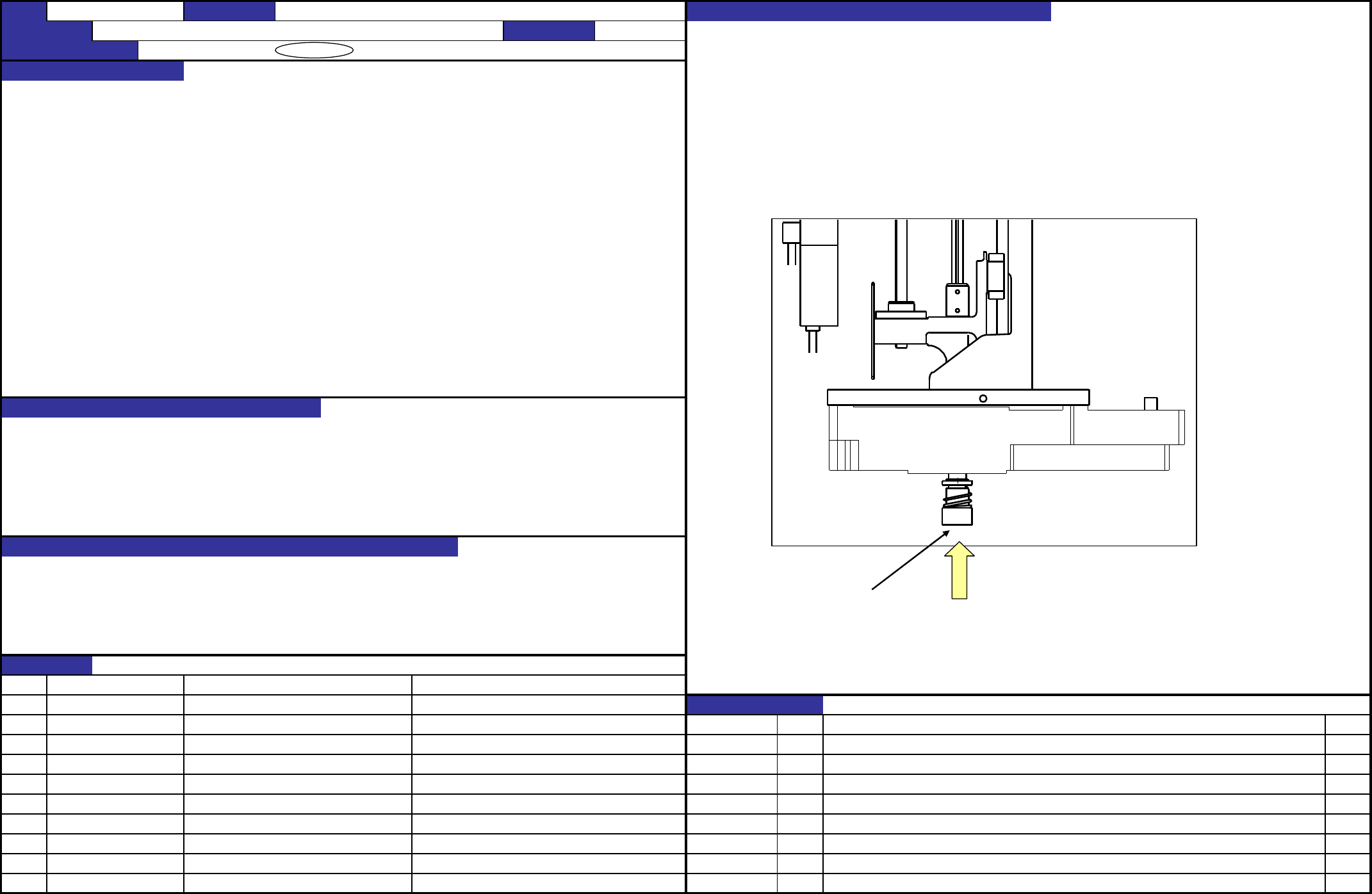
将电动机在适当的皮带张力下组装好的状态下,将轴下降至下限,在此处用推免规向上推大约30mm,然后测量最值。
各轴在右图的状态(Z轴电动机组装好)进行测量,4轴或6轴的共计64.5N(6.58kgf)以下的负荷状态下组装电动机。
调整方法
用No.10的调整方法进行再次确认
皮带张力的再次调整
球窝螺丝的灵活性提高
影响上升汽缸的运动。
因上升汽缸无法上升引起的轴的碰撞。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JM-20 装置名称 贴装头单元(LNC贴装头) 确认方法及调整方法(故障处理方法)
功能名称 Z轴负荷(电动机组装) 编制日期 2013/2/1
质量保证类别
吸嘴套
【3】-13
QA表
机种
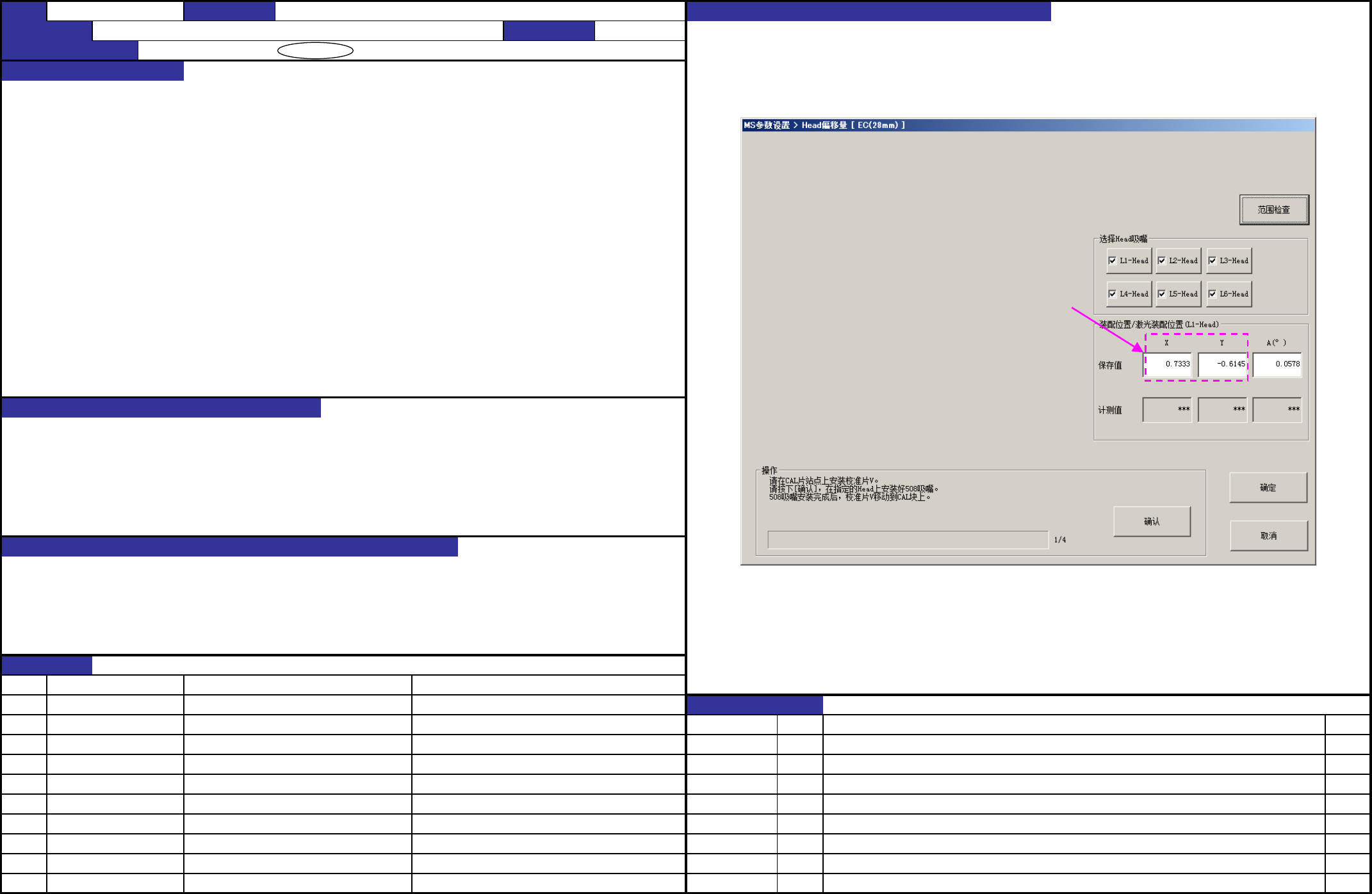
・在所有轴的Head偏移量设置中均确认无问题。
·所有轴的Head偏移量值规格范围,MIN~MAX为40μm以下。
・测定各Head的装配角度以及离OCC的装配位置
・贴片位置不良所造成的部件吸取失误
・吸嘴同时更换不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 Head偏移量 编制日期 2013/2/1
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
Head偏移量值
【3】-14