JM-20_QA表.pdf - 第69页
QA表 机种 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 内容 '13.02.01 新設 日期 变更履历 货号 品名 有关质量特性 对象元件 预想故障(应规格调整值不良而发生的故障) 质量保证类别 功能 ・ 安全性 / 可靠性 / 安全性 / 商品特点 质量特性(规格调整值) 功能作用(规格调整值的意义) 功能名称 供料器缸筒 编制日期 2013/2/1 JM-20 装置名称 供料装置 确认方法及调整方法(故…
QA表
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
货号 品名 有关质量特性
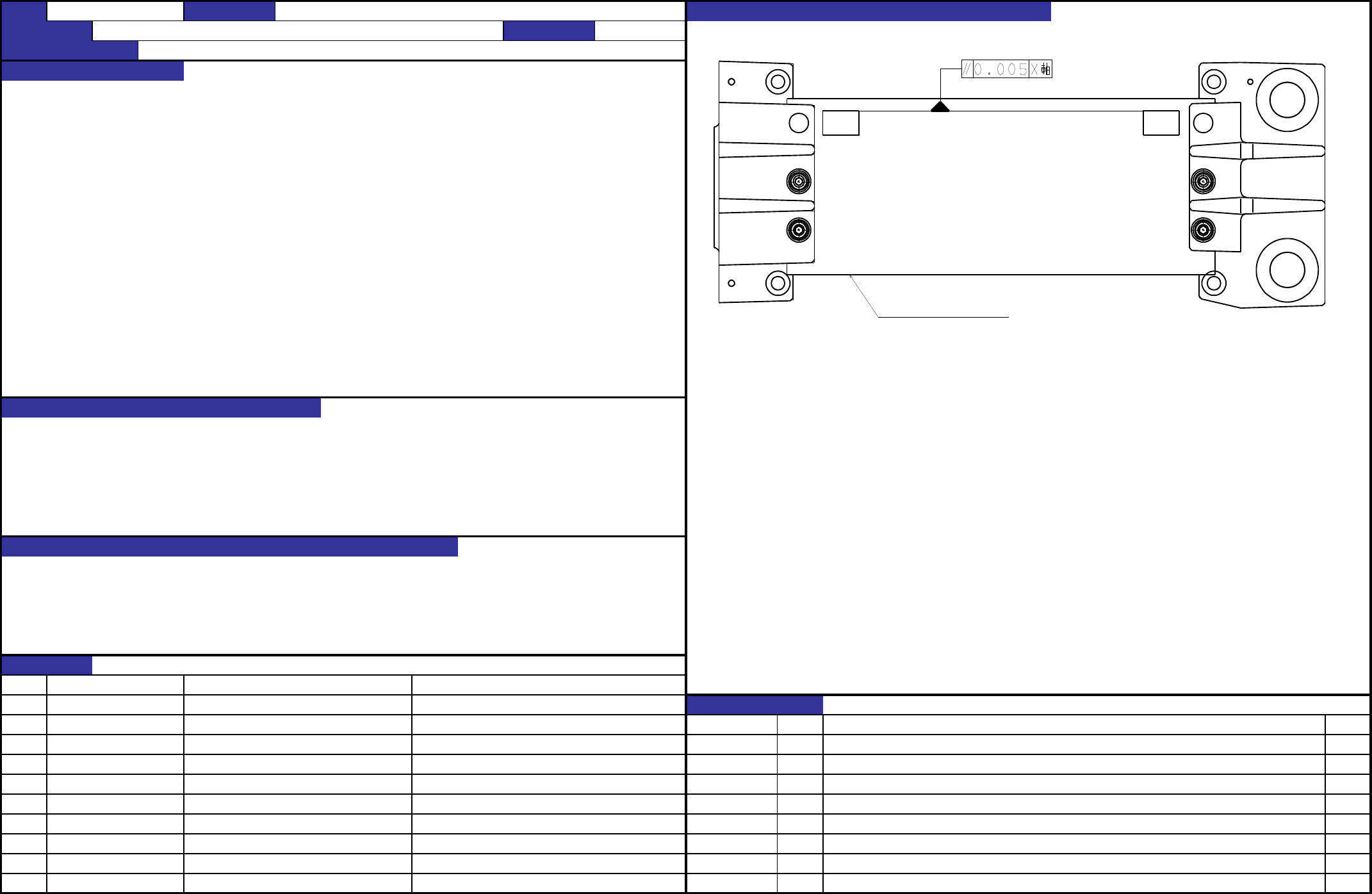
功能名称 供料器的平行度 编制日期 2013/2/1
JM-20 装置名称 供料装置 确认方法及调整方法(故障处理方法)
供料器架L侧,在顶到打入Y轴的弹簧销的状态位置不移动。
移动位置把供料器架R侧调整在规格值内。
在±0.005mm以内调整X轴的平行。
保证供料器安装位置,保证带式供料器的间隔位置。
带式供料器吸附偏斜
同时吸附率降低
夹
具
(与Gx4相同夹
具
)
【10】-5
QA表
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
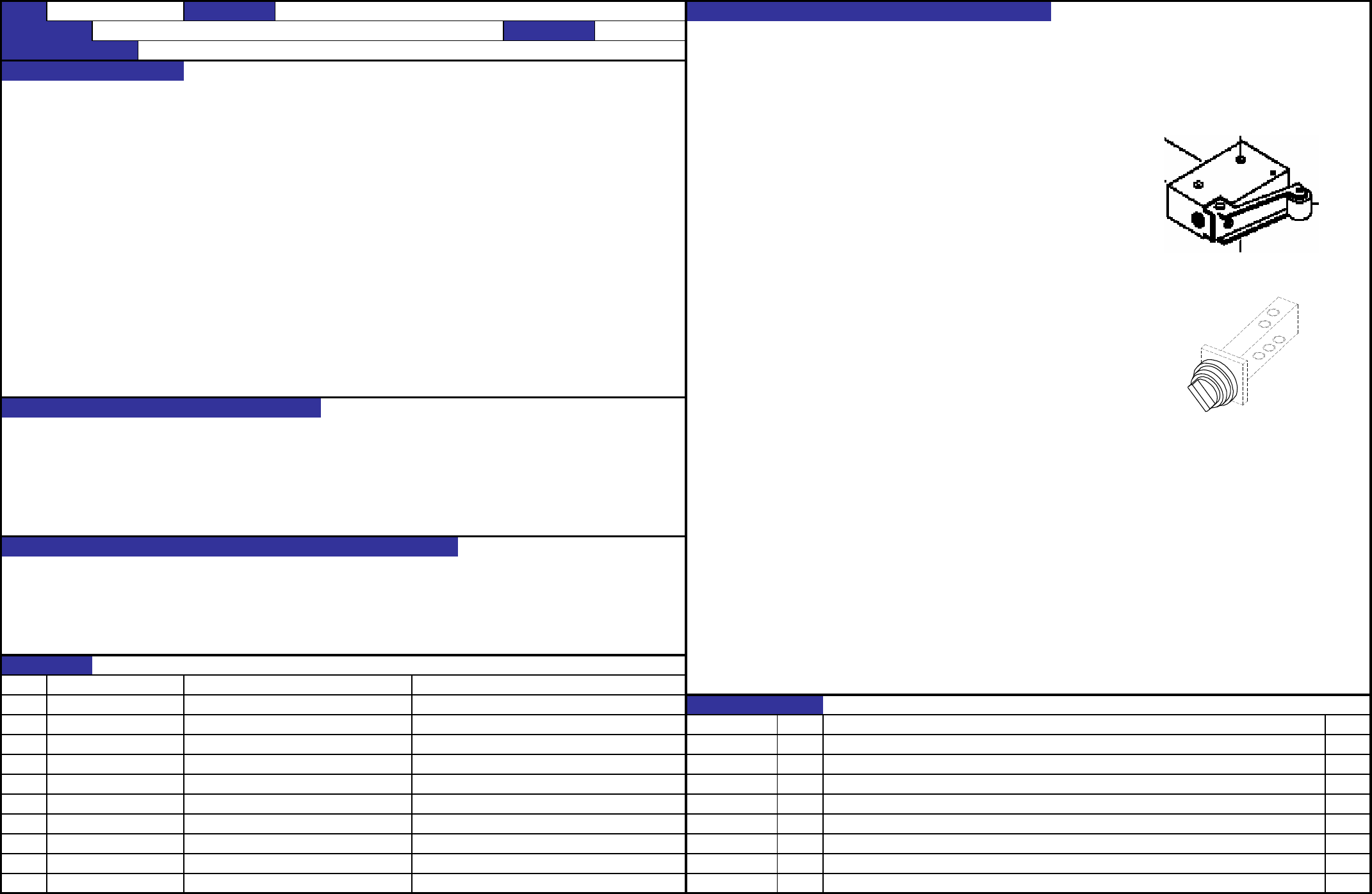
功能名称 供料器缸筒 编制日期 2013/2/1
JM-20 装置名称 供料装置 确认方法及调整方法(故障处理方法)
供料器缸筒的上升时间:调整为3.2~3.5秒
供料器缸筒的下降时间:调整为2~2.5秒
左右之差为0.1秒以内
供料器上升下降速度的稳定化
过持时:过紧货降低压力,降低供料能力
过快时:上升芯片跳起
1.用工具等将左右的机械操纵阀的阀杆关闭。
2.在未放供料器的状态下,启动选择器(ON)。
3.用秒表或调整工具等,一面对供料器升降机从开始
上升至上升到底的瞬间进行确认,一面用速度控制器
进行调整。
4.关掉选择器(OFF),下降到底的瞬间也以同样方法
进行调整。
5.调整后,用锁定螺母将速度控制器的旋钮固定,
然后再次检查3.4.的项目。
【10】-6
QA表
机种
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
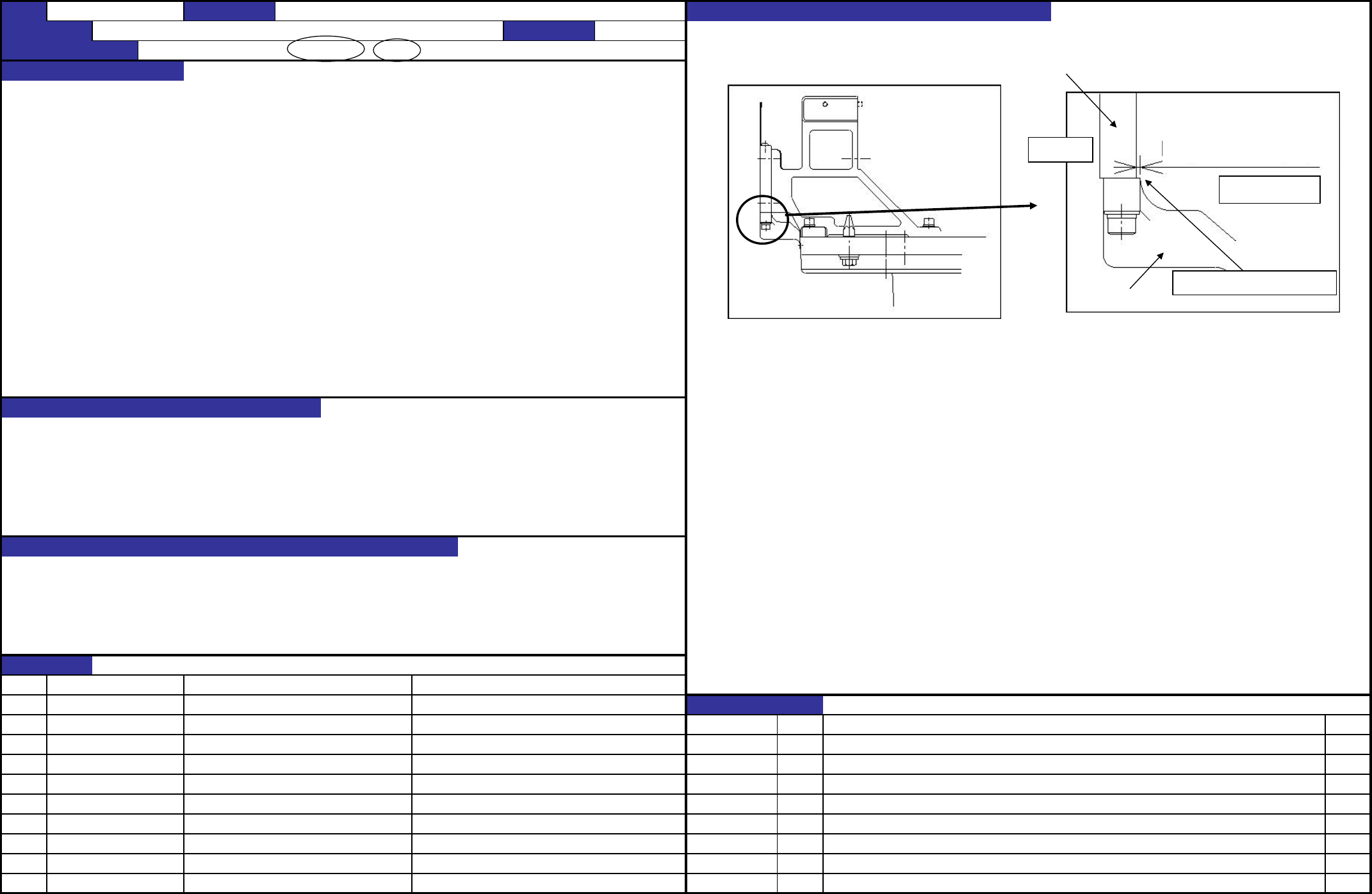
请确认板支架的凸出量为0.8mm以下。
如果变成了0.8mm以上,要从新加工0.7~1.5的倒角。
功能作用(规格调整值的意义)
功能名称 板支架 编制日期 2013/2/1
JM-20 装置名称 供料装置 确认方法及调整方法(故障处理方法)
对象元件
变更履历
货号 品名 有关质量特性
内容
'13.02.01 新設
日期
关于板支架的凸出量,确认为0.8mm以下。
进给动作的稳定化
凸出量为0.8以上时,供料器(FTF32)的顶推杆会搁到板支架上,发生进给故障
机器侧
供料器安装侧
板支架
固定板
※这一部分进行倒角加工。
0.8mm以下
【10】-7