N7201A652E.pdf - 第163页
NPM- TT2 EJM1EE-MB-02 O-04 Individu- al prepara- tion PCB tr anspor t test This explains how to test PCB transp ort on the assumption that you have completed testing on the preceding proce sses and that PCBs are present …
NPM-TT2 EJM1EE-MB-02O-04
2-5-4
Individu-
al
prepara-
tion
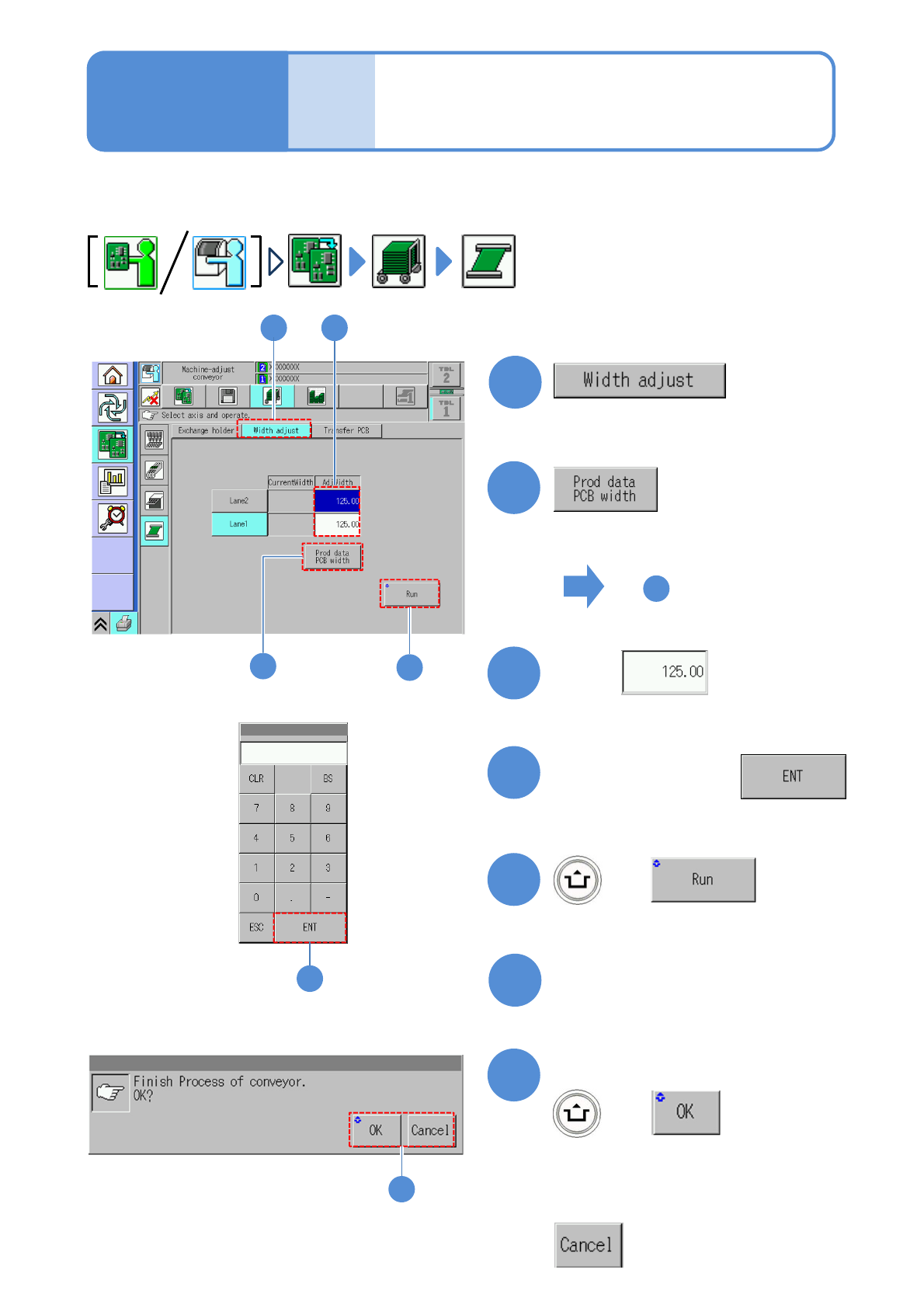
Adjusting transport
conveyor width
This explains how to adjust the transport conveyor width.
●When you change to smaller PCBs, remove the PCB support blocks and the support pins.
2
5
1
1
2
4
+
(The transport rail width is adjusted)
■To adjust to the PCB width of
production data
■To enter a new PCB width
(The numeric keypad window appears)
Type a PCB width
5
6
Press the next operation button
7
Confirm the message
+
(Switches to the next operation screen)
Touch
5
3
3
7
■To cancel
4
Operating procedure
2-5-4
To
(The PCB width of production data is
shown in the numerical field of ‘AdjWidth’)
NPM-TT2 EJM1EE-MB-02O-04
Individu-
al
prepara-
tion
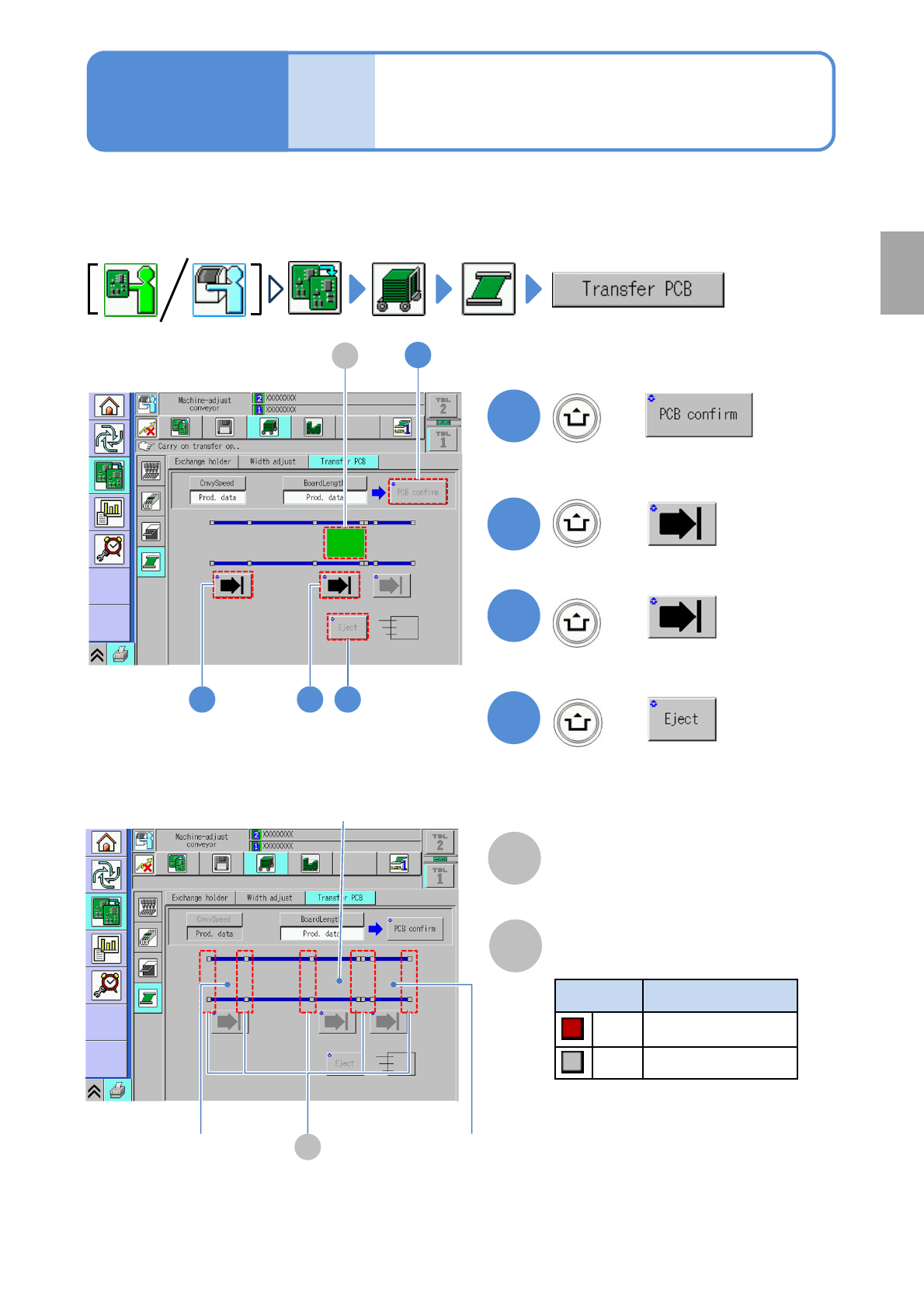
PCB transport test
This explains how to test PCB transport on the assumption that you have completed testing on the
preceding processes and that PCBs are present in the upstream process.
●For dual conveyor, you need to choose a lane in advance.
2-5-5
B
Sensor
Color Sensor status
*1)
Red ON
Gray OFF
A
PCB transfer position
The location of PCBs on the transport
conveyor is displayed.
2
3
+
+
4
+
(Transported to the loading position)
(Transported to the placement position)
(Unloaded to the next machine)
2 3 4
1
1
+
A
*1) This sensor shows the presence /
absence of PCB, with the support
plate being lowered.
Operating procedure
2-5-5
B
Loading position Unloading position
Placement position
Preparation
(Confirm PCB presence and put it in
transfer ready condition)
NPM-TT2 EJM1EE-MB-02O-04
2
1
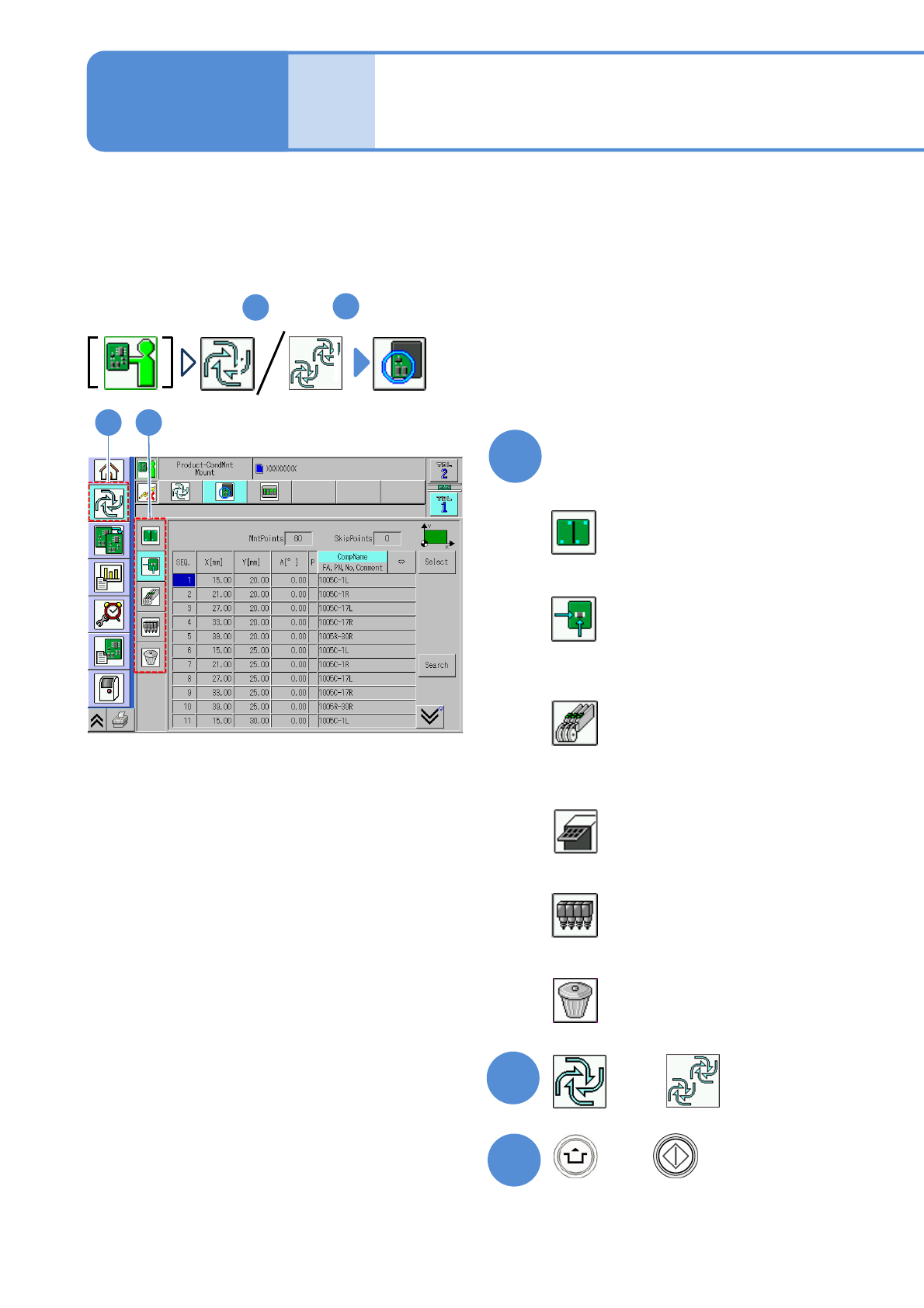
Specify a target for placement
1
3
(Production starts under the specified
conditions)
■To specify by the pattern
■To specify by the placement point
■To specify by the component
(intelligent feeder)
■To specify by the component
(tray feeder)
■To specify by the head
■To cancel selection
(→P.2-5-6-2)
(→P.2-5-6
-3)
(→P.2-5-6
-4)
(→P.2-5-6
-5)
(→P.2-5-6
-6)
(→P.2-5-6
-6)
2-5-6-1
2
Individu-
al
prepara-
tion
Placement specification 1
(conditional placement)
Operating procedure
2-5-6
or
Preparation: do steps through in P.3-1-1-1,P.3-1-1-2.
1
4
A target for placement is specified for production in the unit of patterns or placement points.
Before starting production, using a particular component or block, run a trial to check the placement condition.
For a placement check based on conditional placement, perform the following steps.
For dual conveyor, you can set it per lane by changing the lane.
Inspection head-equipped equipment does not support solder and component inspections during the conditional
placement process.
+