User Manual SIPLACE Linear Dipping Unit 2 X.pdf - 第38页
3 Function description and structure 3.3 Basic process 38 User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 3.3.6 Dipping process and dwell time The dipping process in placement machines roughly consists of the followi…
3 Function description and structure
3.3 Basic process
User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 37
3.3.4 Viscosity and thixotropy
Some flux types have chemicals added to influence the viscosity. Some materials also change their
viscosity under pressure. Examples from everyday life include mayonnaise and ketchup. Mayon-
naise is very thick but thins out under pressure. Ketchup pours better from the bottle if it is shaken
first. The viscosity changes after the substance has been moved. These kinds of substances are
known as thixotropic.
Most substances increase their viscosity when cooler and reduce it when warmed.
The LDU provides a warming function. This helps to influence the viscosity of the flux before it is
used. During this warm-up cycle the LDU performs a number of squeegee processes which can be
set. This moves the flux and "warms" it up.
The warm-up cycle is started in the station software: 4.15 "Starting a warm-up cycle" [}77].
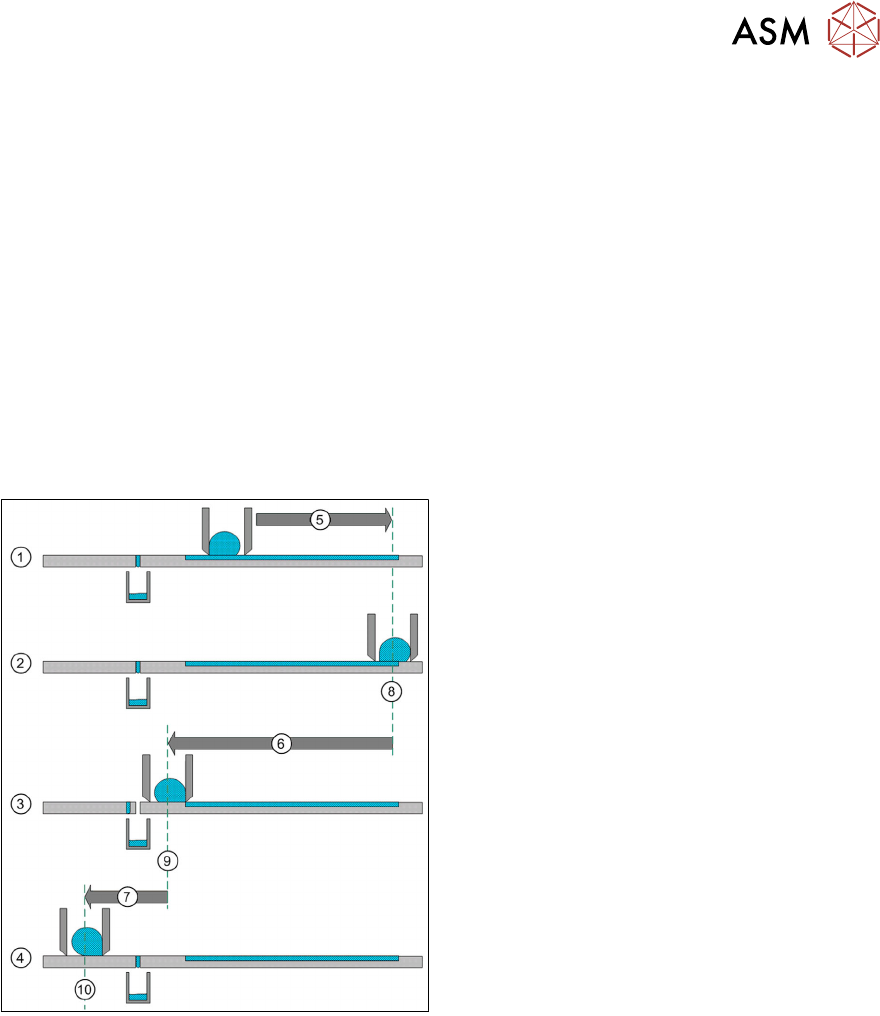
3.3.5 Squeegee speed
With some types of flux the squeegee speed may have an influence on the surface of the flux after
application.
1. The squeegee axis moves with maximum
speed forward to the reverse position(5)
.
2. The squeegee axis is now in the reverse
position(8)
.
3. The squeegee axis moves with adjustable
squeegee speed over the cavity(6)
back in
the acceleration position(9)
.
4. The squeegee axis moves with maximum
speed(7)
back to the park position on the
park plate(10)
.
The squeegee speed is set in the line software: 4.1.12 "Setting the warm-up cycles and the squee-
gee speed" [}52].
The optimum squeegee speed for the flux used must be determined in tests. It is therefore useful to
use the maximum speed as a starting point:
●
Flux = 200mm/s
●
Solder paste = 200mm/s
3 Function description and structure
3.3 Basic process
38 User Manual SIPLACE Linear Dipping Unit 2 X 05/2020
3.3.6 Dipping process and dwell time
The dipping process in placement machines roughly consists of the following steps:
1. Pick component up from the relevant feeder module
2. Dipping component in the flux
3. Check and center component with the Vision system
4. Place component on the board
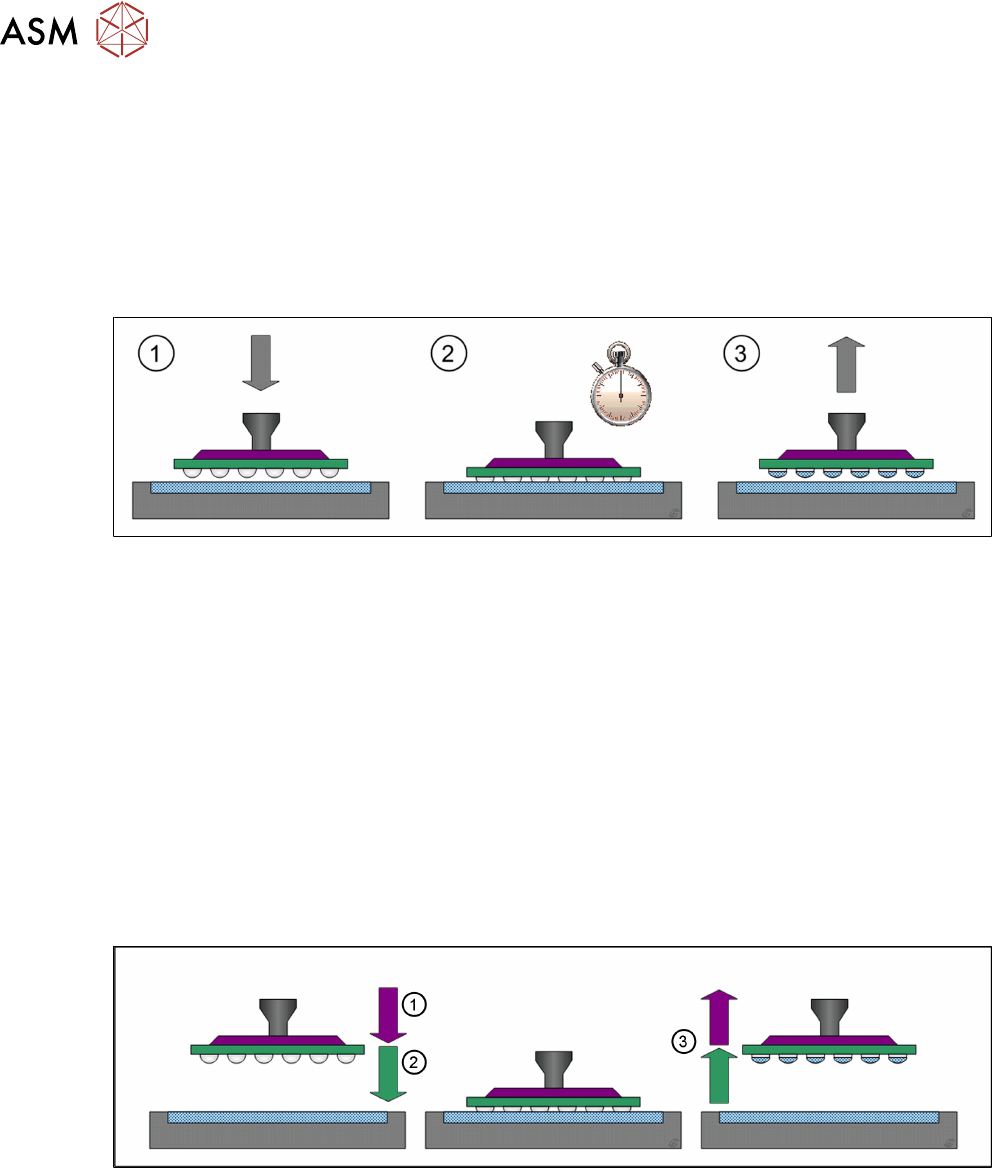
The detailed dipping procedure (step 2) consists of the following steps:
1. The placement head moves with the component over the LDU to an unused part of the dip-
ping area. The placement head moves down until the component reaches the bottom of the
cavity.
2. The down sensor for the placement head starts a dwell time.
3. After the end of the dwell time, the placement head moves up again.
During the dwell time, the flux can coat the component on the parts which have been dipped into it.
The dwell time can be set in the line software: 4.1.7
"Setting the dipping sequence and the dwell
time" [}49]. The correct dwell time must be determined through tests.
3.3.7 Creep distance
Depending on the viscosity of the flux used, it can be necessary to adjust the speed down or speed
up when dipping into the cavity. Components which get stuck in the flux of the cavity when the
nozzle moves up indicate that the speed up is too high. A speed down that is too high can lead to
uneven wetting of the component balls/bumps.
The distance between the surface of the cavity depth and the creep point is the creep distance.
(1) The placement head moves down with normal speed until it reaches the adjustable creep point
where it slows down to the adjustable speed down value.
(2) The placement head moves down with the speed down until it reaches the surface of the cavity
depth.
(3) The placement head moves up with the adjustable speed up until it reaches the creep point
where it accelerates to normal speed.
Creep point, speed down and speed up for each component and flux are set in the line software:
4.1.9
"Setting the creep distance" [}51].
4 Operation
4.1 Settings in SIPLACE Pro
User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 39
4 Operation
4.1 Settings in SIPLACE Pro
NOTICE
Target group: setup operator
The procedure described is a task that occurs irregularly and should only be carried out by
a trained operator with special knowledge (setup operator).
To use the LDU in a placement order, the following settings have to be defined in SIPLACE Pro be-
fore start-up:
●
Set up the LDU
●
Define the dipping plate
●
Assign the dipping plate to the LDU
●
Define flux material
●
Assign a flux material to the LDU
●
Set the parameters for the Flux Level Sensor
●
Dipping parameters for the components used:
– Flux material used
– Cavity depth
– Dipping sequence
– Pressing force when dipping
– Dwell time when dipping
– Travel profile when dipping
– Waiting time at placement
●
Processing Parameters for the flux used:
– Cicatrization time
– Curing time
– Flux level sensor values
– Dip margin
– Squeegee speed
– Number of squeegee cycles during warm-up
4.1.1 Setting up the LDU
●
Depending on the head and changeover table SIPLACE Pro checks whether the LDU can be
reached or not. A general limitation doesn’t exist.
●
SIPLACE Pro checks whether the LDU can be reached or not depending on the head and
table. There is no general limitation.
●
The LDU can be set up directly next to any feeder modules.
●
The LDU should not be configured in direct vicinity to feeder modules for very small compon-
ents.
●
It is recommended not to set up any linear feeder and stick feeder modules together with the
LDU on the same changeover table.