00196970-04-BA-SX12-V2-PL - 第250页
5 Zadania przy maszynie Instrukcj a eksploatacji SIPLACE SX1/SX2 5.7 Lampy sygnalizacyjne z sygna ł em akustycznym Od wersji oprogr amowania SR.706.1 SP1 Wydanie 10/2014 250 5.7.1.2 Lamp a sygnalizacyjna trójko lorowa (o…
Instrukcja eksploatacji SIPLACE SX1/SX2 5 Zadania przy maszynie
Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014 5.7 Lampy sygnalizacyjne z sygnałem akustycznym
249
5.7 Lampy sygnalizacyjne z sygnałem akustycznym
5.7.1 Przegląd
Lampki sygnalizacyjne sygnalizują stany robocze i błędy w działaniu automatu. Sygnał
akustyczny
sygnalizuje pojawienie się alarmu. W automatach SIPLACE może zostać zamontowana dwu-
albo trójkolorowa lampka sygnalizacyjna. System lampek sygnalizacyjnych (dwu- albo trójkoloro-
wych) zostaje ustawiony w autokonfiguracji, patrz instrukcja instalacji oprogramowania stanowi-
ska, numer artykułu 00196771-xx.
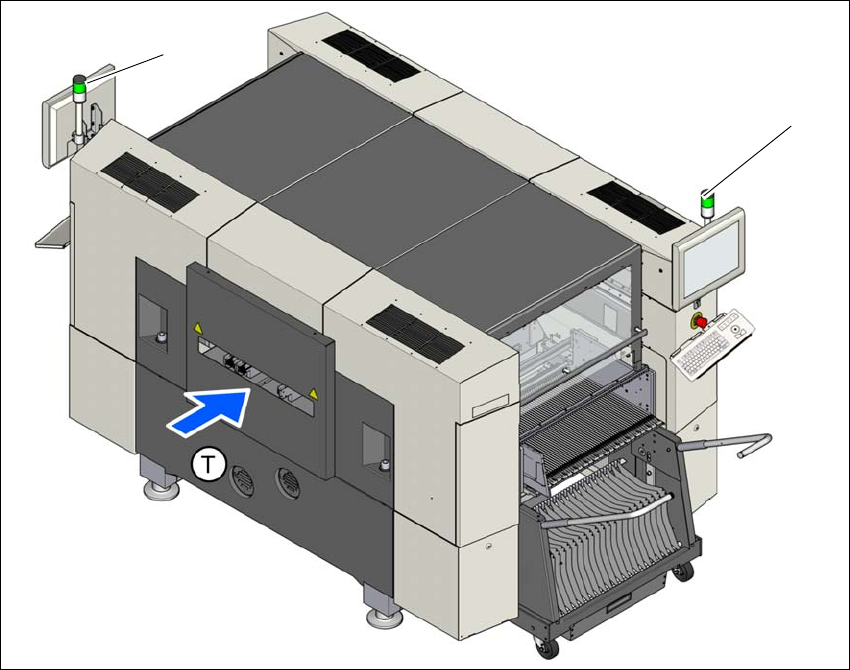
5.7.1.1 Lampa sygnalizacyjna dwukolorowa (standardowa)
Rys. 5.7 - 1 Lampki sygnalizacyjne stanów pracy
L1 Lampka sygnalizacyjna lewa
L3 Lampka sygnalizacyjna prawa
T Kierunek transportu płytek drukowanych
(L1)
(L2)
5 Zadania przy maszynie Instrukcja eksploatacji SIPLACE SX1/SX2
5.7 Lampy sygnalizacyjne z sygnałem akustycznym Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014
250
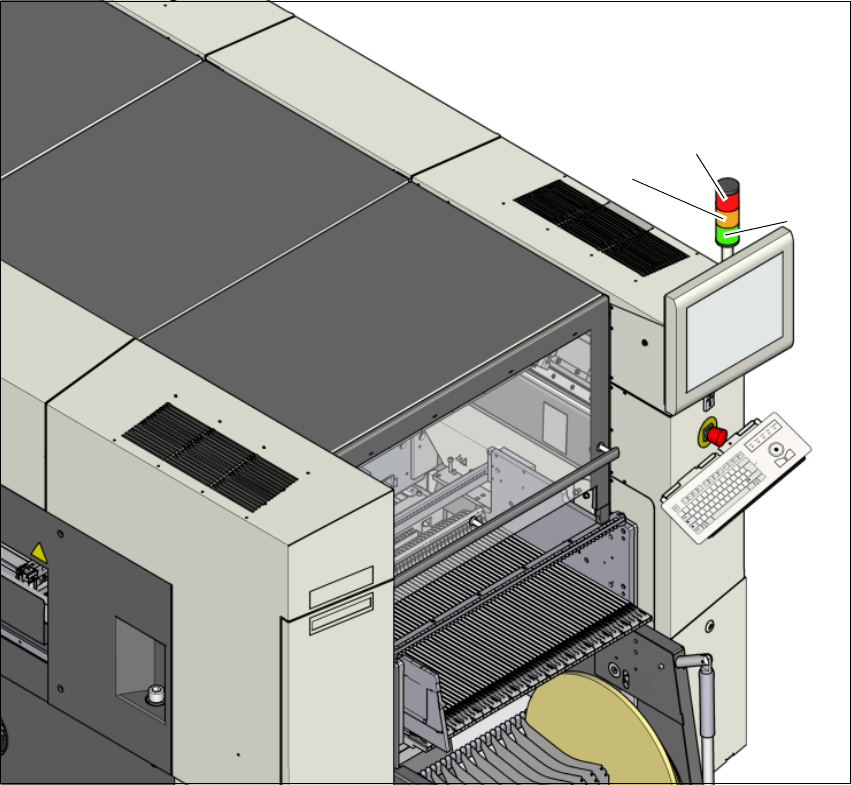
5.7.1.2 Lampa sygnalizacyjna trójkolorowa (opcja)
Rys. 5.7 - 2 Lampki sygnalizacyjne stanów pracy
L1 Lampka sygnalizacyjna czerwona
L2 Lampka sygnalizacyjna żółta
L3 Lampka sygnalizacyjna zielona
(L2)
(L1)
(L3)
Instrukcja eksploatacji SIPLACE SX1/SX2 5 Zadania przy maszynie
Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014 5.7 Lampy sygnalizacyjne z sygnałem akustycznym
251
5.7.2 Wskazania stanu i ich znaczenie
5
Znaczenie Strona maszyny Stan -
dwukolorowa
(biała/zielona)
Stan - trójkolorowa
(czerwona/żółta/
zielona)
Produkcja w toku obie strony biała: --
zielona: Wł.
czerwona: wył.
żółta: wył.
zielona: Wł.
Automat oczekuje na załadu-
nek płytki drukowanej.
obie strony biała: --
zielona: 700 - 700
czerwona: wył.
żółta: wył.
zielona: 500 - 500
Automat został zatrzymany
przyciskiem Stop; kontynuacja
produkcji wymaga naciśnięcia
przycisku Start.
obie strony nieskonfigurowany czerwona: wył.
żółta: wył.
zielona: 500 - 500
Konieczna manipulacja znacz-
nikami przez operatora.
obie strony biała: --
zielona: 100 - 100
czerwona: wył.
żółta: 500-500
zielona: wył.
Automat oczekuje na partię wy-
robów albo oczekuje na przy-
gotowanie maszyny, po otrzy-
maniu partii wyrobów.
obie strony biała: --
zielona: 100 - 100
czerwona: wy
ł.
żółta: wył.
zielona: 500 - 500
Automat przygotowuje produk-
cję (sprawdzanie stanu pipet,
rozpoznawanie modułów po-
dajnikowych).
obie strony biała: --
zielona: 100 - 100
czerwona: wył.
żółta: wył.
zielona: 500 - 500
Stosowane jest alternatywne
położenie odbioru.
dana strona biała: 100 -100
zielona: --
czerwona: wył.
żółta: Wł.
zielona: Wł.
Płytka drukowana musi zostać
pobrana z transportera odbior-
czego (np. w celu przeprowa-
dzenia przeglądu).
dana strona biała: 500 -500
zielona: 700 -700
czerwona: wył.
żółta: wył.
zielona: 500 - 500
Transporter płytek drukowa-
nych zakleszcza się (następna
maszyna oczekuje na płytki
drukowane).
dana strona biała: --
zielona: 700 -700
czerwona: wył.
żółta: wył.
zielona: 500 - 500
Zdezaktywowana jest więcej
niż jedna pozycja odbioru z tym
samym podzespołem, jednak
większa liczba pozycji odbioru
jest zbędna do zastosowania.
dana strona biała: 500 -500
zielona: --
czerwona: wył.
żółta: Wł.
zielona: Wł.