CN_Nordson_EFD_EV_Series_Operating_Manual - 第94页
EV系列自动点胶系统 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 94 附录B - 非向导设置程序 附录B - 非向导设置程序 所有设置和校准程序都是在机械手初始设置向导的引导下完成的,在进行任何系统更改(包括针头更换)后,应使用该 向导完成设置和校准。不过,可以单独执行本附录中的程序,此处提供这…
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
93
Stop Point (停止点)Stop Point (停止点)
点击点击 功能功能
在当前XYZ位置记录一个停止点。如果出现此命令,针头会移动至记录的位置并等待直到“启动”钮被按下。
Trig Mark (触发标记)Trig Mark (触发标记)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
此命令不适用于EV系列系统。
Wait Point (等待点)Wait Point (等待点)
点击点击 功能功能
注册一个在上一命令结束后立即发生的等待点。此命令发生时,点胶针头会在上一命令的终点等待指定的等待时间
(秒)。
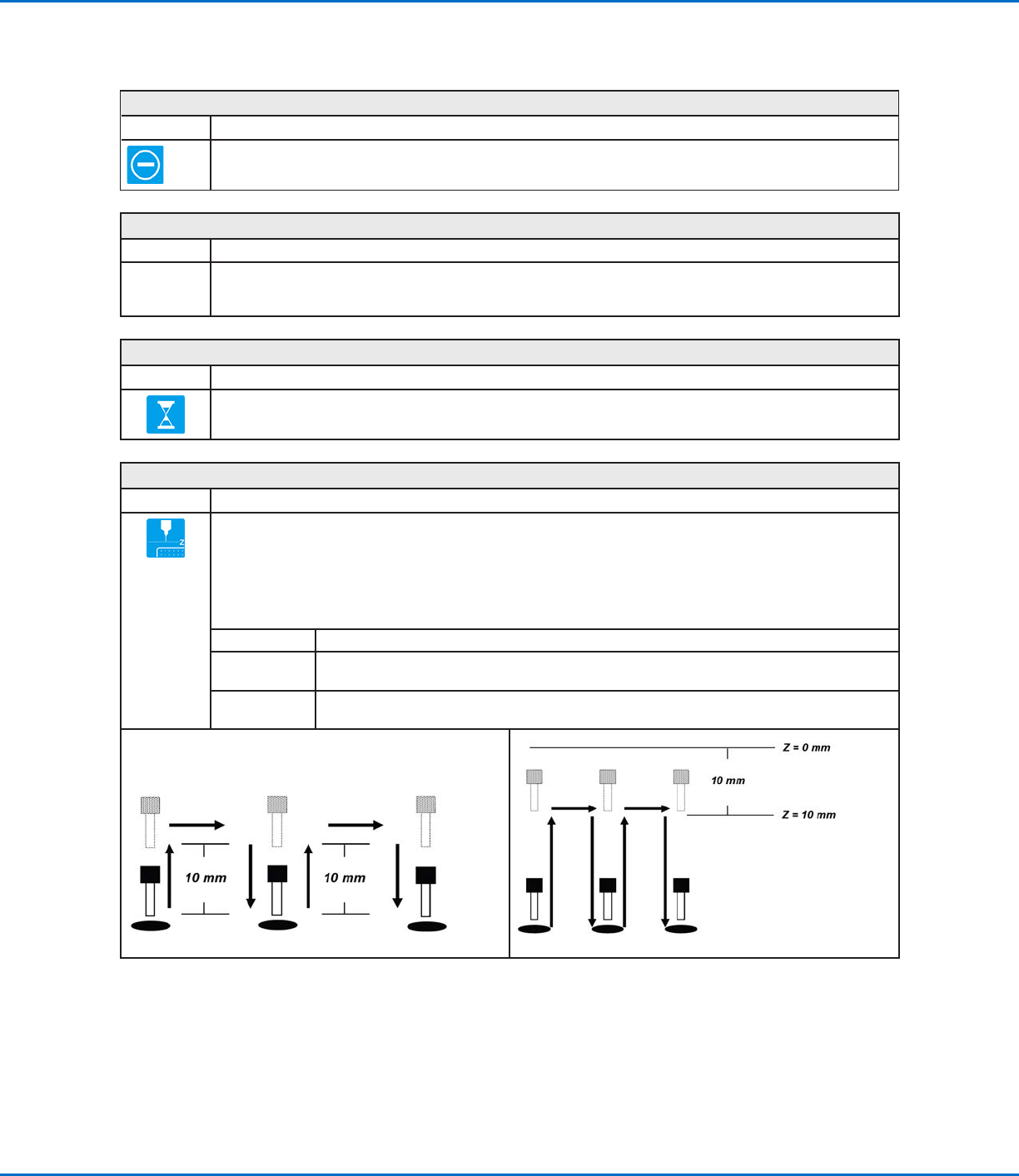
Z Clearance Setup (Z轴工作高度设置)Z Clearance Setup (Z轴工作高度设置)
点击点击 功能功能
指定针头在每个点胶命令后抬起的高度。Z轴工作高度是为了让针头抬起的足够高,以避免在从一个点移动到下一个
点的过程中遇到任何障碍。如果任意两点间都没有障碍,那么可采用一个较小的Z轴工作高度值,比如5 mm,这样可
以尽量缩短程序的循环周期。
Z轴工作高度可进一步定义为一个相对值(0)或绝对值(1)。如果被定义为一个相对值,就成为针头相对于指定点
位置的抬起距离。如果定义为绝对值,则成为与针头抬起至Z轴零点的距离 -- 不论指定点位置的Z轴值是多少。
诺信EFD建议在程序的开头处插入Z轴工作高度命令。
参数参数 描述(请参见下面图例)描述(请参见下面图例)
Value
(值)
针头在完成点胶后的抬起距离(mm)
0(Abs), 1
(Rel)
针头如何抬起:0(Abs) = 绝对,1(Rel) = 相对
Z轴工作高度 = 10 mm 相对 Z轴工作高度 = 10 mm 绝对
I附录A - 命令功能参考(续)I附录A - 命令功能参考(续)
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
94
附录B - 非向导设置程序附录B - 非向导设置程序
所有设置和校准程序都是在机械手初始设置向导的引导下完成的,在进行任何系统更改(包括针头更换)后,应使用该
向导完成设置和校准。不过,可以单独执行本附录中的程序,此处提供这些程序仅供您需要时参考。
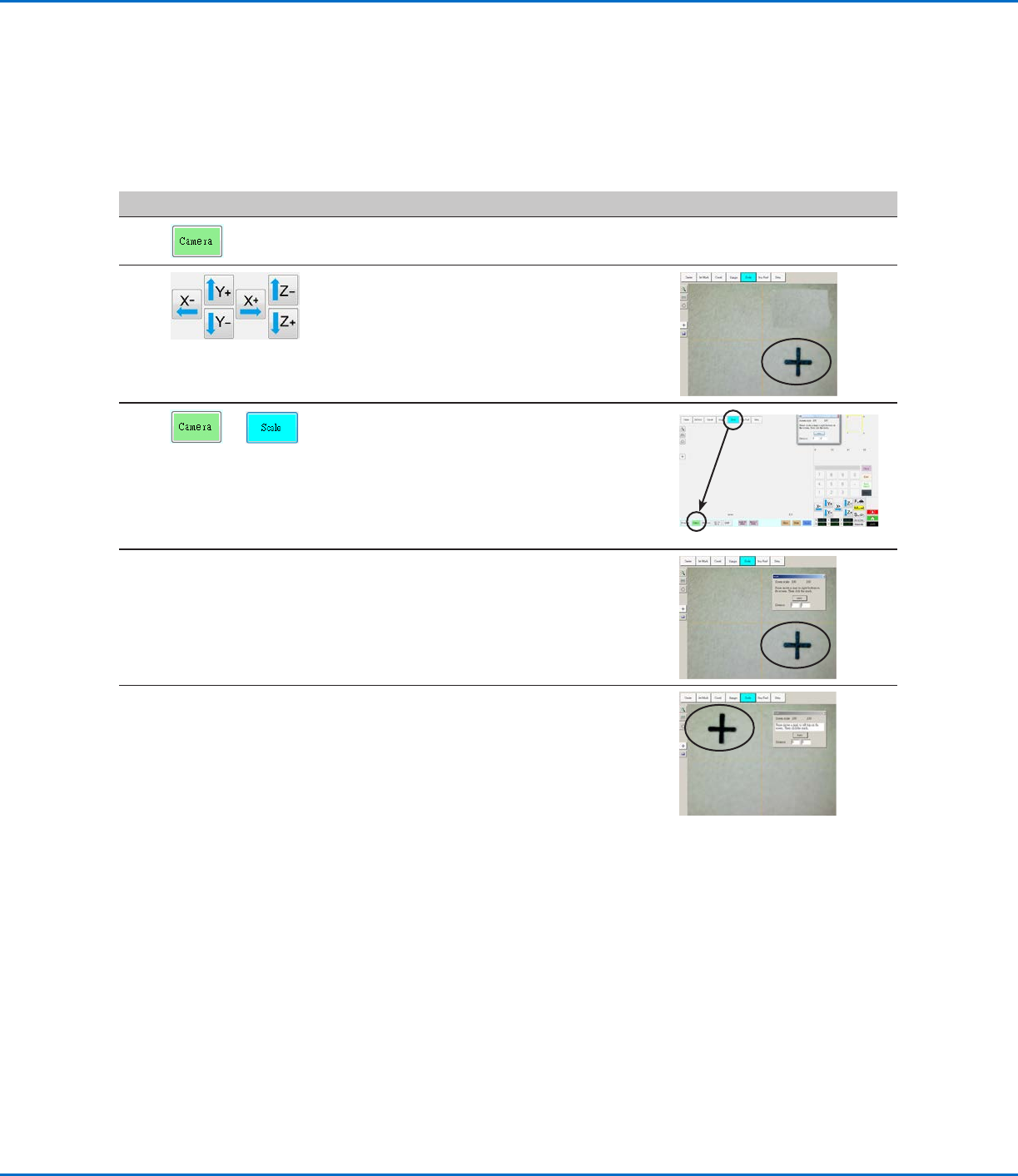
设置摄像头缩放设置摄像头缩放
##
点击点击 操作步骤操作步骤 基准图像基准图像
1
· 单击“摄像头”选项卡。
2
· 将摄像头微动到位于工件右下角的参考点。
· 对图像聚焦。有关摄像头聚焦的说明,请根
据需要参阅第17页的“摄像头”。
3
> >
· 点击“摄像头”标签,然后点击“缩放”。
这样会打开“缩放”窗口。
注:注:当摄像头查看一个对象时,会将像素转
换为一个真实测量值。为了让摄像头准确地
完成转换,您必须通过设置摄像头缩放标度
来“告诉”摄像头查看对象相对于像素/英尺
的大小。
4
· 在工件上选择一个基准点,并使摄像头移
动,从而让基准点位于摄像头屏幕右下角,
然后点击该点。
5
· 再次使摄像头移动,直到基准点位于摄像头
屏幕左上角,然后点击该点。
这样就完成了摄像头缩放设置。
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
95
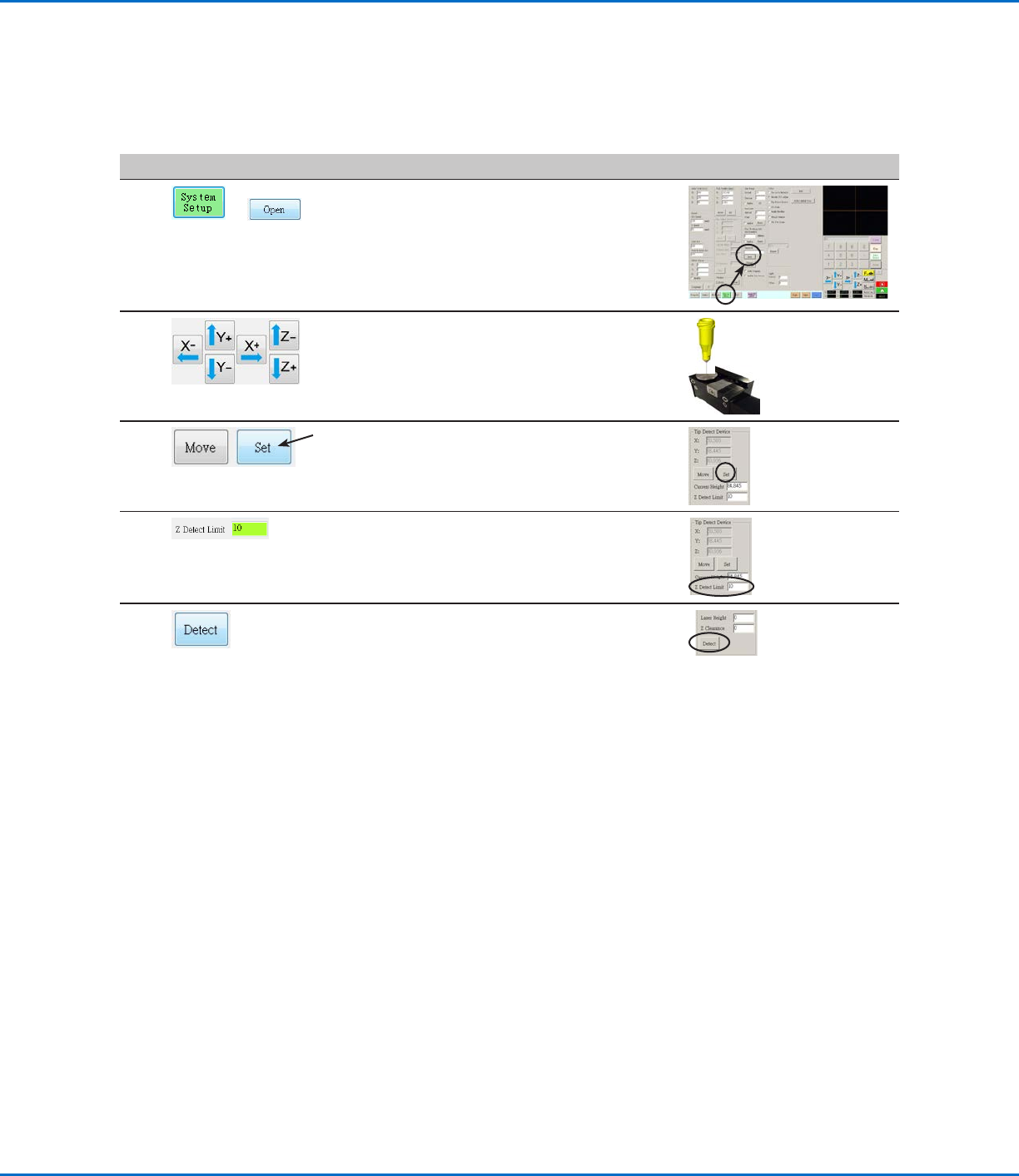
(仅适用于配有针头探测器的EV系统)设置针头探测器(仅适用于配有针头探测器的EV系统)设置针头探测器
##
点击点击 操作步骤操作步骤 基准图像基准图像
1
> >
· 点击“系统设置 > 打开”。
2
· 对针头进行移动,直到处于针头探测传感器
上方约2 mm处。
3
· 在“针头检测装置”项下点击“设定”
(SET)(位于“移动”旁边)。
· 在出现确认提示时点击“是”(YES)/“确
定”(OK)。
4
· 在“针头检测装置”项下, Z轴检测限制值
输入10(mm)。
· 在出现确认提示时点击“是”(YES)/“确
定”(OK)。
5
· 在“针头检测装置”项下点击“检测”
(DETECT)。
· 在出现确认提示时点击“是”(YES)/“确
定”(OK)。
机械手将针头抬升至Z=0,然后将针头降低至
传感器上,检测针头偏移。
附录B - 非向导设置程序(续)附录B - 非向导设置程序(续)