CP-842E-842ME System Reference-SYS-CP842-10E.pdf - 第95页
Machine System >> Editing Production Programs On t he Machine SYS-CP842-1.0E 4-59 Sequence Editing Screen Sequence data can be edited from this screen. Screen Button Explanations A. [Sequence No.]: Switches to the …

Machine System >> Editing Production Programs On the Machine
4-58
SYS-CP842-1.0E
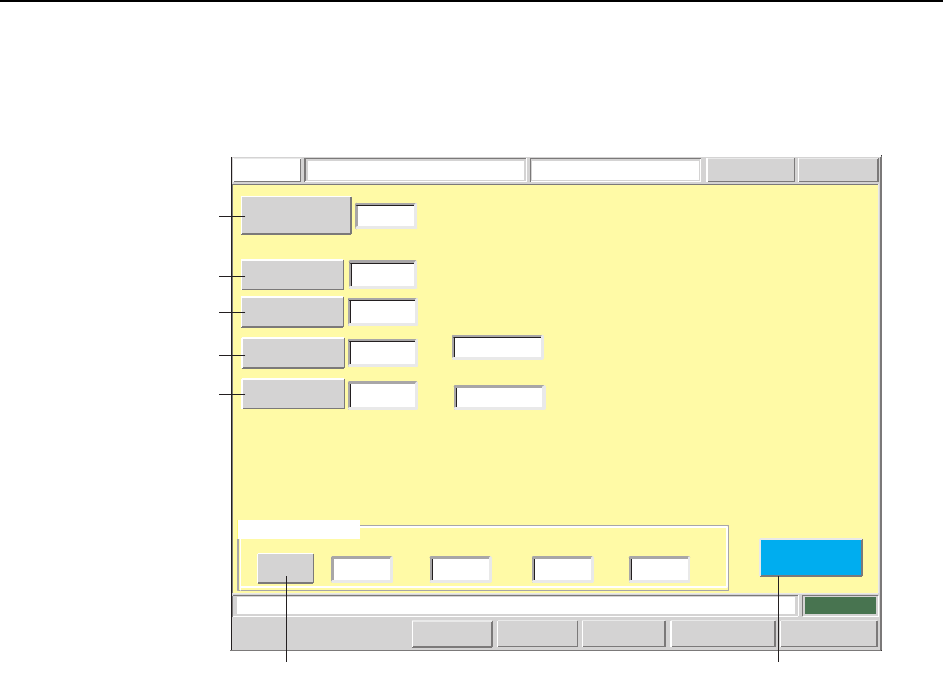
Production Program Editing Screen
Production programs can be edited from this screen.
Screen Button Explanations
A. [Sequence No.]:Switches to the sequence search screen.
B. [Sequence]: Switches to the sequence data editing screen.
C. [Fiducial]: Switches to the F-mark data editing screen.
D. [Block Skip]: Switches to the BS-mark data editing screen.
E. [Body]: Switches to the body data editing screen.
F. [Lead]: Switches to the lead data editing screen.
G. [Element]: Switches to the element data editing screen.
H. [Vision Type]: Switches to the vision type editing screen.
I. [Pickup]: Switches to the pickup data editing screen.
J. [Close]: Returns to either the simulation or the test placement screen
(returns to the screen from which this screen was accessed).
Press the START button.
FUJI
Error
Operator
JOG:X Y CAM
Servo CountGEMCCD Monitor
Production Program EditorFUJI_CP7_2001
Front
Close
1
Sequence Number
Pickup
Sequence
Body
Lead
Element
Vision
BS Mark
F Mark
Mark
Set
Set Switch
CP7S2012E
A
C
D
F
B
E
H
G
I
J
Machine System >> Editing Production Programs On the Machine
SYS-CP842-1.0E 4-59
Sequence Editing Screen
Sequence data can be edited from this screen.
Screen Button Explanations
A. [Sequence No.]: Switches to the sequence search screen.
B. [Coordinate X]: Changes the coordinates (GSQX) for the X-axis specified in
the production program’s sequence data (SEQUENCE).
C. [Coordinate Y]: Changes the coordinates (GSQY) for the Y-axis specified in
the production program’s sequence data (SEQUENCE).
D.[Rotation Angle]: Changes the placement angle (GSQQ) which is specified in
the production program’s sequence data (SEQUENCE).
E. [Direction]: Changes the part supply direction (PMADC) which is speci-
fied in the production program’s part data (PRTIDDT).
Setting examples:
0: Supplied at 0 degrees.
1: Supplied at 90 degrees.
2: Supplied at 180 degrees.
3: Supplied at 270 degrees.
F. [Set]: Changes the ID (FDRKEY) which is used to link to informa-
tion for the part specified in the production program’s
sequence data (SEQUENCE).
G: [Close]: Returns to the production program editing screen.
Press the START button.
FUJI
ErrorOperator
JOG:X Y CAM
Servo CountGEM
CCD Monitor
Sequence Data EditorFUJI_CP7_2001
Front
Close
123
Pickup Location
Stage number
Group number
Slot number
Sub-slot number
X-coordinate
Y-coordinate
Q-rotation
-93.5000
52.0000
90.0000
[mm]
[mm]
[deg]
Direction
0
Sequence Type
D
Comment
MINI1220122
Sequence Number
1 0 13 0
-- -
Set Switch
Setup
1
2
CP7S2013E
A
B
C
D
E
GF
Machine System >> Editing Production Programs On the Machine
4-60
SYS-CP842-1.0E
Display Item Explanations
1. [Sequence Type]: F: Fiducial mark sequence
B: Block skip mark sequence
D: Placement sequence
2. [Comment]: Displays the sequence comment.
Editing Operation
The following editing operations are possible from this screen.
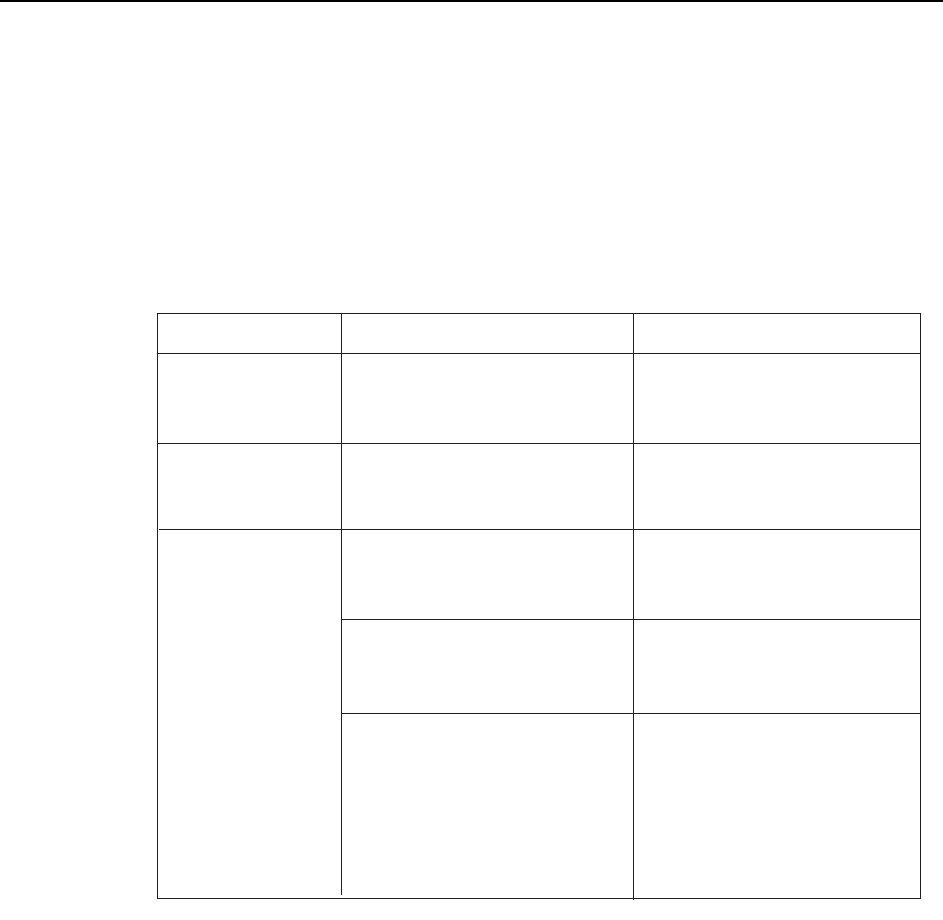
Sequence Type
F-mark sequence
BS-mark sequence
Placement sequence
Problem
The panel's F-mark pattern and
the wire frame are not centered
on the monitor.
Panel's BS-mark pattern is
deviated from the wire frame.
Panel's part pattern is deviated
from the wire frame.
Editing Operation
If the F-mark reading position is
incorrect, edit the X and Y
coordinate values.
If the BS-mark reading position
is incorrect, edit the X and Y
coordinate values.
If the placement position is
incorrect, edit the X and Y
coordinate values.
Deviation in 90-degree units
between panel's part pattern
and wire frame.
If the rotation deviation can be
confirmed, edit the rotation angle
or the direction.
Panel's part pattern differs from
the wire frame's part pattern.
If the correct part has not been
set as the pickup destination, use
the pickup destination setting
button to edit the stage number
and the slot number (the group
number and sub-slot number are
set to "0").
T001E