4OM-1321-006_w.pdf - 第99页
1 - 38 Tg 1300 -ID-MT 4.1 消耗部品の交換と調整 0607 - 002 4.1.2 スキージヘッド高さの調節方法 • ゴムスキージの場合 調整手順 (1) 蝶ナットと、ストッパナットをゆるめます。 ストッパナット 蝶ナット L Fig.4A55 スキージヘッド部 (2) L 寸法 ( ボールブッシュ上端面とストッパナット下端面間の距 離)を替えて押込み量を調整します。 スキージのスクリーンに対する押込み量は、1.…
1-37
Tg1300-ID-MT
4. メンテナンス方法
0607-002
4. メンテナンス方法
4.1 消耗部品の交換と調整
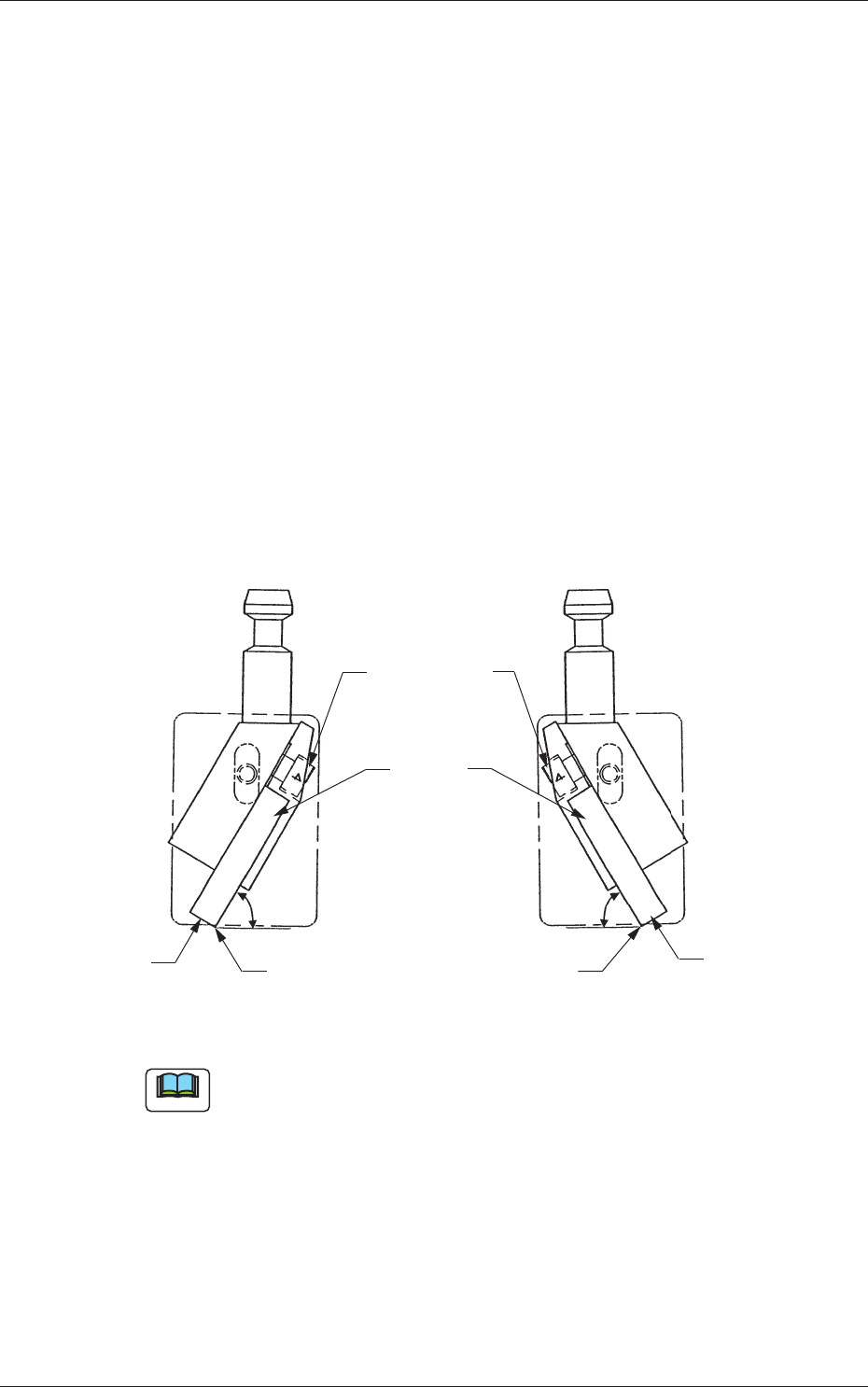
4.1.1 スキージの交換
スキージのエッジ部が摩耗または、溶剤などによる変形が生じて印
刷に支障をきたした場合は、適宜交換してください。
•
スキージ固定ボルトをゆるめ、スキージを取外してください。
•
新し
いスキージを Fig.4A54 のように、取付けてボルトを締め付け
る際は、スキージの A 面を定盤などの平面に押し当てて反りのない
状態で平均に締め付けてください。
•
ボルト締め付け後、エッジ部定盤などの真直度の良いものに当てて
すき間がないことを確認してください。
確認は、定盤とスキージの角度が
60
°
( 固定
) の状態で調整してく
ださい。
スキージ固定用
ボルト
スキージ
60°
60°
A面
エッジ部
A面
エッジ部
Fig.4A54
ノート
良好な印刷をするためにスキージを取付けた状態で、 A 面を研磨
し真直度を確保して使用されることをお勧めします。
特にファインピッチのパターンの印刷や印刷膜厚を精度良く管理し
たい場合に効果的です。
1-38
Tg1300-ID-MT
4.1 消耗部品の交換と調整
0607-002
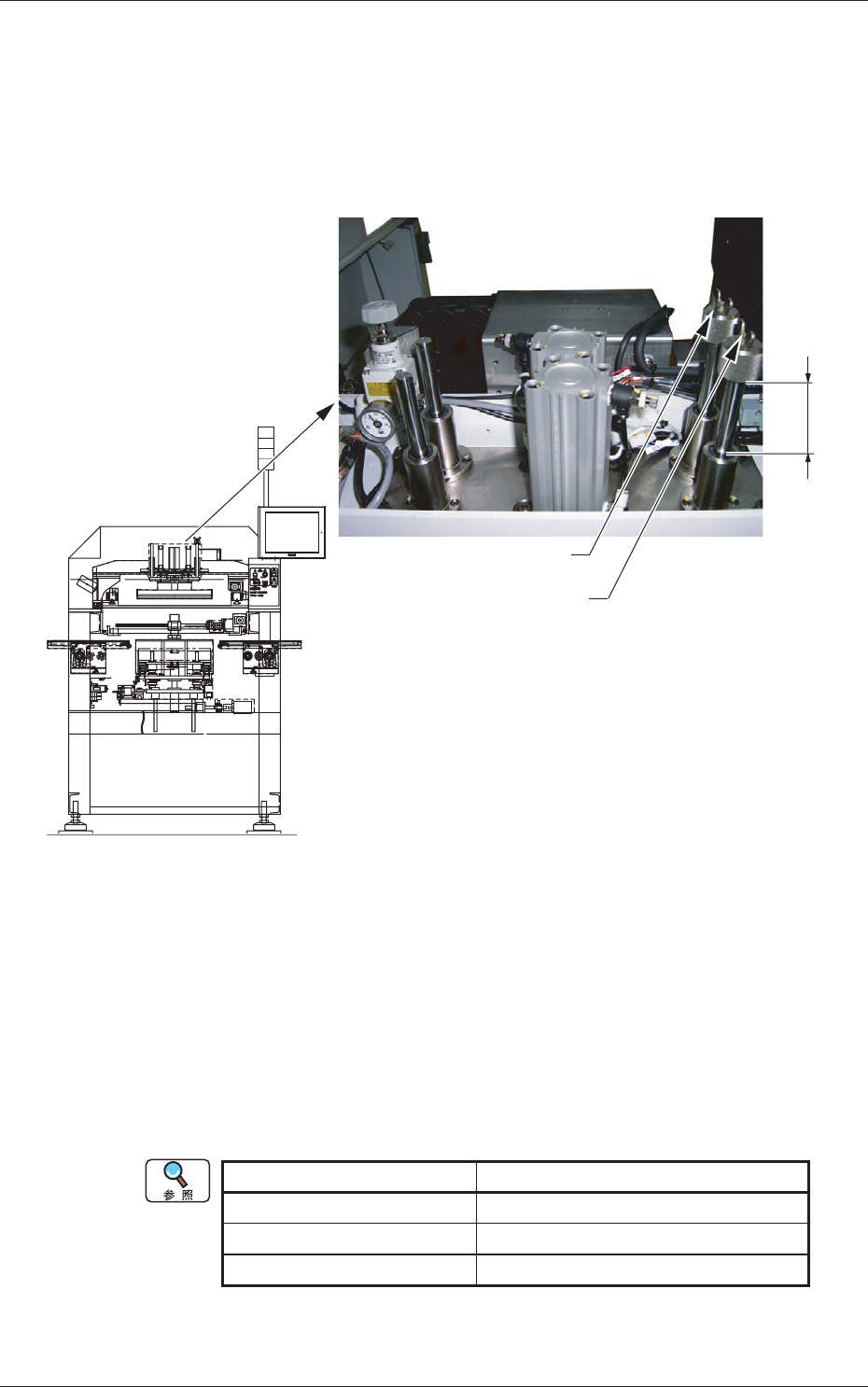
4.1.2 スキージヘッド高さの調節方法
•
ゴムスキージの場合
調整手順
(1)
蝶ナットと、ストッパナットをゆるめます。
ストッパナット
蝶ナット
L
Fig.4A55 スキージヘッド部
(2) L 寸法 ( ボールブッシュ上端面とストッパナット下端面間の距
離)を替えて押込み量を調整します。
スキージのスクリーンに対する押込み量は、1.0 mm に設定して
います。
(工場出荷時)
ストッパナットを時計方向に1回転回すと押込み量が 1.0 mm 小
さくなります。逆にストッパナットを反時計方向に 1 回転回す
と押込み量が 1.0 mm 大きくなります。
Table 4A12
押込み量 シリンダ上昇時の L 寸法
0.5 mm 57.0(58.5) mm
1.0 mm 57.5(59.0) mm(標準設定)
1.5 mm 58.0(59.5) mm
( ) 内は、下記のメタルスキージを使用した場合です。
パーマレックス製:型番 PLX-A3060-270
PLX-A3060-350

1-39
Tg1300-ID-MT
(3) “装置メンテナンス”メニューの“手動操作”サブメニューの“印
刷部”タブシートから操作して印刷位置にある基板にスキージ
を押付けます。
上表を参考にして L 寸法と押込み量の関係を確認してください。
4.1 消耗部品の交換と調整
0607-002