NPM-GH_z_中文规格书.pdf - 第139页
NPM- GH 20 23 .0 710 - 133 - C- 22 希望在吸附托盘元件及 编带供料器元 件前进行极性检查 。 Customer 吸附前检查(极性) ( 许可证 ) ・ 在托盘元件及编带供料器元件前,用头部相机拍摄元件的图片, 进行进行极性检查,防止错误设置。 检查的结果、极性的方向正确时,元件吸附后贴装, 极性方向错误时,会显示图片后单向停止。 ・ 详细请参照「 5.11 吸附前检查(极性)」。 C- 23 希望在对托…
NPM-GH 2023.0710
- 132 -
C-20
希望用 FC16 贴装头的贴装压入负荷保持一定的值
On-site
FC16
贴装头恒定负载控制(
1.0N
对应)(许可证)
FC16
贴装头恒定负载控制(
0.5N
对应)(许可证)
1.
概要
FC16
贴装头内,将贴装时的压入负荷保持一定的值。
2.
特征
监控和控制
Z
轴上的电机电流值,并按常数一定的控制压入负荷。
即使基板上存在翘曲,也可以在不过分按压的情况下进行稳定的安装。
3.
规格
项 目
规 格
贴装负荷
(N)
1.0 N
以下
0.5 N
以下
生产效率
没有因本功能引起生产力的降低
设定方法
・可以对各工作台进行设定
※ 无法与低负荷吸嘴共用。
4.
参考信息
本功能用来控制压入负荷。
如果您还想控制基板接触时的压入负荷,请结合使用标准功能的
“
贴装
2
段下降
”
。
C-21
希望用
FC08
贴装头的贴装压入负荷保持一定的值
On-site
FC08
贴装头恒定负载控制(
1.0N
对应)(许可证)
1.
概要
FC08
贴装头内,将贴装时的压入负荷保持一定的值。
2.
特征
监控和控制
Z
轴上的电机电流值,并按常数一定的控制压入负荷。
即使基板上存在翘曲,也可以在不过分按压的情况下进行稳定的安装。
3.
规格
项
目
规
格
贴装负荷
(N)
1.0 N
以下
生产效率
没有因本功能引起生产力的降低
设定方法
・可以对各工作台进行设定
4.
参考信息
本功能用来控制压入负荷。
如果您还想控制基板接触时的压入负荷,请结合使用标准功能的
“
贴装
2
段下降
”
。
NPM-GH 2023.0710
- 133 -
C-22
希望在吸附托盘元件及编带供料器元件前进行极性检查。
Customer
吸附前检查(极性)
(
许可证
)
・
在托盘元件及编带供料器元件前,用头部相机拍摄元件的图片,
进行进行极性检查,防止错误设置。
检查的结果、极性的方向正确时,元件吸附后贴装,
极性方向错误时,会显示图片后单向停止。
・ 详细请参照「5.11 吸附前检查(极性)」。
C-23
希望在对托盘元件和编带供料器元件进行吸着前,进行元件表面字符或
2D
代码的识别
Factory
吸附前检查
(
字符
/2D) (
许可证
)
・ 在托盘元件及编带供料器元件吸附前,用头部相机拍摄识别元件表面的字符或 2D 代码,
防止状态错误(元件错误)、并提供信息跟踪的支援。
※ 需要字符识别对应头部相机单元:(WD42) NPM-G 系列。
・
详细请参照「
5.12
吸附前检查(字符・
2D
识别)」。
NPM-GH 2023.0710
- 134 -
C-24
希望削减被 AOI 检查判定为 NG 的部位的确认作业时间
On-site
AOI
信息显示功能
(
许可证
)
1. 概要
具有 AOI 和实装机的双方向自动信息显示功能。
具有通过对发生 NG 部位的确定,来节省劳力的功能。
※ 效果 1: 削减从 AOI 的 NG 判定到确定供给位置为止的作业时间
※ 効果 2: 具有对供给位置进行确定时的 NPM / DGS 免技能效果
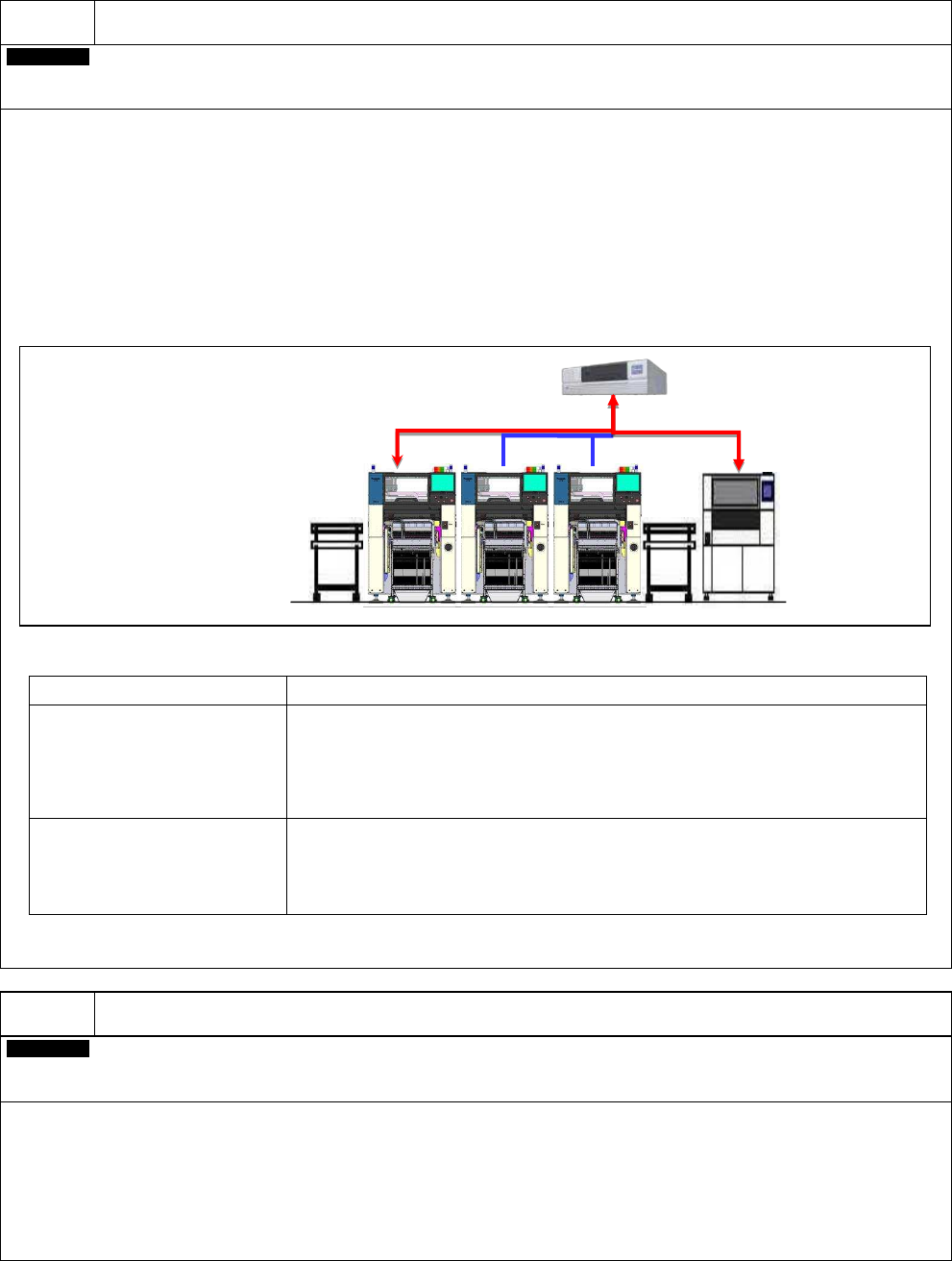
2.
系统构成图
AOI 是经由 LNB 与实装机(NPM)进行信息通信的。
3.
主要功能
项 目
规 格
AOI 上的实装信息的显示
发生检查 NG 时,自动将 NG 元件的供给位置信息
显示在 AOI 画面上。
(显示内容例) 设备№、供料器地址、吸嘴№
※ 显示的内容根据检查机的厂家的不同而不同。
实装机上的 AOI 信息的显示
通过在 AOI 画面上的操作,可以在实装了对象元件的实装机上
显示 AOI 信息以及检查图像,进行报知。
此时,实装机会成为警告状态,能在继续生产的同时,
进行信息的确认。
C-25
希望监控单元状态。
Customer
APC-5M (
许可证
)
・
APC-5M
是通过实时监控
“5M
的状态
”
与
“
设备运转
”
,把握和控制
5M
的变化(偏差),实现
”
佳品生产
”
与
“
稳定运
转
”
。
・
APC-5M
的「实时单元监控功能」是实时监控生产中的单元状态,在运转不正常前进行通知。
・
以及并非周期,而是以状态判断维护保养时机并进行通知。
・ 详细请参照「5.15 APC-5M」。
FA
パソコン
(
LNB
)
系统构成例
LNB