NPM-GH_z_中文规格书.pdf - 第98页
NPM- GH 20 23 .0 710 - 92 - ■ 功能 一览 项 目 规 格 元件核对检查 ( 防止误设置 ) 从元件表面上设定区域内的字符或 2D 代码中 识别出表示元件品号的字符串,与预先设定好的元件品号字符串相比较, 来检测出品号的不同。 跟踪检查 ( 对信息跟踪提供支援 ) 从元件表面上设定区域内的字符或 2D 代码中 识别出表示制造批号的字符串 ※ 1 。 检查元件的设定 可以从「第一个元件」 、 「所有元件」 、 …
NPM-GH 2023.0710
- 91 -
5.12
吸着前检查(文字・2D 识别)
■ 概要
在从托盘元件以及编带供料器吸附元件前,通过对头部相机拍摄的元件表面的字符识别、或者
2D
代码识别,
防止状态错误、并提供信息跟踪的支援。
防止误设置
识别元件品号,检测出元件的不同,
防止误生产。
信息跟踪的支援
对元件的制造批号进行识别,
对信息的跟踪提供支援。
字符识别
2D 代码识别
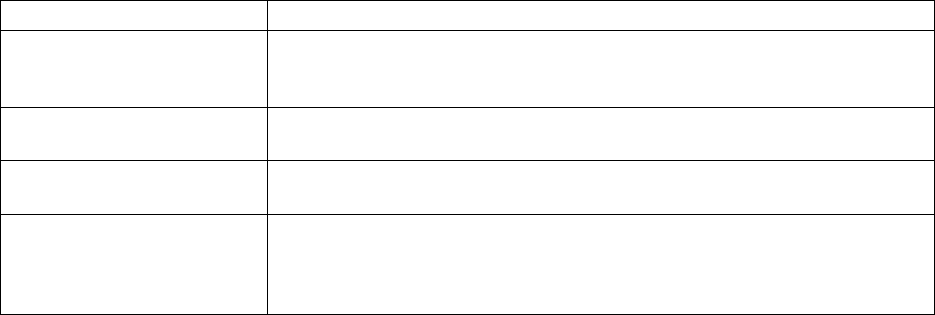
■ 系统构成图
由设备进行识别图像的摄影,由吸着前检查服务器电脑进行字符识别、或者
2
D代码识别。
吸附前检查服务器电脑是连接
1
条生产线
(FA
电脑
1
台
)
。
(
推荐※
1)
另外,吸附前检查服务器电脑可以和 NPM-DGS 的客户端电脑共用。
※1 需同时满足以下条件。
・可以连接一台的检查服务器电脑的检查对象贴装头数、合计为六个以下。
・可以连接一台的检查服务器电脑的 FA 电脑(LNB)数、合计为两台(2个生产线)以下。
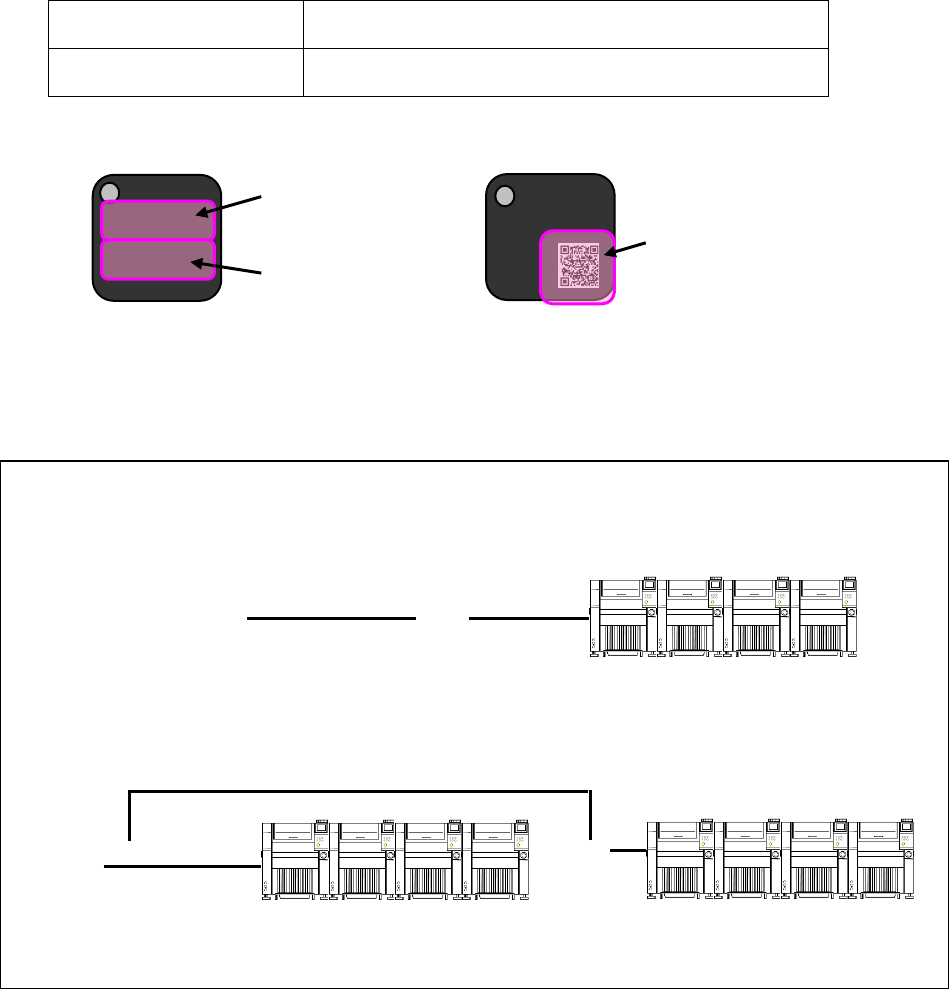
PartsName
LotName
表示元件编号
的字符
表示制造批号
的字符
含有元件编号、
制造批号信息的
2D
代码
FA
パソコン
(
LNB
)
FA
电脑
(
LNB
)
吸着前检查服务器电脑
(
NPM-DGS
客户端)
系统构成例
※字符识别对象贴装头
合计最多
6
个以下
1
.用
1
条生产线使用检查服务器电脑时的例子
2
.用
2
条生产线使用检查服务器电脑时的例子
FA
电脑
(
LNB
)
FA
电脑
(
LNB
)
底部面
顶部面
※字符识别对象贴装头
2
条生产线合计最多
6
个以下
NPM-GH 2023.0710
- 92 -
■ 功能一览
项 目
规 格
元件核对检查
(防止误设置)
从元件表面上设定区域内的字符或 2D 代码中
识别出表示元件品号的字符串,与预先设定好的元件品号字符串相比较,
来检测出品号的不同。
跟踪检查
(对信息跟踪提供支援)
从元件表面上设定区域内的字符或 2D 代码中
识别出表示制造批号的字符串
※
1
。
检查元件的设定
可以从「第一个元件」、「所有元件」、「指定间隔」中进行选择。
能够检测出编带元件接缝的供料器,也可对接缝处的元件进行检查。
检查 NG 判定时的处理
检查结果为 NG 时,有以下 2 种处理方法。
1) 元件良好时,按下 OK 键,开始元件吸着。
2) 实物不符时,进行更换,
或者变更为正确的元件后,再次实施检查。
※1 可用 PanaCIM-EE 进行制造批号的跟踪管理。详细内容请询问。
NPM-GH 2023.0710
- 93 -
■ 基本规格
项 目
内 容
对象元件
托盘元件、以及编带供料器元件
元件核对字符数
最大 30 字符
信息跟踪字符数
最大 30 字符
检查时间
※
1
(元件校对
+跟踪检查)
1 视野
1.5 秒以内
4 视野
2.5 秒以内
识别条件
※
2
字符
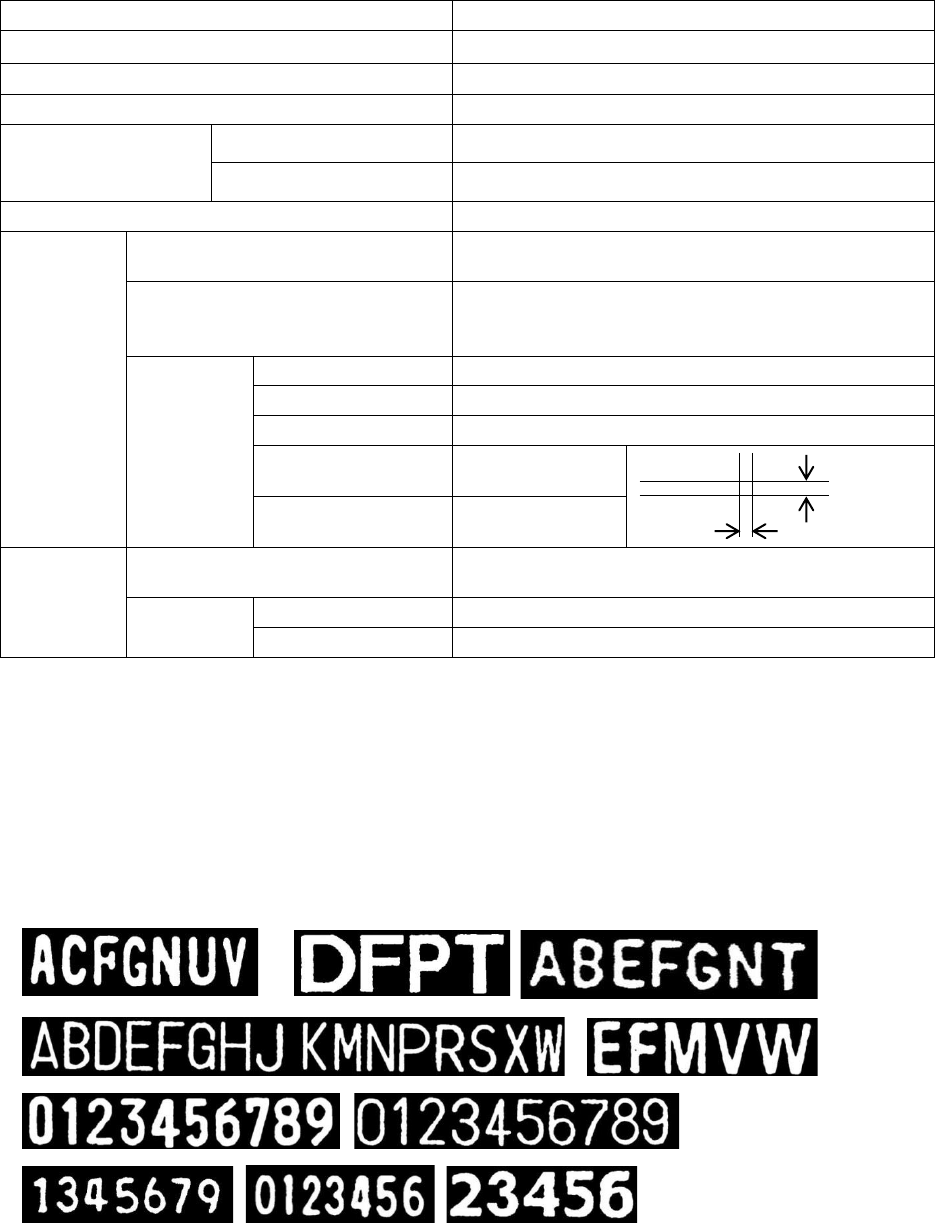
推荐的字体
Gothic 字体
※
3
※ 斜体字符、点符号、下划线字符是对象外的。
对象字符
数字、英文大写字、英文小写字
※ 英文小写字符中,以下是对象外的。
‘i’(音:阿尔)、‘j’(音:解)、‘l’(音:哎欧)
印刷条件
印字
激光刻印
尺寸 (宽 x 高)
0.5 mm x 0.8 mm 以上
线宽
0.1 mm 以上
字符间隔
0.1 mm 以上
行距
0.1 mm 以上
2D 代码
对象代码
QR 代码、Micro QR 代码、
Data Matrix (ECC200)
印字条件
印字
激光刻印
单元尺寸
0.15 mm 以上
※1 以下的情况可能会使检查时间发生变化
1) 网络通信的负荷
2) 检查服务器 PC 处于其他的应用执行状态
※2 以下情况可能导致识别性能降低。
1) 元件表面有脏污、伤痕、杂物附着等
2) 有印字不均、字体破断等的印字状态不良时
3) 设备的使用环境、元件口袋的形状设计等对拍摄图像有影响时
4) 识别对象字符数是固定的、在相同的位数位置处有类似字符的印字时
(例:‘O’(音:欧) 和‘0’(零))
※
3
因为类似的字体很多,而且激光刻印设备的各公司可能都有自己原本的字体,
所以对字体没有明确的规定。
作为参考,下面列出了有识别实绩的样本。
也可由本公司事前进行识别确认。详细内容请询问。
文字間
A B C D E
1 2 3 4 5