Q170226E01 中文版.pdf - 第123页
rh5 服务手册 da3s ec − 83 − 8n0 − a0 5.6 − 2 插入卡盘 插入头的表 面 杠杆 − 操作 刻度盘规 平行度: 0.05/20 − 30m m 春天 导轨 5.6 插入头导轨 平行检查和调 整 5.6 插入 头 导 轨 平 行 检查 和调 整 判决编号。 da3sec − 83 − 8 n0 − a0 平行检查 1. 从插入头上 拆下弹簧。 2. 将机器设置 为手动模式, 并关闭头部 SWIVEL锁。 把…
rh5
服务手册
5.5插入头指南平行检查和调整
da3sec−83−8m0−a0
5.5
−
2
4
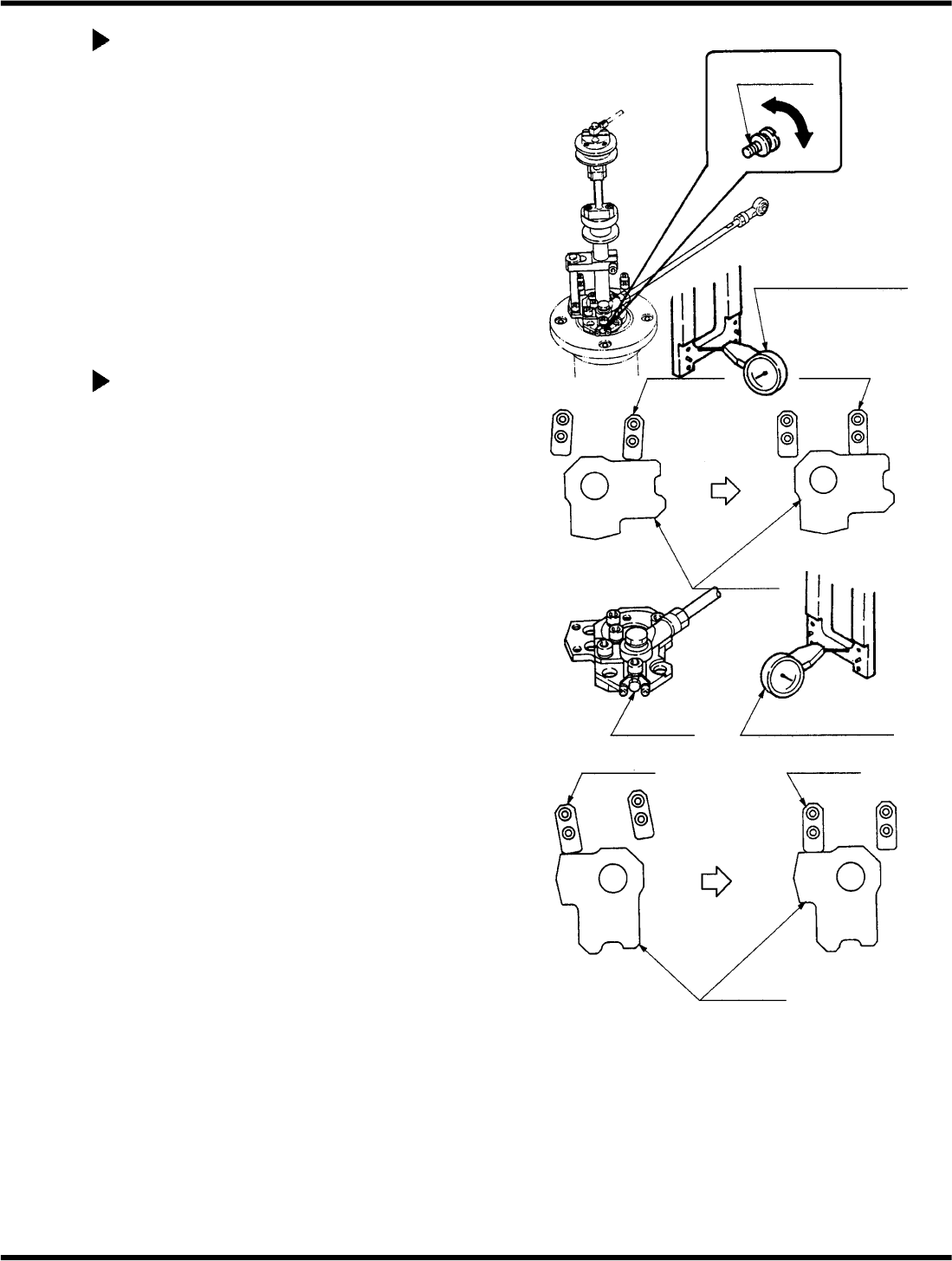
调整平行度(3)(调整X塞)
1.
使用手轮,将数字顺序计时器设置
为210°。
2.
将X塞器压在舞台(1)上,并用螺栓固
定。
=参考=
压塞器太强会导致精度低。
3.
再次检查精度在0.04mm以内。
调整平行度(4)(调整Y塞)
1.
使用手轮,将数字顺序计时器设置
为90°。
2.
将Y形塞子压在舞台(1)上,并用螺栓固
定。
=参考=
压塞器太强会导致精度低。
3.
再次检查精度在0.04mm以内。
十个塞子
十个塞子
(ng)
(好
)
阶段
(1)
调整螺栓
杠杆−操作刻度盘规
平行度:0−0.04mm
你的塞子
你的塞子
阶段
(1)
调整螺栓
杠杆−操作刻度盘规
平行度:0−0.04mm
rh5
服务手册
da3sec−83−8n0−a0
5.6
−
2
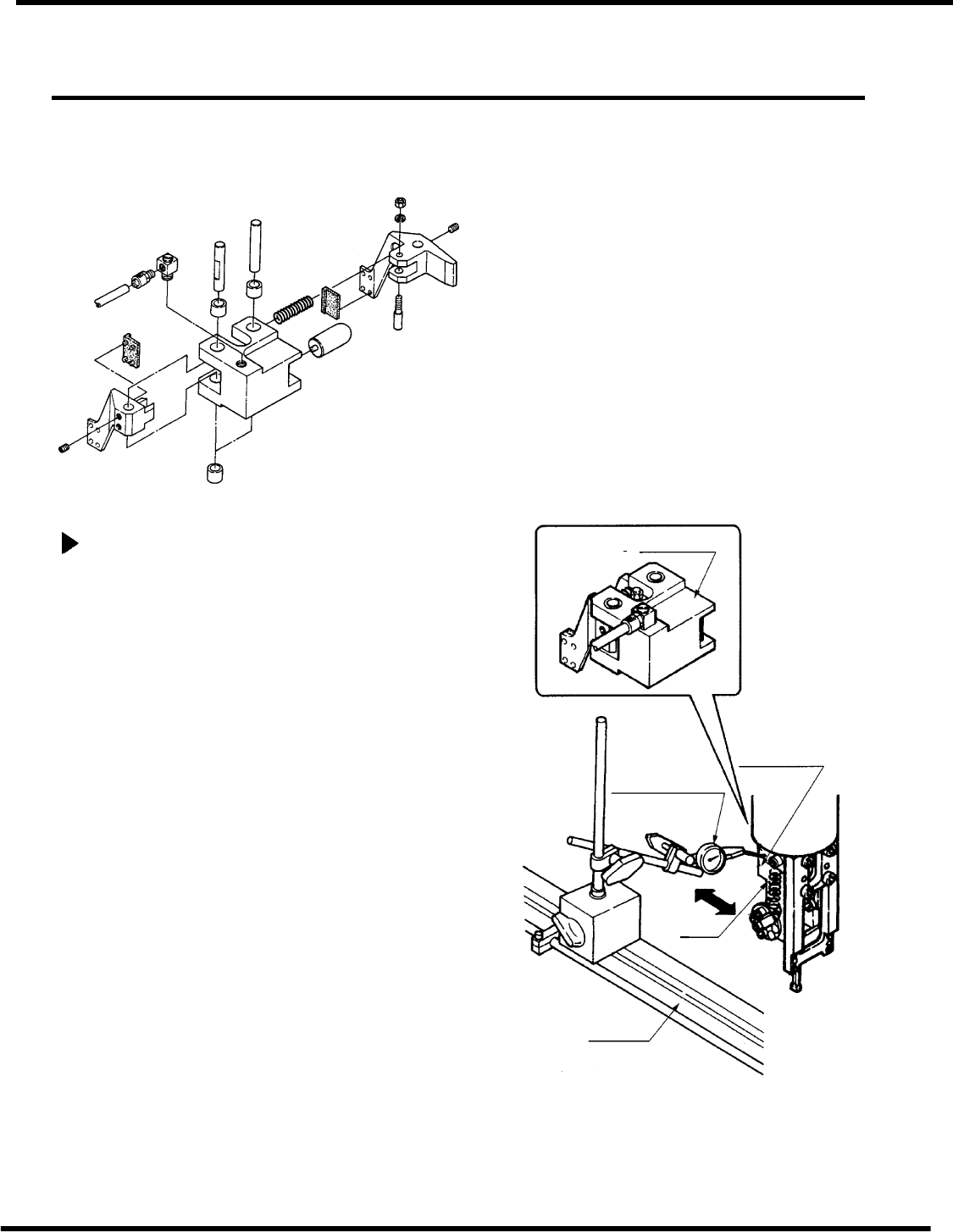
插入卡盘
插入头的表面
杠杆−操作刻度盘规
平行度:
0.05/20−30mm
春天
导轨
5.6
插入头导轨平行检查和调整
5.6
插入头导轨平行检查和调整
判决编号。
da3sec−83−8n0−a0
平行检查
1.
从插入头上拆下弹簧。
2.
将机器设置为手动模式,并关闭头部
SWIVEL锁。 把枪转过来
手轮,直到凸轮轴在数字顺序计时器上的0°位
置。
3.
将杠杆−操作的百分表连接到X−Y表上的
导轨(固定侧。
4.
在插入头侧表面设置测量针。
5.
用手将X−Y表向X方向移动。
=检查=
如果用手滑动X−Y表,确保表不向Y方向
滑动。
6.
检查插入头(插入卡盘)与导轨的平行
度在0.05/20−30mm之间。
什么时候表演
•
当零件引线不容易滑入导向夹
头。
•
当插入错误频繁发生时。
所需工具
•
艾伦扳手
•
箱子扳手
•
杠杆−操作刻度盘规
rh5
服务手册
5.6
−
1
da3sec−83−8n0−a0
5.6
插入头导轨平行检查和调整
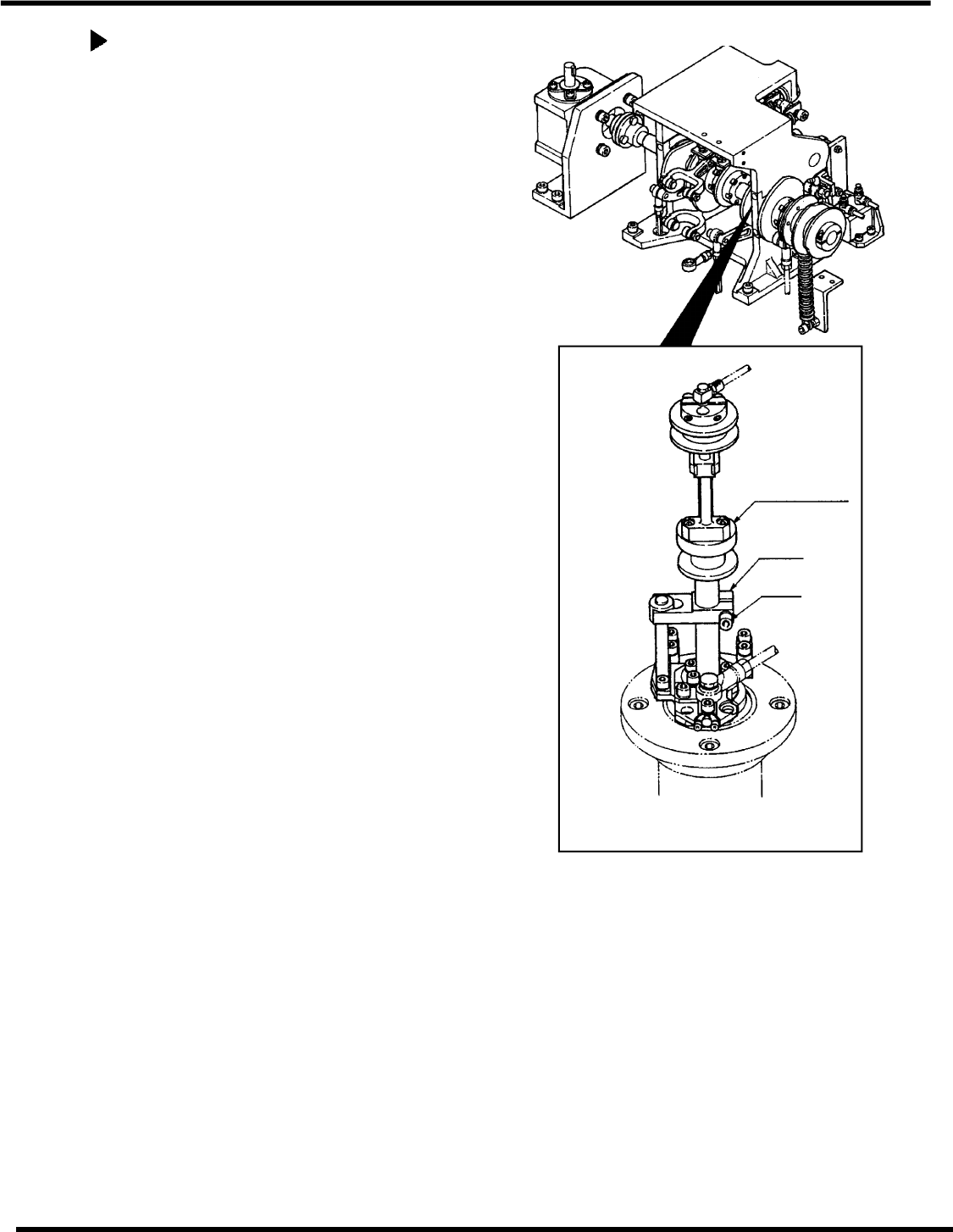
调整平行度
1.
松开插入头驱动单元上的螺栓。 然后,当用手
按住手臂时,转动凸轮从动件导轨,直到正确
为止
得到了平行度。
2.
进行调整后,拧紧臂螺栓,再次检查平行度。
=检查=
在拧紧手臂螺栓时,注意不要改变手臂高度,
因为手臂
在调整过程中容易上下移动。
凸轮从动件
导轨
手臂
螺
栓