Q170226E01 中文版.pdf - 第13页
rh5 服务手册 1.1 本手册的 使用 1.1-3 d a3sec-8 1-010-b0 1.1.5 使用的公约 一章 封面 • 章节 封面分配 给每个章节 ,介绍章节中 讨论的主题。 • 它包含适用 的模型、文档 名称和章节标 题。 适用型号和 文件名- ——指示所包含 的主题或相关 注释。 标识章节标 题。
rh5
服务手册
1.1 本手册的使用
da3sec-81-010-b0 1.1-2
rh5
服务手册
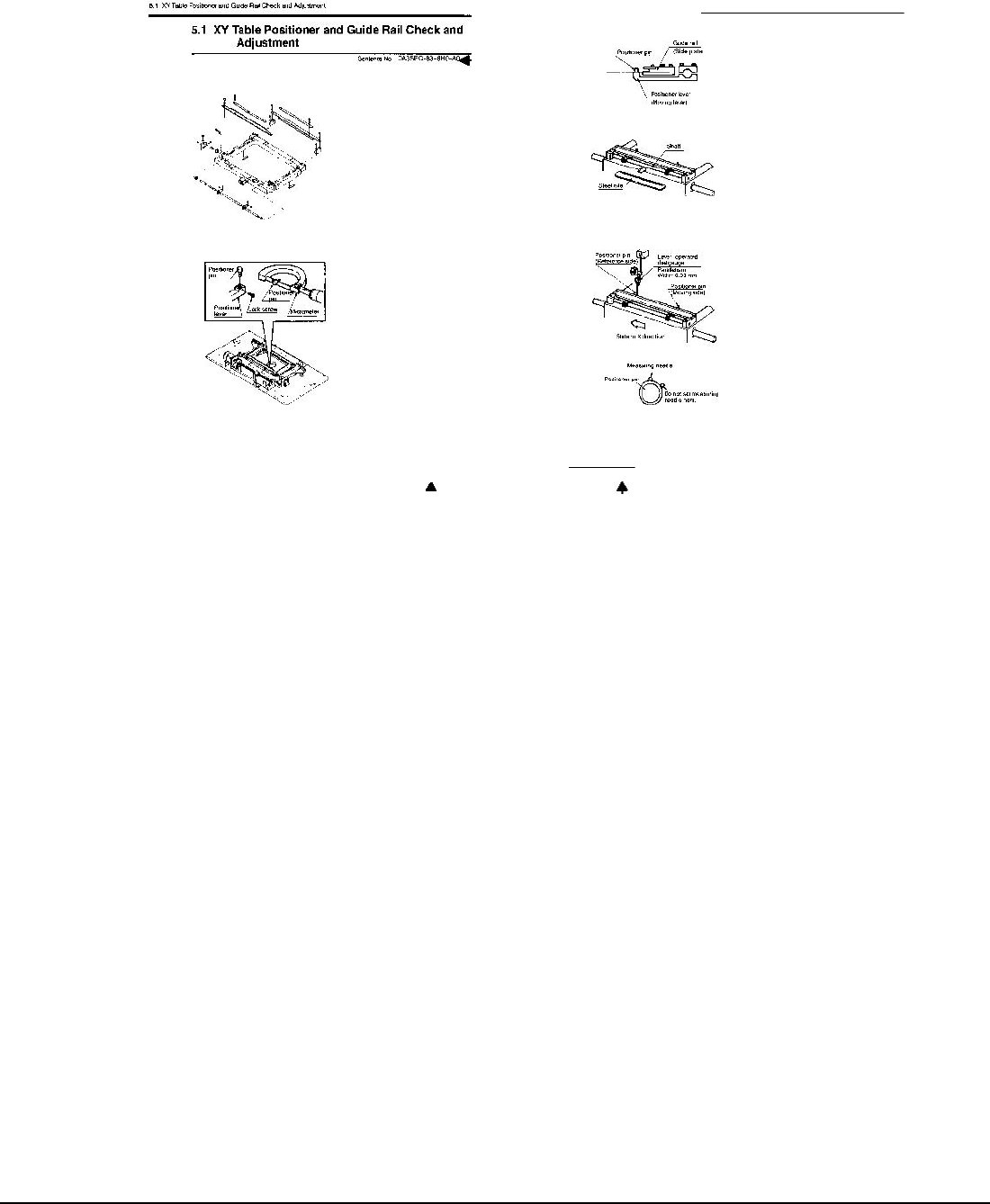
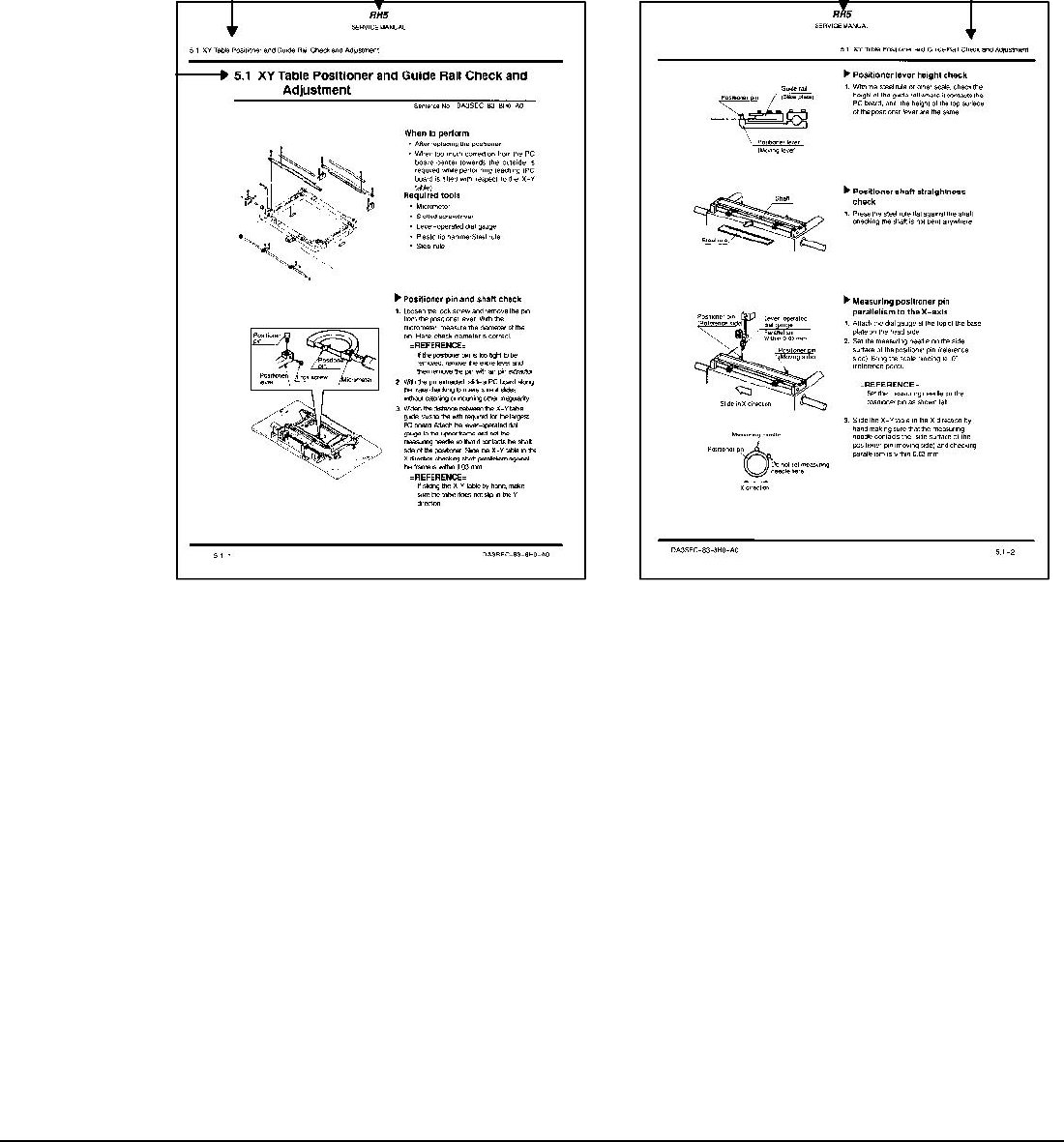
5.1XY 工作台定位器和导轨检查和调整
5.1-1
什么时候表演
• 更换定位器后
• 在进行教学时,需要从 PC 板中心向外
部进行太多的校正(PC 板相对于 X-Y 表倾
斜)。
所需工具
• 千分尺
• 开槽螺丝刀
• 杠杆操作的表盘
• 塑料尖锤钢规则
• 钢铁法则
►
定位器杠杆高度检查
1. 用钢规或其他刻度尺,检查它接触 PC 板
的导 轨的高度,定位器杠杆顶面的高度相
同。
►
定位器轴直线度检查
1. 将钢规压平靠轴
检查轴在任何地方都没有弯曲。
►
定位器销轴检查
1. 松开锁紧螺钉,从定位器杠杆上拆下销
钉。 用千分尺测量销钉的直径。 在这里,
检查直径是正确的。
=参考=
如果定位销太紧,无法拆卸,请拆
下整个杠杆,然后用销提取器拆下销
钉。
2. 随着引脚的提取,滑动 PC 板沿轨检查,
以确保它滑动,而不捕捉或招致其他不规
则。
=参考=
如果用手滑动 X-Y 桌子,确保桌子
不会向 Y 方向滑动。
da3sec-83-8h0-a0
►
测量定位器引脚与 X 轴的平行度
1. 在头侧的基板顶部附加刻度盘规。
2. 将测量针设置在定位器引脚(参考侧)的
侧面)。将刻度读数带到“O”(参考点)。
=参考=
将测量针设置在定位器引脚上,
如左所示。
3. 用手在 X 方向滑动 X-Y 表,确保测量
针接触定位器销(移动侧)的侧面,检查
平行度在 0.03mm 以内。
da3sec-83-8h0-a0
列出的部分:
控制号码
1.1.4 修改和添加的处理
•
由于规格变更而对本手册进行修订和补充的页面将每次发送给您。 我们会要求您用新的页面替换旧的页
面,或者根据手动归档系统添加新的页面。
为了复习
• 只有控制号已更改的部分将被发送。 将当前版本替换为修订版。
为了增加
• 将提供新增章节的页数。 已添加的内容将另行注明。
rh5
服务手册
rh5
服务手册
1.1 本手册的使用
1.1-3 da3sec-81-010-b0
1.1.5 使用的公约
一章封面
• 章节封面分配给每个章节,介绍章节中讨论的主题。
•
它包含适用的模型、文档名称和章节标题。
适用型号和
文件名-
——指示所包含的主题或相关注释。
标识章节标题。
rh5
服务手册
1.1 本手册的使用
da3sec-81-010-b0 1.1-4
适用型号及文件名称部分编
号。 以及章节的标题
适用型号及文件名称
第 1 款。以及章节的标题
适用型号及文件名称
案文
判决编号。 分配给每个部分进行文档管理。