Q170226E01 中文版.pdf - 第141页
rh5 服务手册 5.13插入 头插入卡盘高 度检查和调整 5.13 − 1 1 da3s ec − 83 − 8vo − a0 5.13 插入 头 插 入 卡 盘 高度 检查 和 调 整 判决编号。 da3sec − 83 − 8 vo − a0 插入卡盘 高度检查 1. 在SEMIA UT O模式下打开 子 − 控制面板 上的凸轮 旋转开关和 插入开关。 执行 喂食和 切割,以确 保零件被正确 地丢弃到转移 卡盘。 2. 做完检查后…

rh5
服务手册
5.12插入头卡打开/关闭定时检查/调整
da3sec−83−8uo−a0
5.12
−
2
4
插入推杆定时调整
1.
如果推杆高压没有打开,重置定时,使SC22在
280°打开,在312°关闭。
=检查=
•
在重置数字序列计时器之前,将模式设置
为手动1块,不会失败。
•
在改变角度之前选择EDIT。
•
SC22是推杆高压定时在低速。
高压定时取决于速度如下:
中速(0.45秒):
上:270°,下:312°
高速(0.36秒):
上:265°,下:312°
rh5
服务手册
5.13插入头插入卡盘高度检查和调整
5.13
−
1
1
da3sec−83−8vo−a0
5.13
插入头插入卡盘高度检查和调整
判决编号。
da3sec−83−8vo−a0
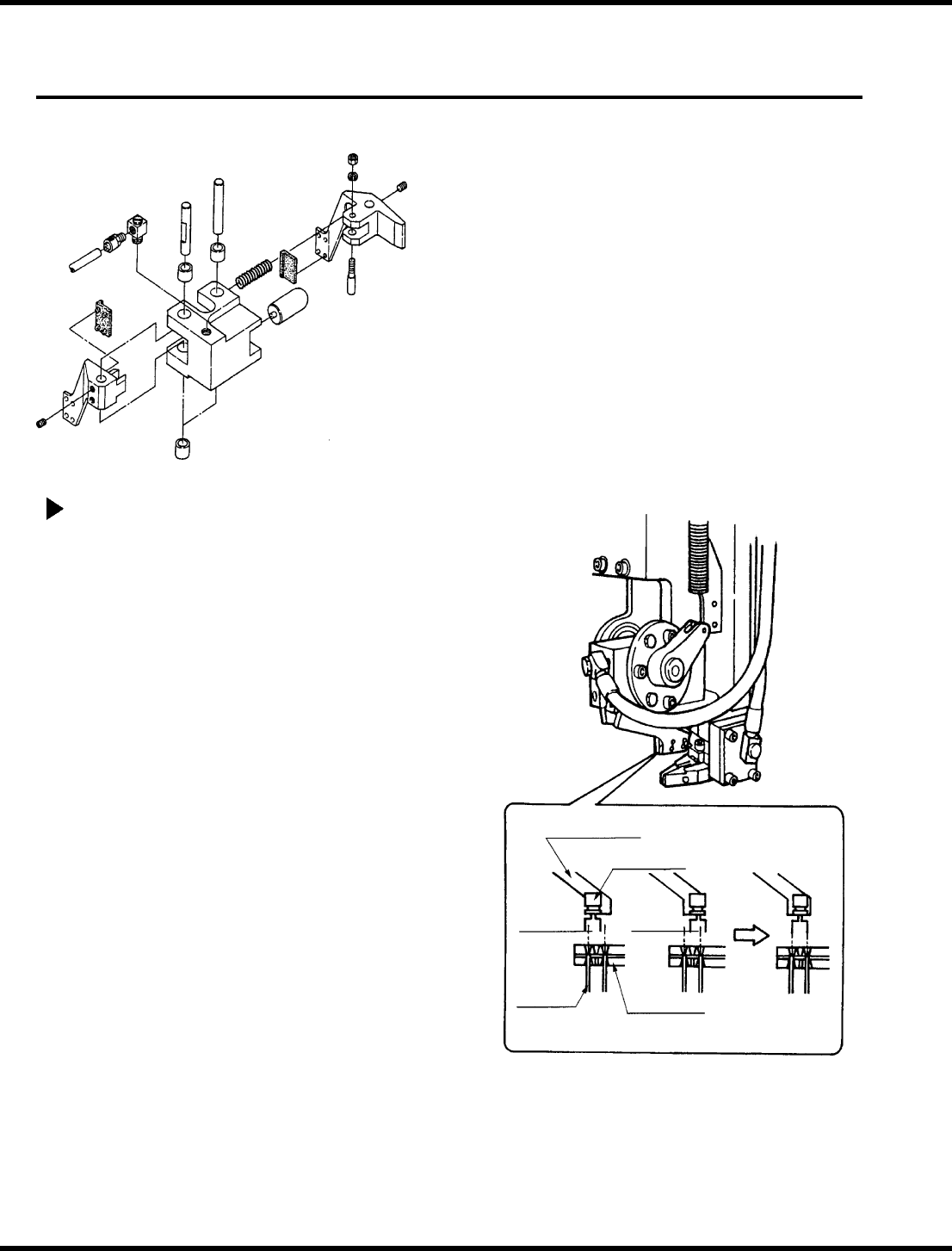
插入卡盘高度检查
1.
在SEMIA UTO模式下打开子−控制面板上的凸轮
旋转开关和插入开关。 执行喂食和
切割,以确保零件被正确地丢弃到转移卡盘。
2.
做完检查后,转动复位和
刹车松开开关,转动手
车轮,直到数字顺序计时器在大约195°位置,并
再次检查切换。
什么时候表演
•
当零件引线不容易滑入导向夹头。
•
什么时候 插入 错误
经常发生。
所需工具
•
艾伦扳手
•
间隙测量仪
插入卡盘
电子元件
饲料不足
过量进食
导针
向导恰克
(ng)
(好
)
rh5
服务手册
5.13插入头插入卡盘高度检查和调整
da3sec−83−8vo−a0
5.13
−
2
2
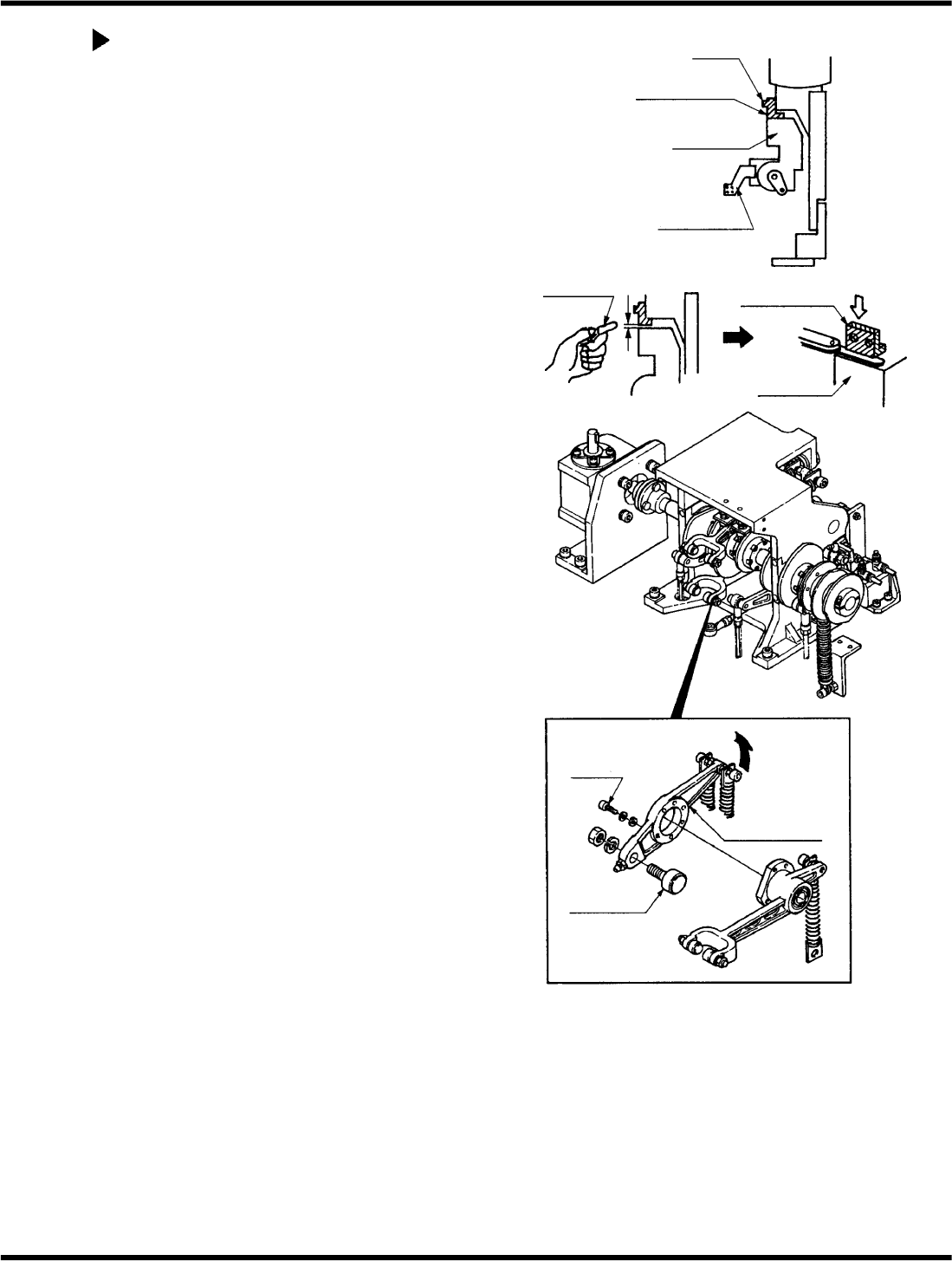
调整插入卡盘高度(当发生欠料
时)
1.
松开螺栓A(X2),直到插入头上端塞子
有发挥。
2.
转动手轮,直到凸轮轴在数字顺序计时器
上的0°位置,插入相同大小的间隙量规
当插入卡盘处于卡盘位置时,上塞与上塞
之间的差异
插入头。 在不拆卸量规的情况下,拧紧螺
栓A(X2),直到将塞子固定到位。
=检查=
固定上塞子,使间隙量规与上端塞子
和插入头平齐。
3.
拆下间隙计,转动手轮,直到凸轮轴在数
字顺序计时器上的90°位置。
4.
从机器的后侧松开螺栓B(X5),直到插入
头垂直杠杆有一些发挥。
Bolt A
上端塞子
插入头
插入卡盘
间隙测量仪
上端塞子
插入头
凸轮从动件
头部垂直杠杆
Bolt
A