Q170226E01 中文版.pdf - 第148页
rh5 服务手册 5.15引线 切割器和胶带 切割器更换和 调整 da3s ec − 83 − 8xo − a0 5.15 − 2 2 临时切断 胶带切割 机和引线 切割机 1. 清洗铅刀安 装表面 (B)和卷尺( B)。 2. 按下引线切 割机(B),使 其与定位销的 安装表面 平齐。 3. 检查无大于 的间隙规 定位之间可 以看到0.0 1mm 销和引线切 割机(B)。 然后 ,暂时 用螺栓B1 (X2)固定它的表 面) 4. 将胶…
rh5
服务手册
5.15引线切割器和胶带切割器更换和调整
5.15
−
1
1
da3sec−83−8xo−a0
5.15
引线切割器和胶带切割器的更换和调整
判决编号。
da3sec−83−8xo−a0
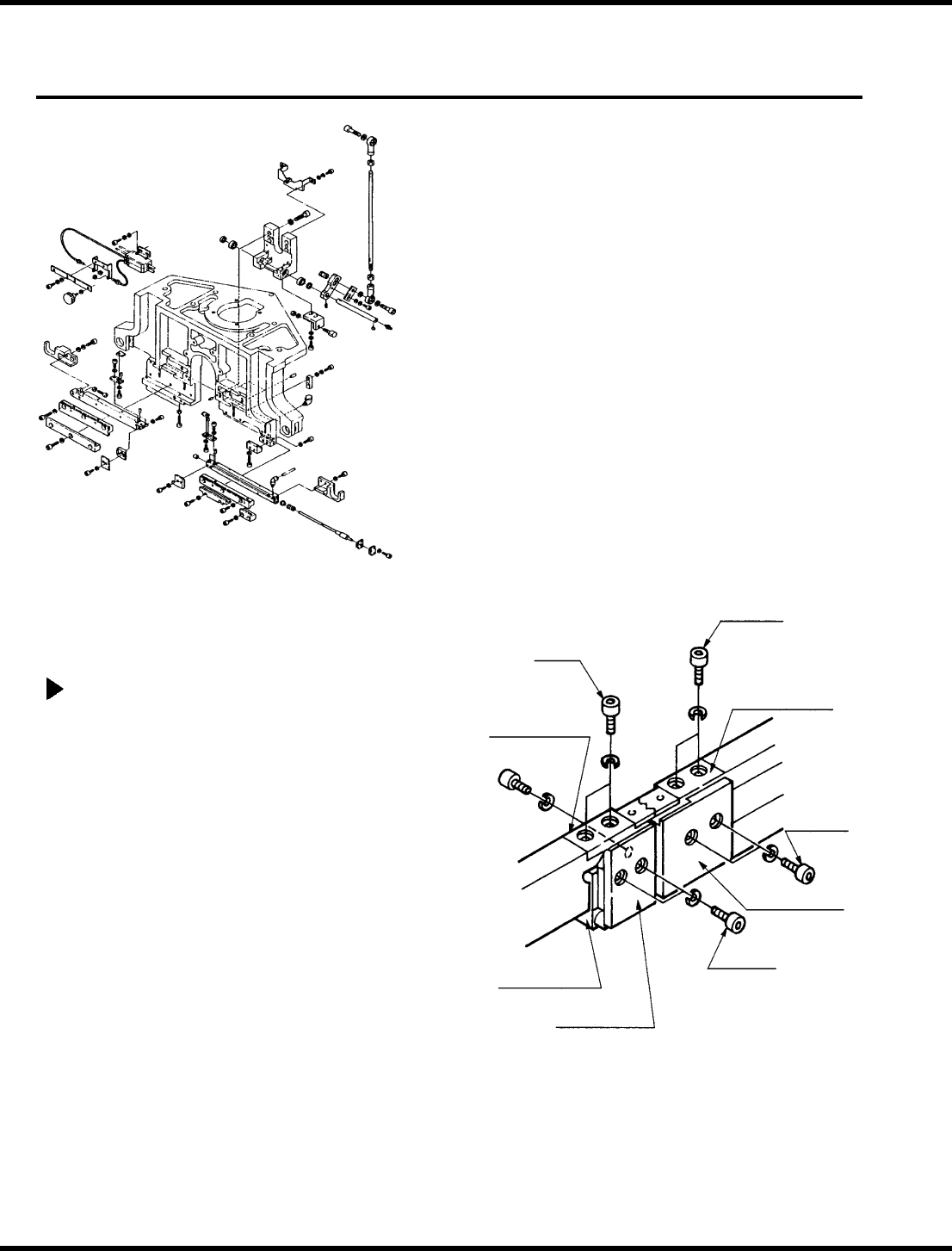
引线切割机和胶带切割机拆除
1.
拆卸螺栓A1和B1(各2个)固定铅割刀(A)和
(B)。
2.
拆卸螺栓A1和B1(各2个)固定铅割刀(A)和
(B)。
什么时候表演
•
当切割误差经常发生时,由于磨损
或损坏的刀具刀片。
•
当插入错误频繁发生时。
所需工具
•
艾伦扳手
•
间隙测量仪
筹备工作
•
将零件给料机移动到一个更容易从机器后部
拆下刀具刀片的位置。
•
拆卸零件检测支架。
螺栓B1
螺栓A1
导刀(B)
切铅刀(A)
螺栓B2
胶带切割机B2
螺栓A2
切块的身体
卷尺(A)
rh5
服务手册
5.15引线切割器和胶带切割器更换和调整
da3sec−83−8xo−a0
5.15
−
2
2
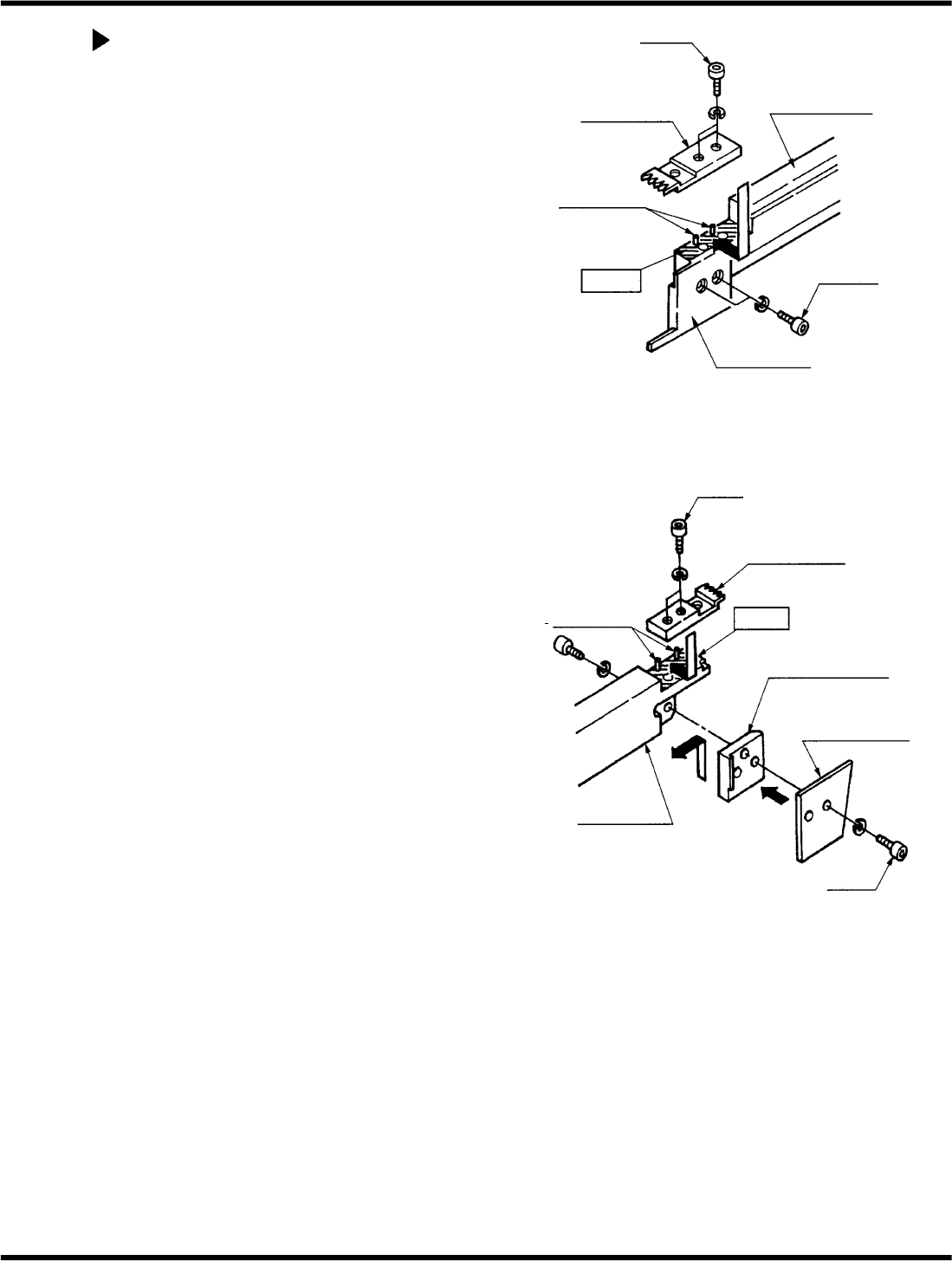
临时切断胶带切割机和引线切割机
1.
清洗铅刀安装表面
(B)和卷尺(B)。
2.
按下引线切割机(B),使其与定位销的安装表面
平齐。
3.
检查无大于的间隙规
定位之间可以看到0.01mm
销和引线切割机(B)。 然后,暂时
用螺栓B1(X2)固定它的表面)
4.
将胶带切割机(B)压在刀体(B)和末端的接触
面上
完全提高,以确保螺栓B2(X2)暂时安全。
5.
至于引线切割机(A),请遵循与引线切割机(B)
相同的程序,并将其暂时锁定到位,并检查是
否有间隙
量规。
6.
以同样的方式暂时固定胶带切割机(A。
=检查=
•
注意引线切割器配件螺栓的长度。 (M3x6)
(使用较长的螺栓会引起对切割废料推杆的干
扰。 )
=检查=
当引线切割机和胶带切割机在
安装后,一定要先连接引线切割机。
螺栓B1
螺栓A1
导刀(B)
刀体(B)
定位销
安装表面
螺栓B2
卷尺(B)
切铅刀(A)
定位销
安装表面
切块的身体
卷尺(A)
刀体(A)
螺栓A2
rh5
服务手册
5.15引线切割器和胶带切割器更换和调整
5.15
−
1
3
da3sec−83−8xo−a0
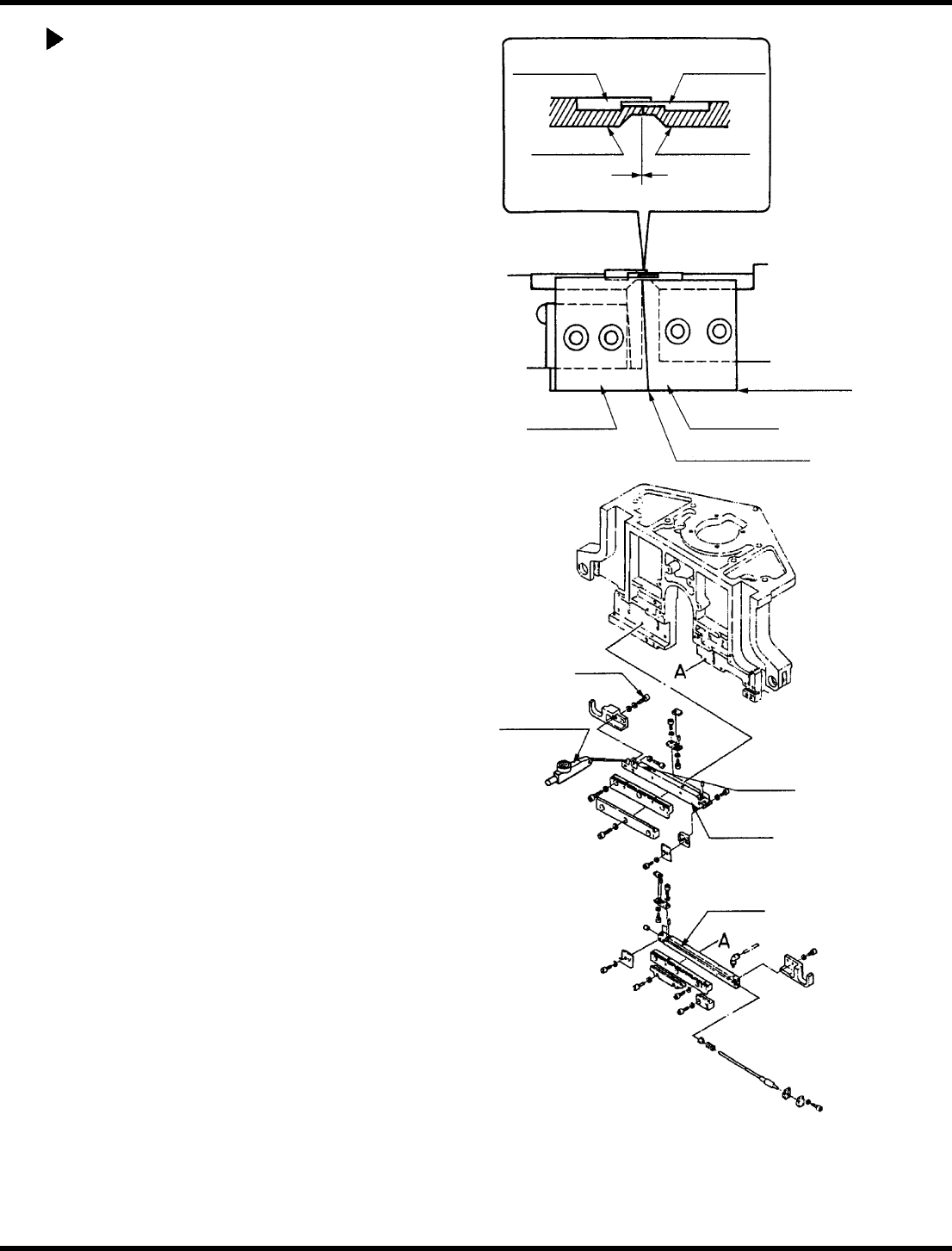
胶带切割机和铅刀安装和检
查
1.
用螺栓A1和B1固定胶带切割机(A)和(B),用
A2和B2分别固定铅切割机(A)和(B。
2.
检查胶带切割机(A)和胶带切割机(B)的底部边
缘是否相互水平。
3.
松开刀具2滑块的装配螺栓(X2。
4.
转动手轮将数字顺序计时器设置为
315°。
5.
将刀具2滑块移动到铅切刀(A)和(B)的叶片表
面,该铅切刀(A)和(B)将它们与引线刀具(A)
和(B)固定在一起
安装螺栓(X2)。
6.
转动手轮将数字顺序计时器设置为
0°。
7.
在刀具2滑块上设置刻度盘规。
8.
再次松开刀具2滑块的装配螺栓(X2),并
将驱动量为0.1至0.15mm的2个螺栓重新紧
固。
领导A
领导B
铅刀A
铅刀B
确保底部边缘是水
平的
胶带切割机A
胶带切割机B
切刀重叠在这里
切特1号
刀2
斯莱德
液位−操作刻度
盘计
博
尔
特