Q170226E01 中文版.pdf - 第152页
rh5 服务手册 5.16更换 砧变形量规 da3s ec − 83 − 8yo − a0 5.16 − 2 2 更换变形 量规 1. 松开螺栓A( x4),螺栓 B(x2)和螺栓C (x4),拆 卸活动叶片 A(x2)/B(x 1)和固定叶片 (x2)。 2. 松开固定螺 丝,拆卸轴以 分离卡盘杠杆 A和 B。 3. 用 刀 具 等 。 若 要 从 卡 盘 杠 杆 A 和 B 、 变 形 量 规 和 量 规 终 端 上 去 除 任 何…

rh5
服务手册
5.15引线切割器和胶带切割器更换和调整
5.15
−
1
5
da3sec−83−8xo−a0
5.16
更换砧变形量规
5.16 更换砧变形量规
判决编号。
安装砧畸变计的注意事项
1.
储存快速设置粘合剂
1)
使用制造商指定的粘合剂。
2)
将粘合剂放入冷库。
3)
不要使用未储存在冷库中的粘合剂。
da3sec−83−8yo−a0
2.
完成附加平面
1)
不要在附加表面执行镜面整理。 (粗略地说。 )
2)
用一张新的砂纸(#320−400),横向或圆形地完成它
3.
附加平面的状态
1)
使用溶剂去除附加平面上的任何脂肪和油。
2)
确保附加平面是平的。
4.
如何连接量规
1)
不要用镊子在量筒或牙签等上向下推量具。
2)
放置聚乙烯薄片,用橡皮擦或有弹性的东西压一分钟以上。
5.
附加后剩下的时间
1)
在附加变形量规后,让它超过三到四个小时进行快速设置
粘合剂要完全固化。
2)
需要超过三到四个小时才能完全固化涂层。
什么时候表演
•
当插入检测错误频繁发生时。 (即使正确插入电子元件,机器也会因错误而停止。 )
所需工具
•
艾伦扳手,切割机,测试仪,工业酒精(洗涤溶剂)
•
聚乙烯板材。 橡皮擦,烙铁,焊料,螺旋管(卷曲码)
•
新增变形量规(110−130fi),量规终端
•
用于连接(X004−032)锁紧495的快速设置粘合剂
•
涂层(X004−031):两个−液体快速粘合装置。
•
砂纸(#320−400)
rh5
服务手册
5.16更换砧变形量规
da3sec−83−8yo−a0
5.16
−
2
2
更换变形量规
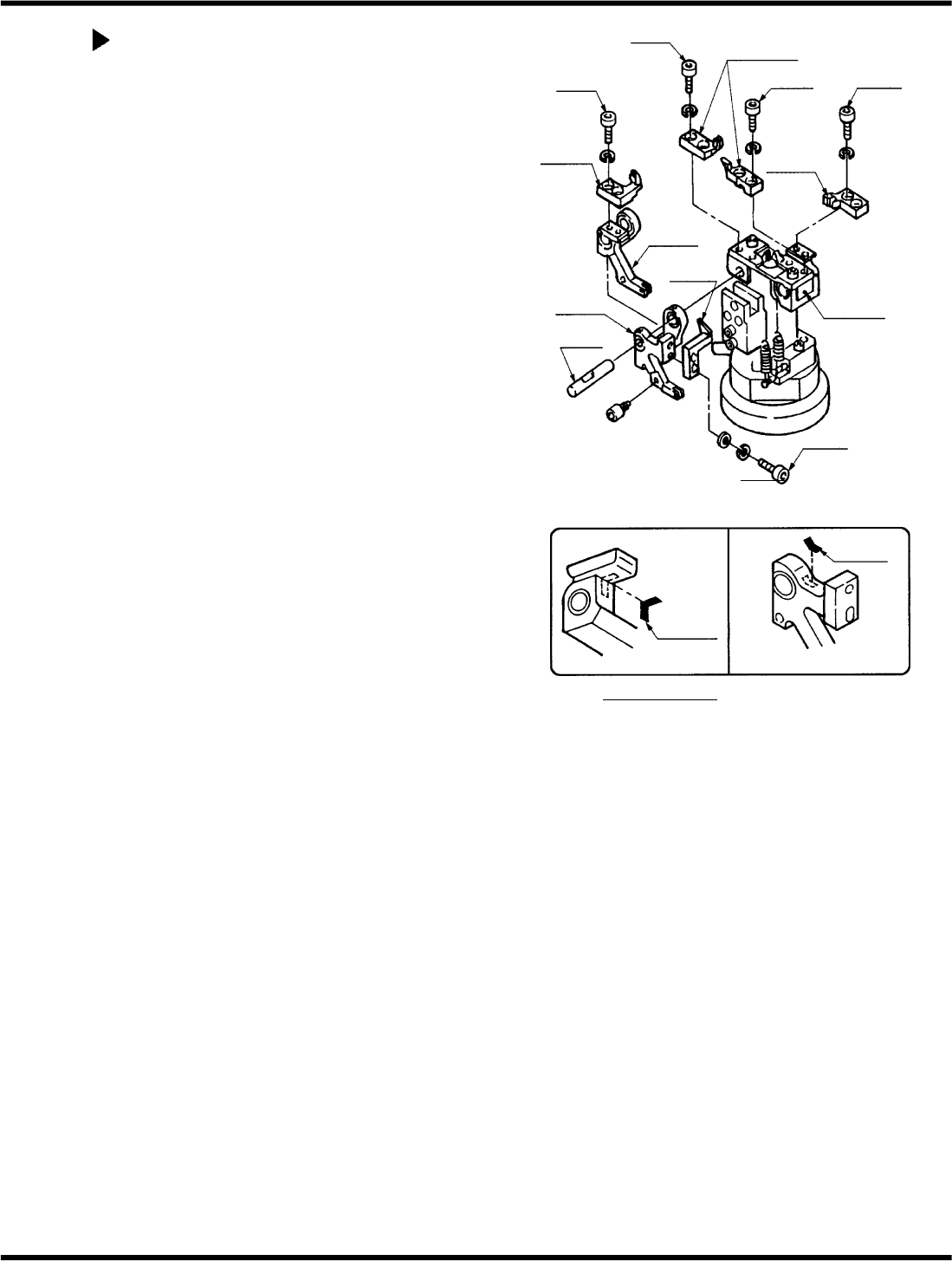
1.
松开螺栓A(x4),螺栓B(x2)和螺栓C(x4),拆
卸活动叶片A(x2)/B(x1)和固定叶片(x2)。
2.
松开固定螺丝,拆卸轴以分离卡盘杠杆A和
B。
3.
用刀具等。 若要从卡盘杠杆A和B、变形量规
和量规终端上去除任何涂层,请执行以下操
作。
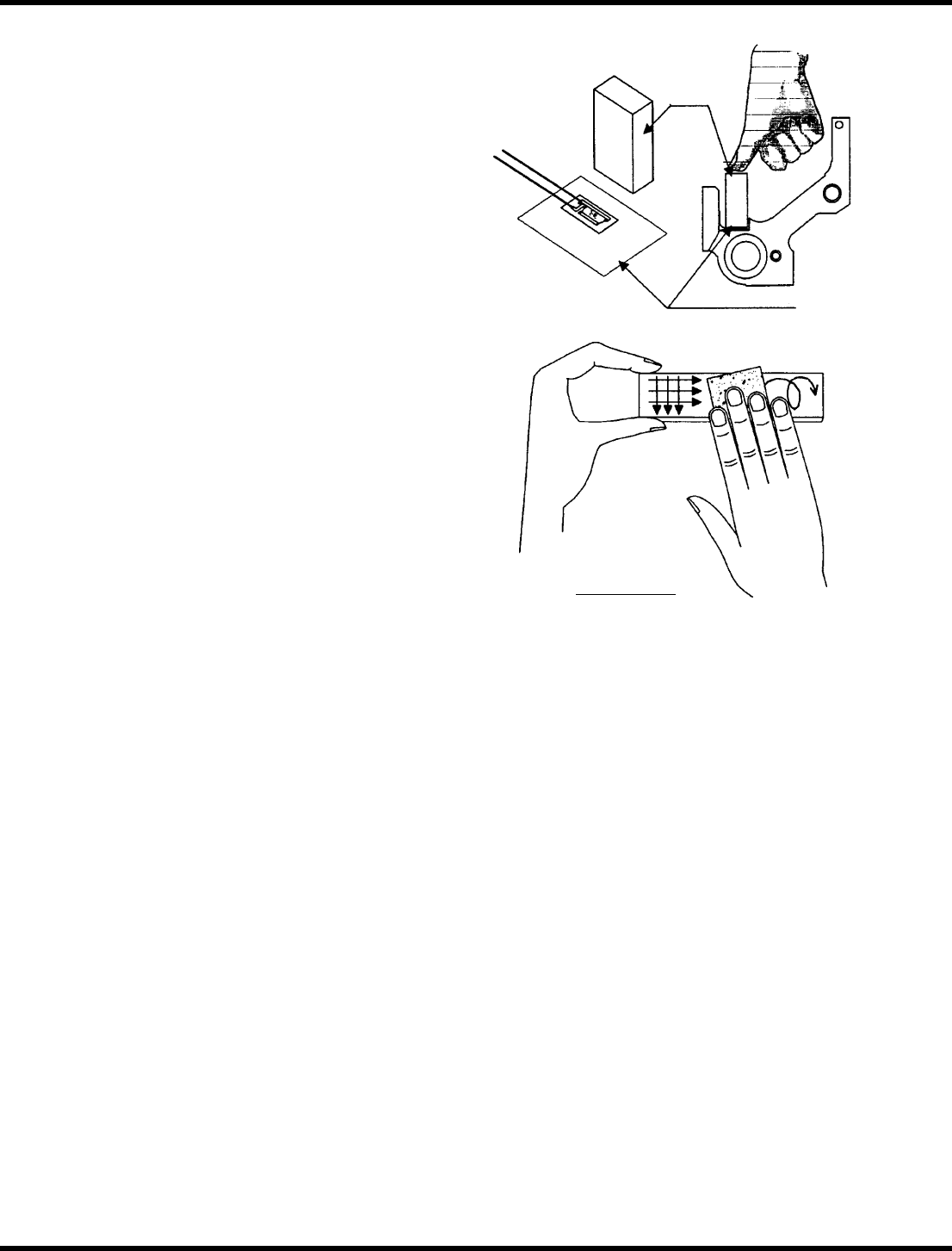
4.
用一张砂纸(#320−400)完成卡盘杠杆A/B和量
规终端上的变形量规的附加平面)
直到他们平为止。 这样做后,用工业酒精或洗
涤溶剂完全去除任何配合和油。
砧拆卸
5.
将粘合剂涂在卡盘杠杆A/B上,这样它就不会从
卡盘杠杆中凸出。 然后将其连接到失真计和量
规终端上
彼此之间。 此时,按下附加平面至少一分钟。
失真量规安装位置
Bolt
C
固定刀片
Bolt
A
Bolt
C
Bolt
A
活动叶
片A
活动叶
片A
恰克杠
杆A
可移动
刀片B
恰克杠
杆B
准备好螺
丝
轴
螺栓B
变形量表
变形量表
rh5
服务手册
5.16更换砧变形量规
5.16
−
3
3
da3sec−83−8yo−a0
=检查=
•
在橡皮擦 或 弹性 产 品 下铺一张聚 乙 烯
片,完全用手握住变形量规。
•
不要用一张砂纸在附加表面进行镜面整
理。 (横向或循环完成。 )
•
当附加变形量规和量规终端时,检查它
们之间是否有间隙。
处理粘合剂时的注意事项
•
在连接单元之前,立即从容器中取出粘合
剂。
•
当附加量规时,保持压力在49.5至98.1kPa
之间。
•
在胶粘剂与空气中的水分反应固化之前,迅
速地将量规连接起来。
•
在涂抹粘合剂并向下压规超过一分钟后,将
其搁置三到四个小时,以增加涂层前的粘合
强度。
•
使用胶粘剂后,不要离开高温环境。 把它
放进冷藏室。 )
用一块沙子整理
聚乙烯板材
橡皮擦