Q170226E01 中文版.pdf - 第163页
rh5 服务手册 5.19砧板 平行检验与调 整 5.19 − 1 1 da3s ec − 83 − 9bo − a0 5.19 砧板 平 行 检 查 与 调整 判决编号。 da3sec − 83 − 9 bo − a0 测量平行 度(在X方 向插入过程 中) 1. 转动手轮, 直到凸轮轴约 在数字顺序计 时器 上的21 0°位置。 什么时候 表演 • 当导针被抓 住在插入孔上 时。 • 当引线被固 定或弯曲不均 匀时。 所需工具 • …
rh5
服务手册
5.18
−
1
da3sec−83−9ao−a0
5.18
砧板叶片更换及调整
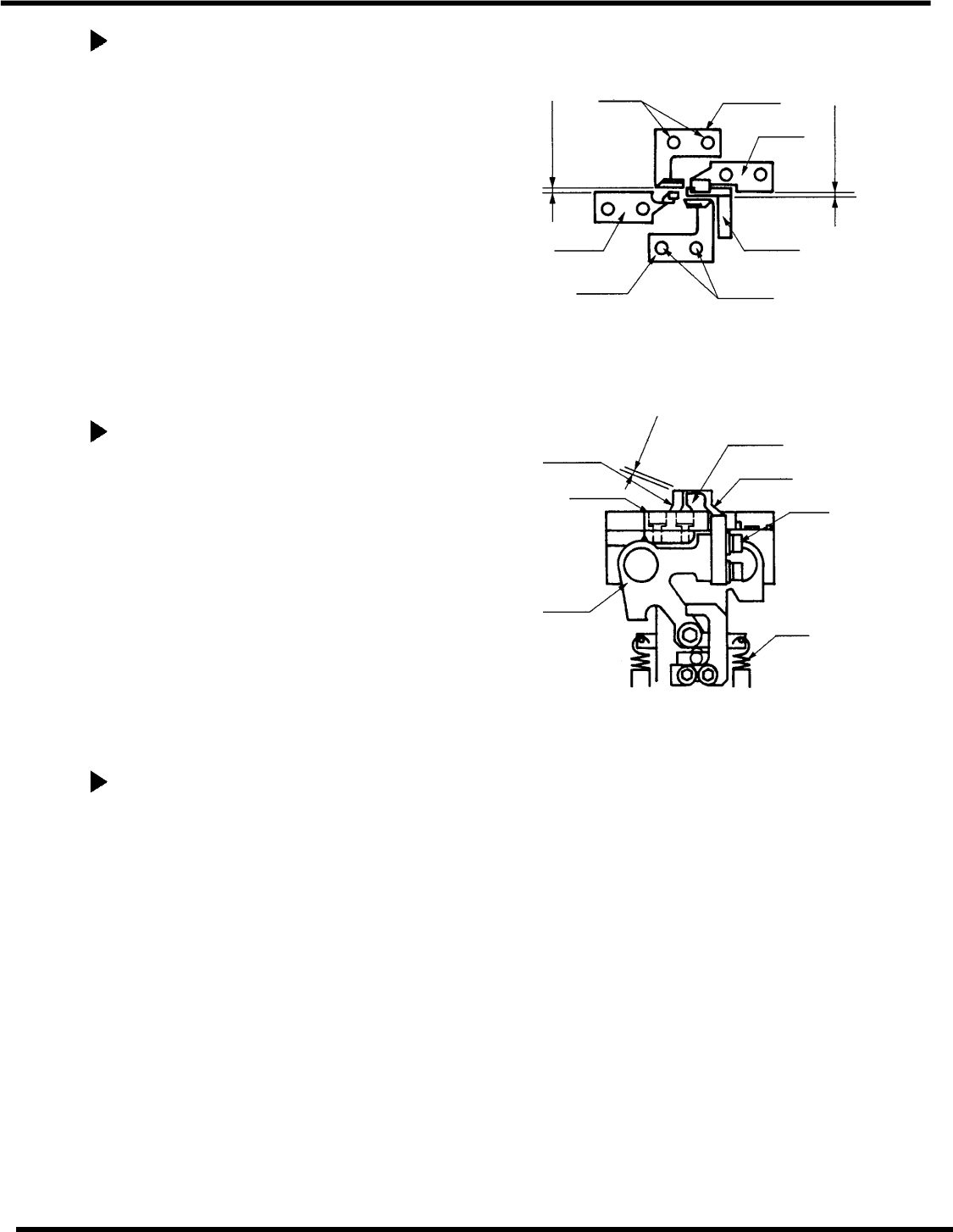
动刀片A更换
1.
拆卸螺栓A(X4)将移动叶片A固定到位。
2.
设置新刀片,使与固定刀片的距离在0.05至
0.1毫米之间。 然后,用螺栓A(X4)将它们固
定在适当的位置)。
=参考=
•
在附加新刀片之前,拆下旧刀片并使
身体退磁。
•
在确定叶片啮合之前,拆卸切割和锁
定杠杆的弹簧。
•
使用间隙量规进行尺寸测量。
Bolt
A
移动刀
片A
动叶片B置换
1.
拆卸螺栓B(X2)固定移动叶片B到位。
2.
设置新刀片,使与固定刀片的距离在0.05至
0.1毫米之间。 然后,用螺栓B(X2)将它们固
定在适当的位置)。
=参考=
•
在附加新刀片之前,拆下旧刀片并使
身体退磁。
•
在确定叶片啮合之前,拆卸切割和锁
定杠杆的弹簧。
•
使用间隙量规进行尺寸测量。
切割检查
1. 更换刀片后,检查每个刀片是否使用$0.3
钢丝切割。
固定
刀片
固定刀
片A
移动刀
片B
移动刀
片A
Bolt
A
固定刀
片A
移动刀
片A
0.05−0.1毫米
移动刀
片A
移动刀
片B
螺栓B
杠杆
春天
0.05
−
0.1毫米
0.05
−
0.1毫米
rh5
服务手册
5.19砧板平行检验与调整
5.19
−
1
1
da3sec−83−9bo−a0
5.19
砧板平行检查与调整
判决编号。
da3sec−83−9bo−a0
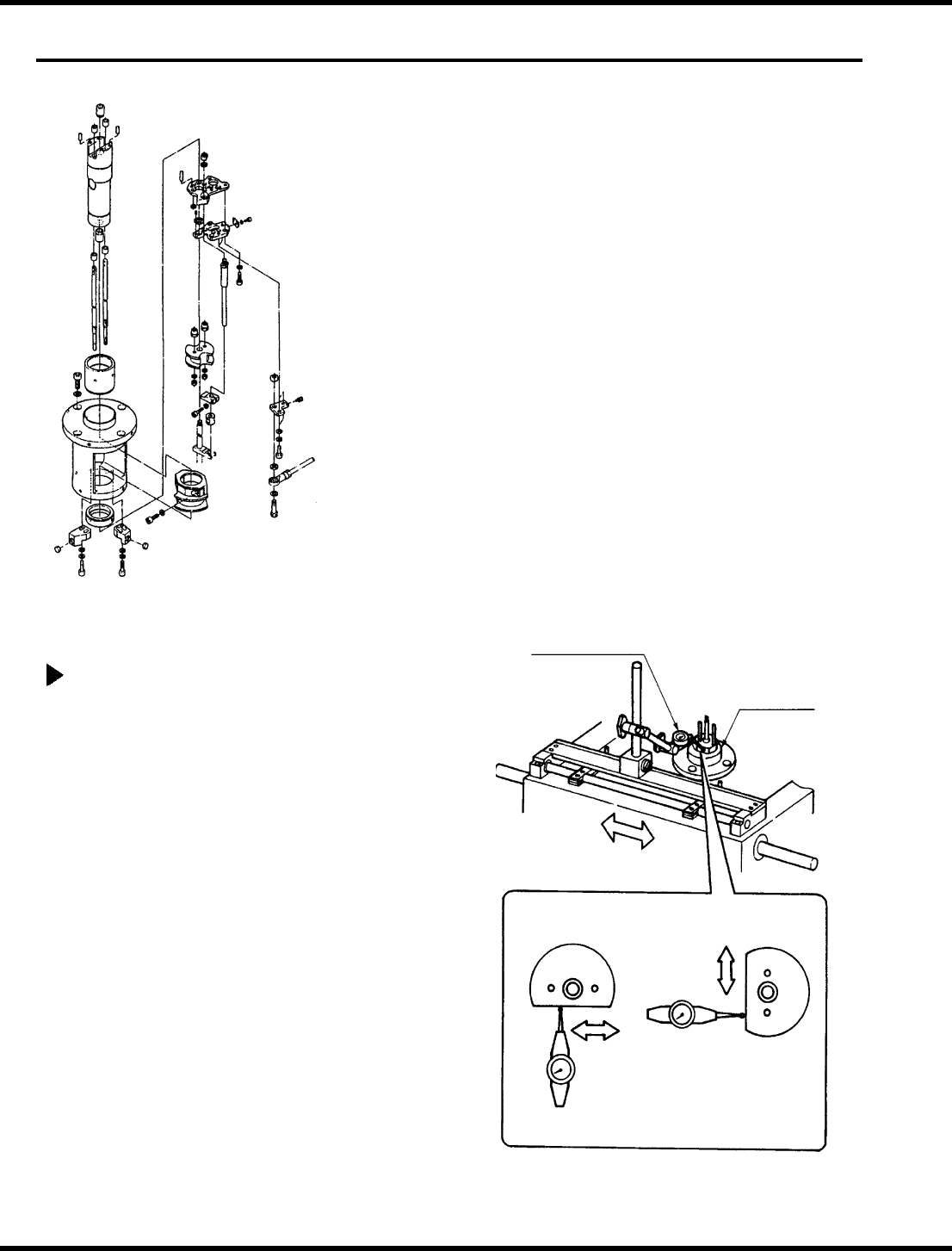
测量平行度(在X方向插入过程
中)
1.
转动手轮,直到凸轮轴约在数字顺序计时器
上的210°位置。
什么时候表演
•
当导针被抓住在插入孔上时。
•
当引线被固定或弯曲不均匀时。
所需工具
•
杠杆−操作刻度盘规
•
艾伦扳手
杠杆−操作刻度盘规
2.
将杠杆−操作的百分表连接到X−Y表上的导轨
(固定侧。 准备好
在砧尘盖侧表面(平坦表面)测量针。
3.
用手将X−Y表向X方向移动,检查平行度在
0.05/25−30mm之间。
=参考=
如果用手滑动X−Y表,确保表不向Y方向滑
动。
防尘罩
(向X方向插入)
(朝Y方向插入)
平行度:
0.05/25−30毫米
rh5
服务手册
5.19砧板平行检验与调整
da3sec−83−9bo−a0
5.19
−
2
2
测量平行度(在Y方向插入过程中)
1.
在子−控制面板上打开Y插入,并将数字顺序计时器
设置为210°。 然后将测量针装到防尘罩上。
2.
用手将X−Y表沿Y方向移动,检查平行度在
0.05/25−30mm之间。
=参考=
如果用手滑动X−Y表,确保表不向X方向滑
动。
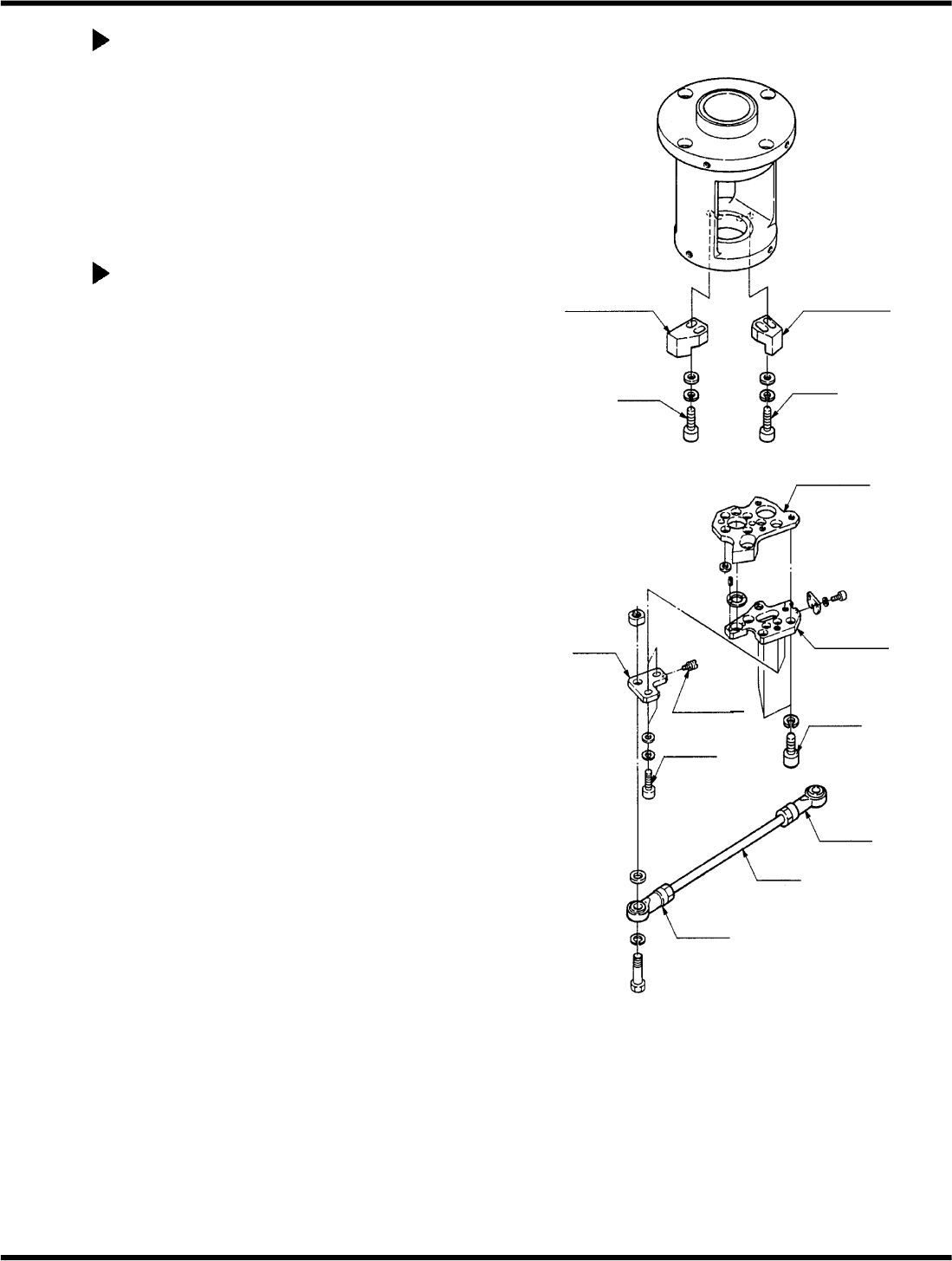
连杆调整
1.
松开螺栓A和B(各2个),松开砧旋转塞子(X)和
(Y)。
2.
在数字序列定时器上,在X和Y方向上检查精度
在210°。
=参考=
•
如果没有得到比值,则松开连杆的螺母A和
B,并调整长度。
•
此调整仅在更换杆端和连杆时才需要。 若要
仅调整精度,请跳过这些步骤。
阶段(3)
砧旋转塞子
(Y)
砧旋转塞尺
(X)
螺栓B
Bolt
A
斯莱
德
阶段
(4)
调整螺丝
Bolt
C
Bolt
D
坚果B
连杆
坚果A