Q170226E01 中文版.pdf - 第175页
rh5 服务手册 da3s ec − 83 − 9f0 − a0 5.23 − 2 5.23 选择单元导 针平行检查和 调整 5.2 3 选 择 单元 导 针 平 行 检 查 和 调 整 判决编号。 da3sec − 83 − 9 f0 − a0 什么时候 表演 • 当导向销不 垂直上升时。 • 当导针被抓 住在插入孔上 时。 所需工具 • 杠杆 − 操作刻度 盘规 • 艾伦扳手 测量平行 度 1. 打开机器的 电源。 松开 螺栓(X …
rh5
服务手册
5.22
−
1
da3sec−83−9e0−a0
5.22
选择单元选择器杆更换
选择杆更换
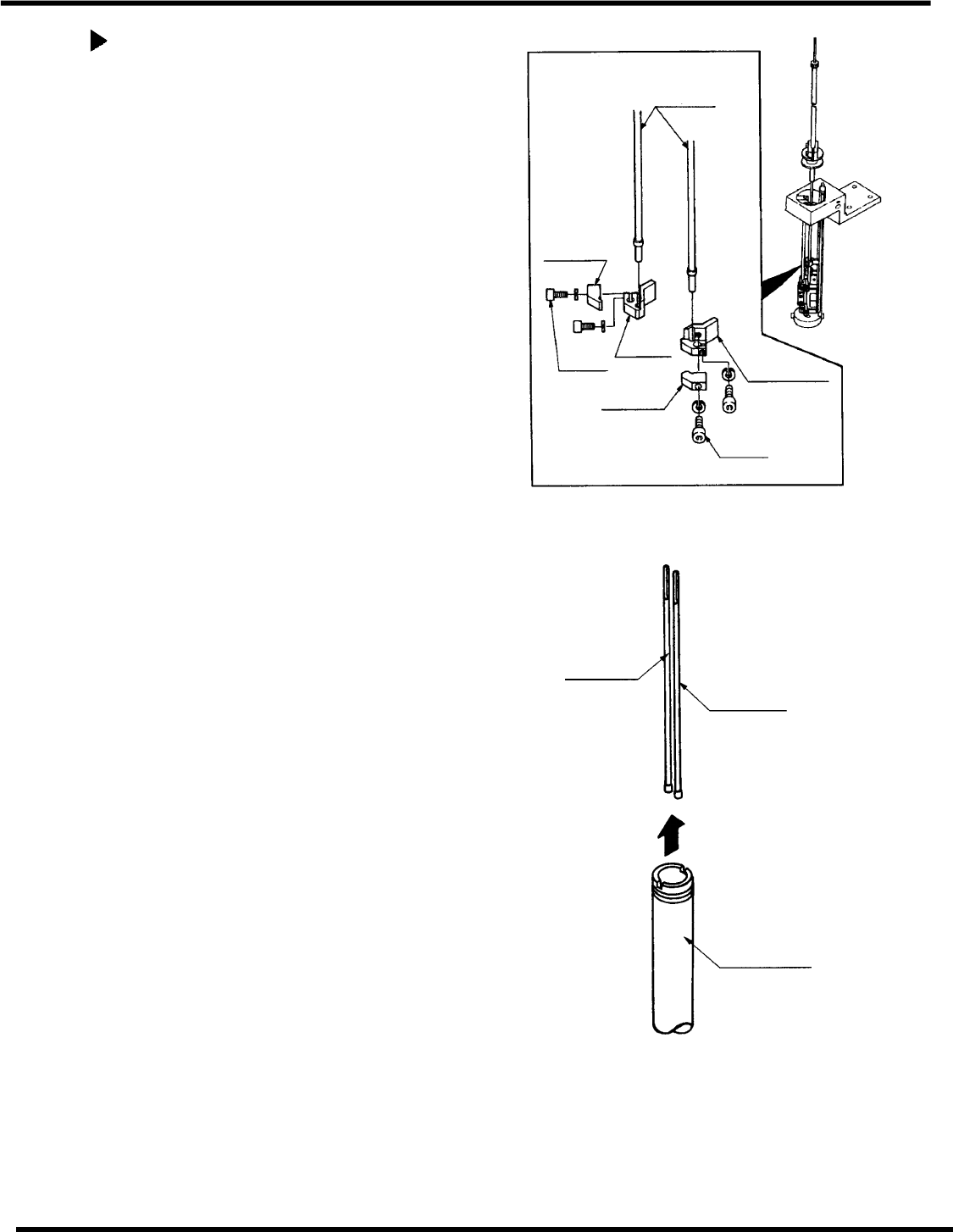
1.
关闭电源,拆下导向夹头、砧和导向
销。
=发言
请参阅“5.21选择器单元引线导针更
换’。
2.
将杆带到数字顺序计时器上的200°位
置。
3.
拆下螺栓A和板A。
4.
拆下选择杆。
5.
将选择杆向上拉出导向销杆。
6.
新的选择器杆遵循移除程序在雷夫雷
斯。
7.
拧紧螺栓A。
8.
安装棒后,转动手轮,检查导向销垂直移动
而不被抓住。
=参考=
•
按下子−控制面板上的每个螺距转换开
关(2.5/5.0/5.0ALL),检查是否选择
了合适的杆。 (检查当前角度是否为
230°)
选择棒
选择棒
导针杆
选择棒
A板
连接−ing
块
Bolt
A
连接块
A板
Bolt
A
rh5
服务手册
da3sec−83−9f0−a0
5.23
−
2
5.23
选择单元导针平行检查和调整
5.23 选择单元导针平行检查和调整
判决编号。
da3sec−83−9f0−a0
什么时候表演
•
当导向销不垂直上升时。
•
当导针被抓住在插入孔上时。
所需工具
•
杠杆−操作刻度盘规
•
艾伦扳手
测量平行度
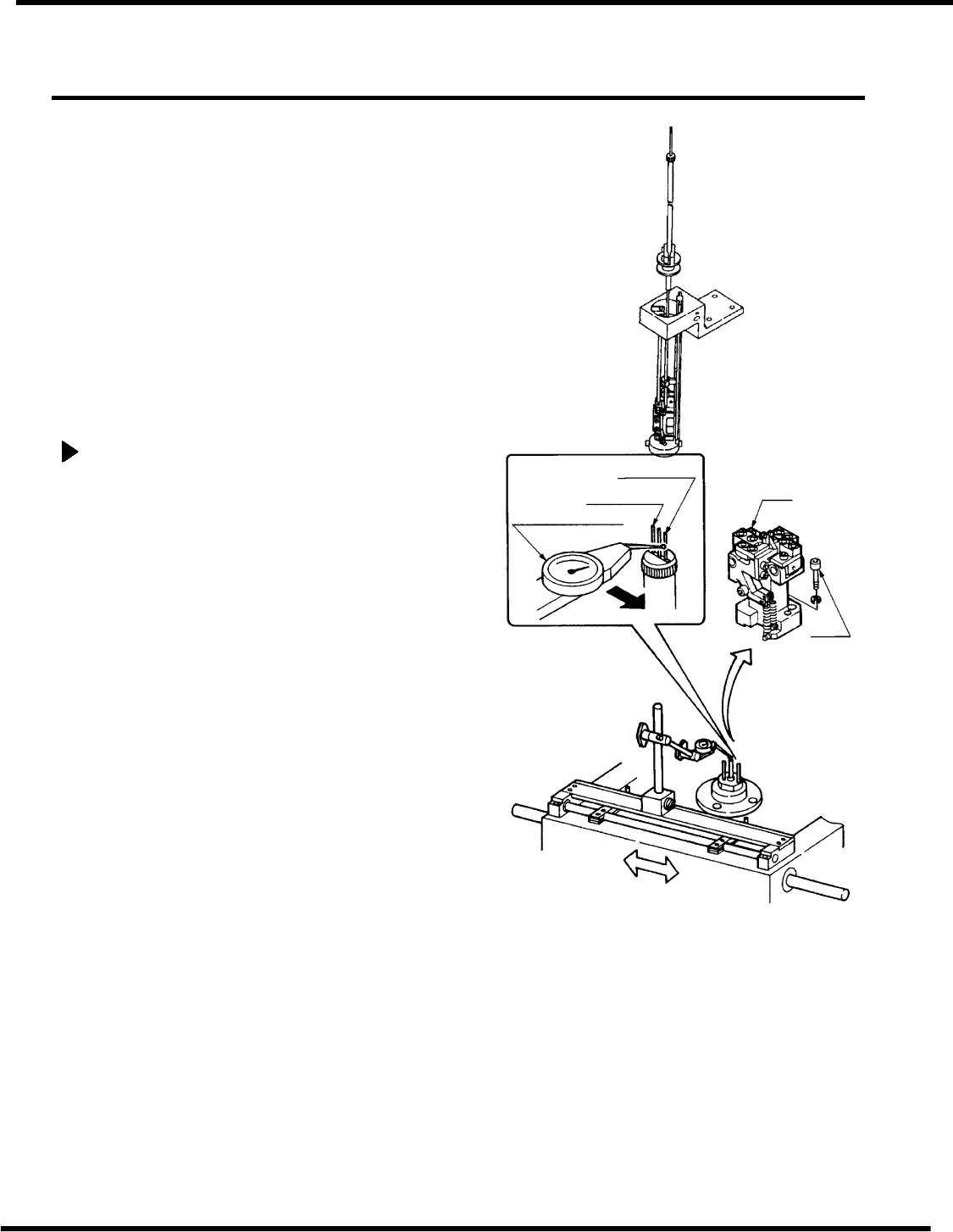
1.
打开机器的电源。 松开螺栓(X2)并拆下
砧。
2.
在手动模式下,转动手轮,直到凸轮轴在数
字顺序计时器上大约210°位置。
3.
将杠杆−操作的百分表连接到X−Y表上的
导轨(固定侧。
4.
侧设置测量针
导销A的表面并带来
刻度读数为“0”(参考点)。
=检查=
•
当与测量针接触时,不要在导向销轴
上施加过大的力。
•
将刻度读数带到“0”(参考点)在导
针侧 面 的一 个 点 ,其 中 产 生 最 大 读
数。
5.
用手将X−Y表向x方向移动。 侧设置测
量针
导向销B的表面和检查平行度不超过0.02mm。
=检查=
如果用手滑动X−Y表,确保表不向Y方向滑
动。
引导双关B
杠杆−
引导双关语A
铁砧
操作刻度盘规
平行度:0.02mm
博
尔
特
rh5
服务手册
5.23
−
1
da3sec−83−9f0−a0
5.23
选择单元导针平行检查和调整
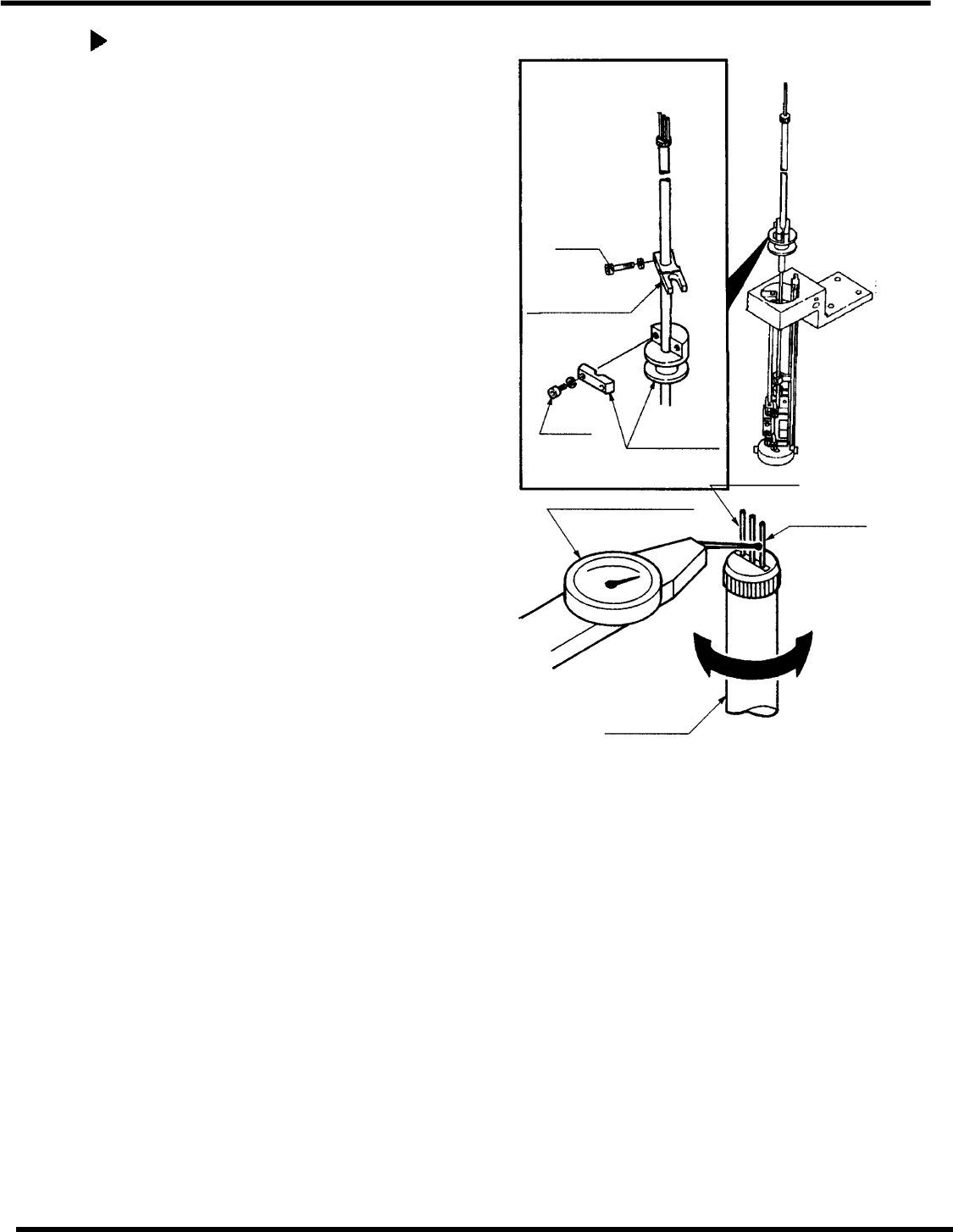
调整平行度
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导销上/下塞的螺栓(X1。
3.
松开定位块的螺栓A(x1。
4.
转动凸轮从动件保持架以获得平行度。
5.
平行度得到后,重新拧紧定位块的螺栓
A(x1。
6.
拧紧导向销上/下塞的螺栓(X1。
=检查=
根据螺栓的拧紧方式,平行度可能有所
不同。 因此,当拧紧螺栓时,一定要
将测量针设置在杠杆−操作刻度盘的侧
面。
杠杆−操作刻度盘规
导针A
导针B
导针杆
Bolt
A
定位块
螺栓B
凸轮从动件
保持架