Q170226E01 中文版.pdf - 第177页
rh5 服务手册 5.24选择 单位导针高度 调整 5.24 − 1 1 da3s ec − 83 − 9g0 − a0 5.24 选择 单 元 导 针 高 度调 整 判决编号。 da3sec − 83 − 9 g0 − a0 什么时候 表演 • 当零件在插 入过程中经常 掉落时。 所需工具 • 艾伦扳手 检查导向 销高度 1. 转动凸轮轴 ,使导向销位 于上限 (210°)。 2. 目视检查导 向销是否已大 致在导向卡盘 狭缝 的中心…
rh5
服务手册
5.23
−
1
da3sec−83−9f0−a0
5.23
选择单元导针平行检查和调整
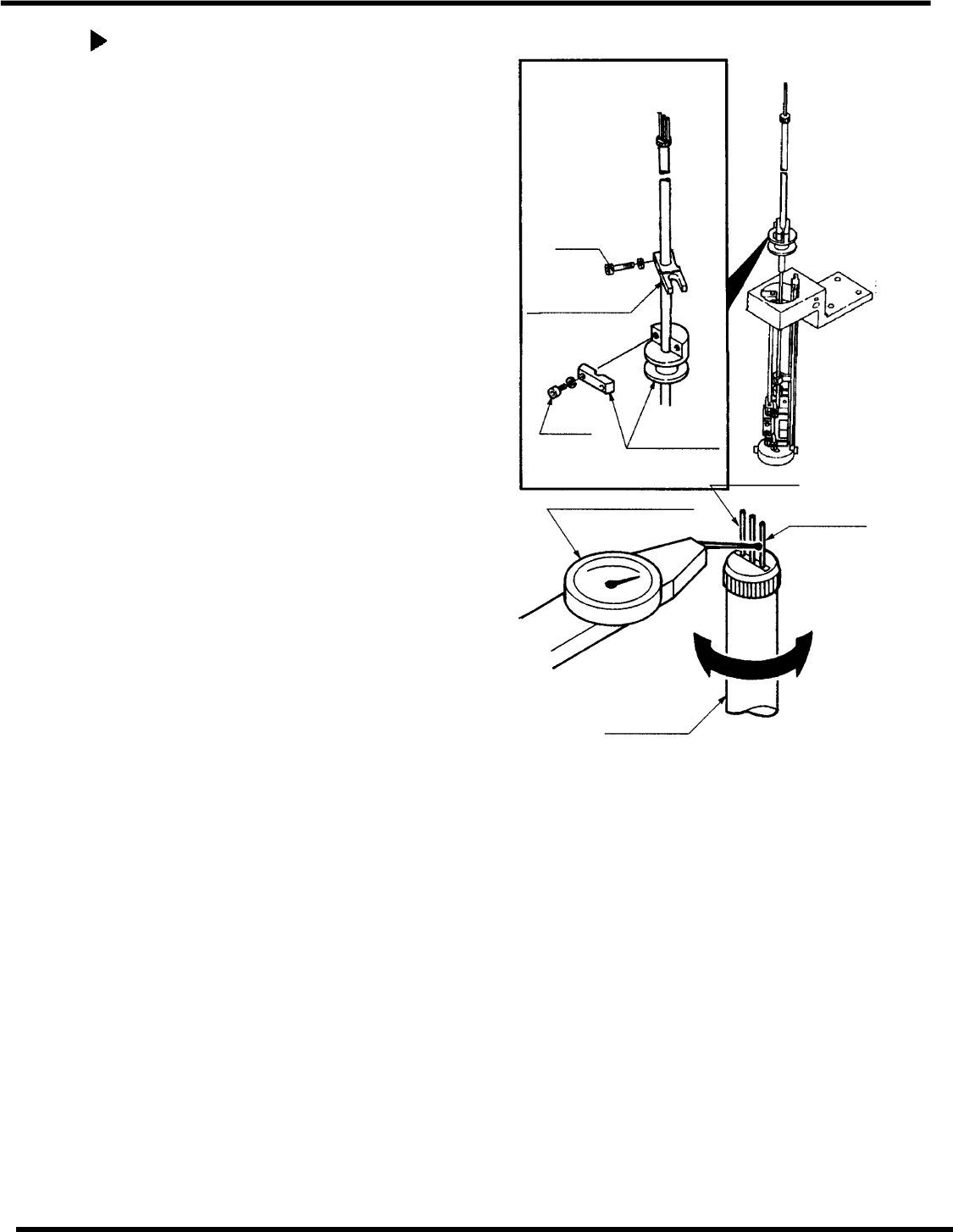
调整平行度
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导销上/下塞的螺栓(X1。
3.
松开定位块的螺栓A(x1。
4.
转动凸轮从动件保持架以获得平行度。
5.
平行度得到后,重新拧紧定位块的螺栓
A(x1。
6.
拧紧导向销上/下塞的螺栓(X1。
=检查=
根据螺栓的拧紧方式,平行度可能有所
不同。 因此,当拧紧螺栓时,一定要
将测量针设置在杠杆−操作刻度盘的侧
面。
杠杆−操作刻度盘规
导针A
导针B
导针杆
Bolt
A
定位块
螺栓B
凸轮从动件
保持架
rh5
服务手册
5.24选择单位导针高度调整
5.24
−
1
1
da3sec−83−9g0−a0
5.24
选择单元导针高度调整
判决编号。
da3sec−83−9g0−a0
什么时候表演
•
当零件在插入过程中经常掉落时。
所需工具
•
艾伦扳手
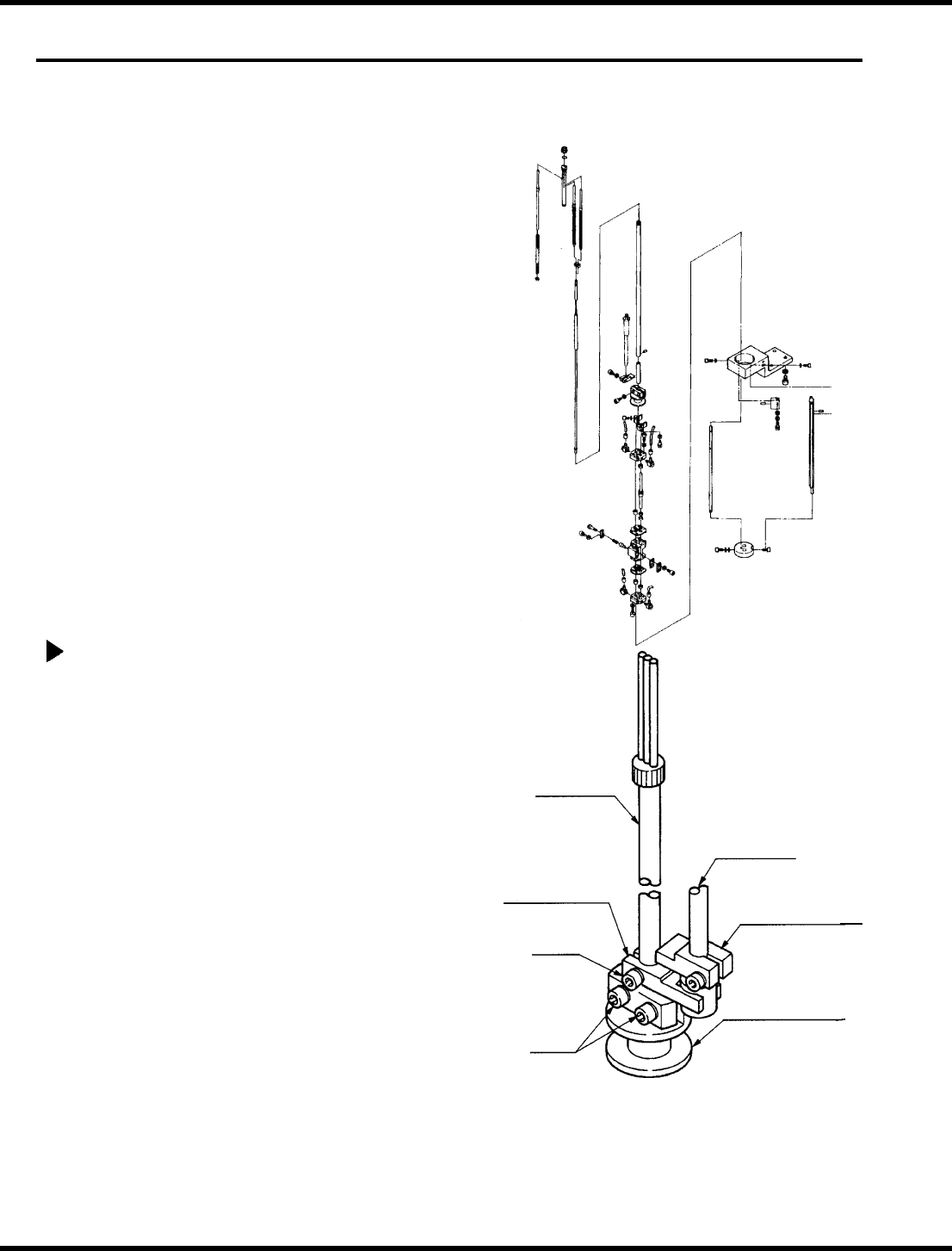
检查导向销高度
1.
转动凸轮轴,使导向销位于上限
(210°)。
2.
目视检查导向销是否已大致在导向卡盘狭缝
的中心凸起。
导针杆
导轴
定位块
导销上/下塞
Bolt
A
凸轮从动架
螺栓B
rh5
服务手册
5.24选择单位导针高度调整
da3sec−83−9g0−a0
5.24
−
2
2
调整导销高度(提高导销)
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导向销上/下塞的螺栓(X1。
3.
松开凸轮从动件保持架的螺栓B(X2。
4.
向上推定位块,提高导向销。
5.
拧紧凸轮从动件保持架的螺栓
B(x2。
6.
将导销安装到定位块上,而不做间隙,然后
重新紧固导销上/下塞的螺栓(X1。
7.
再次检查导销高度。
调整导销高度(降低导销)
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导销上/下塞的螺栓(X1。
3.
松开凸轮从动件保持架的螺栓B(X2。
4.
向下推定位块以降低导向销。
5.
拧紧凸轮从动件保持架的螺栓
B(x2。
6.
将导销安装到定位块上,而不做间隙,并重
新紧固导销上/下塞的螺栓(X1。
7.
再次检查导销高度。