Q170226E01 中文版.pdf - 第179页
rh5 服务手册 5.24选择 单位导针高度 调整 5.24 − 1 3 da3s ec − 83 − 9g0 − a0 检查间隙 1. 拆卸铁砧单 元。 2. 转动手轮将 数字顺序计时 器设置为 210°。 3. 拆卸导销盒 顶部的螺母。 4. 在导向销盒 的顶部设置刻 度盘规。 5. 用手提起导 向销。 6. 确保间隙在 0.25~0.5 mm之间。 调整间隙 1. 在导向销盒 顶部附加刻度 盘规。 2. 松开选择单 元的螺栓A (…
rh5
服务手册
5.24选择单位导针高度调整
da3sec−83−9g0−a0
5.24
−
2
2
调整导销高度(提高导销)
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导向销上/下塞的螺栓(X1。
3.
松开凸轮从动件保持架的螺栓B(X2。
4.
向上推定位块,提高导向销。
5.
拧紧凸轮从动件保持架的螺栓
B(x2。
6.
将导销安装到定位块上,而不做间隙,然后
重新紧固导销上/下塞的螺栓(X1。
7.
再次检查导销高度。
调整导销高度(降低导销)
1.
转动手轮将数字顺序计时器设置为
210°。
2.
松开导销上/下塞的螺栓(X1。
3.
松开凸轮从动件保持架的螺栓B(X2。
4.
向下推定位块以降低导向销。
5.
拧紧凸轮从动件保持架的螺栓
B(x2。
6.
将导销安装到定位块上,而不做间隙,并重
新紧固导销上/下塞的螺栓(X1。
7.
再次检查导销高度。
rh5
服务手册
5.24选择单位导针高度调整
5.24
−
1
3
da3sec−83−9g0−a0
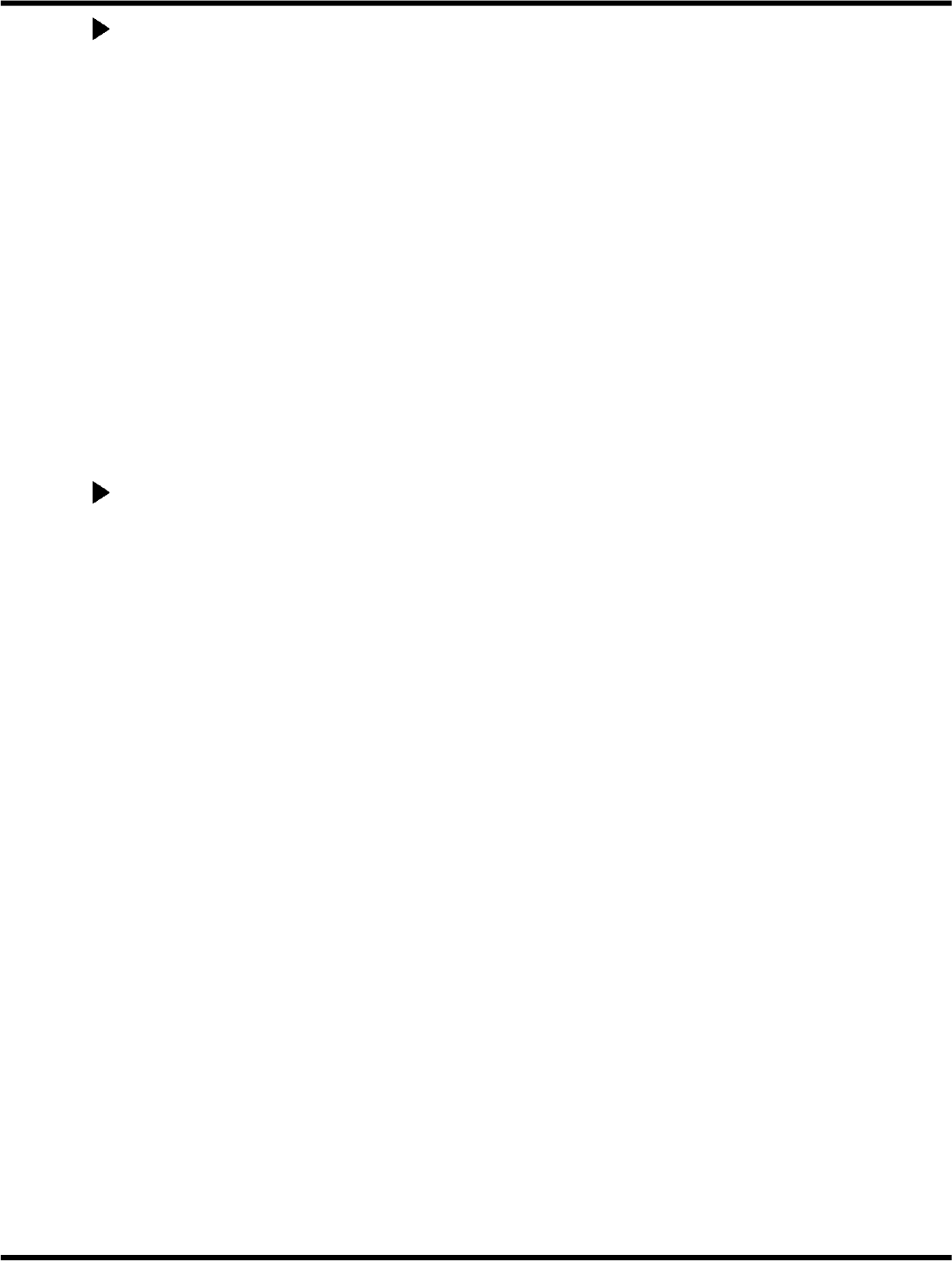
检查间隙
1.
拆卸铁砧单元。
2.
转动手轮将数字顺序计时器设置为
210°。
3.
拆卸导销盒顶部的螺母。
4.
在导向销盒的顶部设置刻度盘规。
5.
用手提起导向销。
6.
确保间隙在0.25~0.5mm之间。
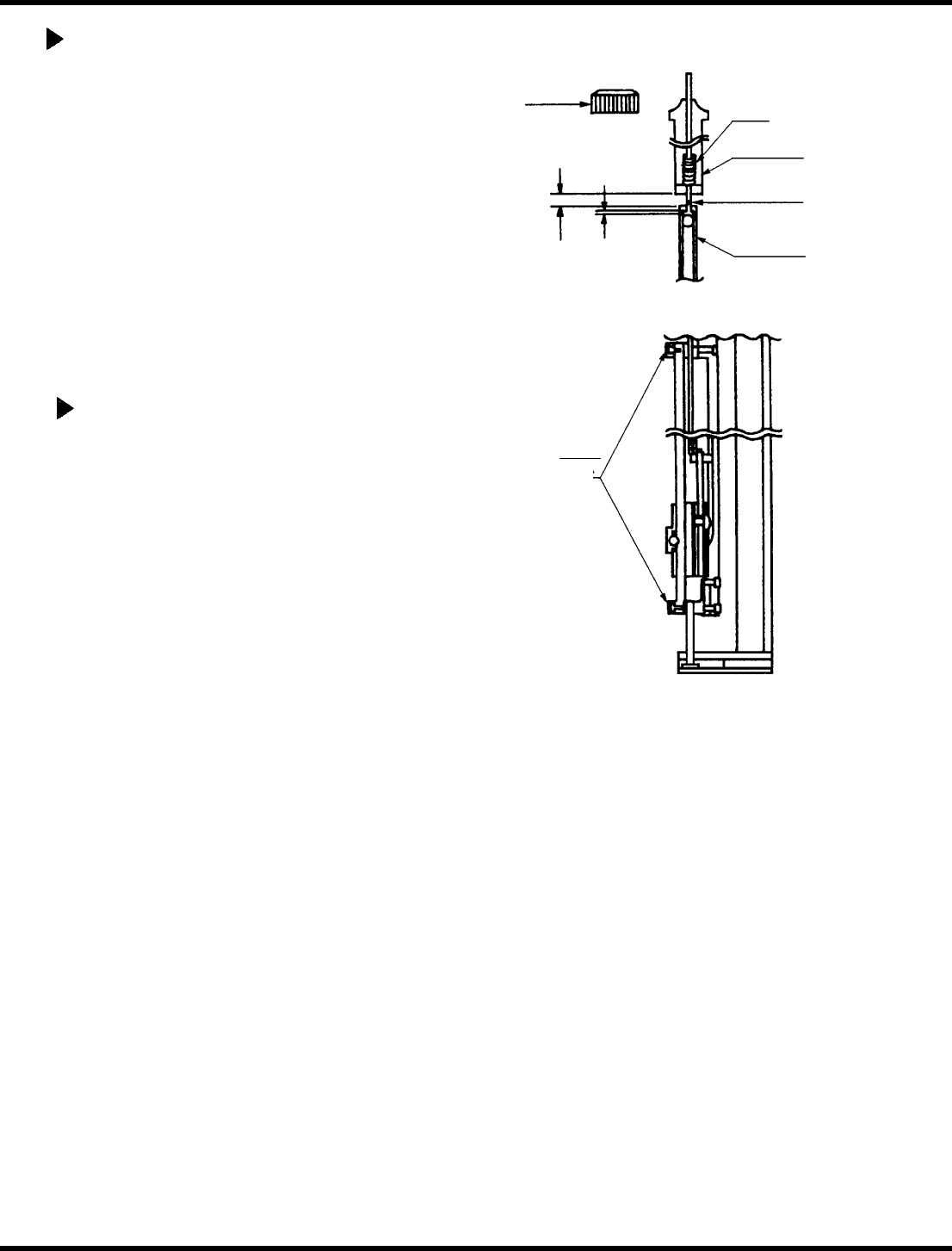
调整间隙
1.
在导向销盒顶部附加刻度盘规。
2.
松开选择单元的螺栓A(2−M3。
3.
拧紧螺栓A(2−M3)的位置
间隙在0.25~0.5mm之间
将选择器单元上下移动。
4.
再次检查间隙。
Bolt A
坚
果
春天
(清除)
卡特里奇
导针
(清除)
选择棒

rh5
服务手册
5.24选择单位导针高度调整
da3sec−83−9g0−a0
5.24
−
2
4
=备忘录=