Q170226E01 中文版.pdf - 第186页
rh5 服务手册 5.26给料 机槽及位置检 查及调整 da3s ec − 83 − 9j0 − a0 5.26 − 2 4 更换/调整进 料弹簧 1. 拆卸安装在 Z轴上的电子 元件。 2. 切断电源和 空气供应,拆 除Z轴右 顶板。 3. 从轴上拆下 进料推杆的弹 簧,然后从末 端拆 下弹簧 推手。 (两者 的任何弹簧都 可以先去掉。 ) 4. 附加一个新 的弹簧,不要 在推杆和轴 之间有间隙 。 =参考= 确保连接弹 簧没有任何间…
rh5
服务手册
5.26给料机槽及位置检查及调整
5.26
−
1
3
da3sec−83−9j0−a0
4.
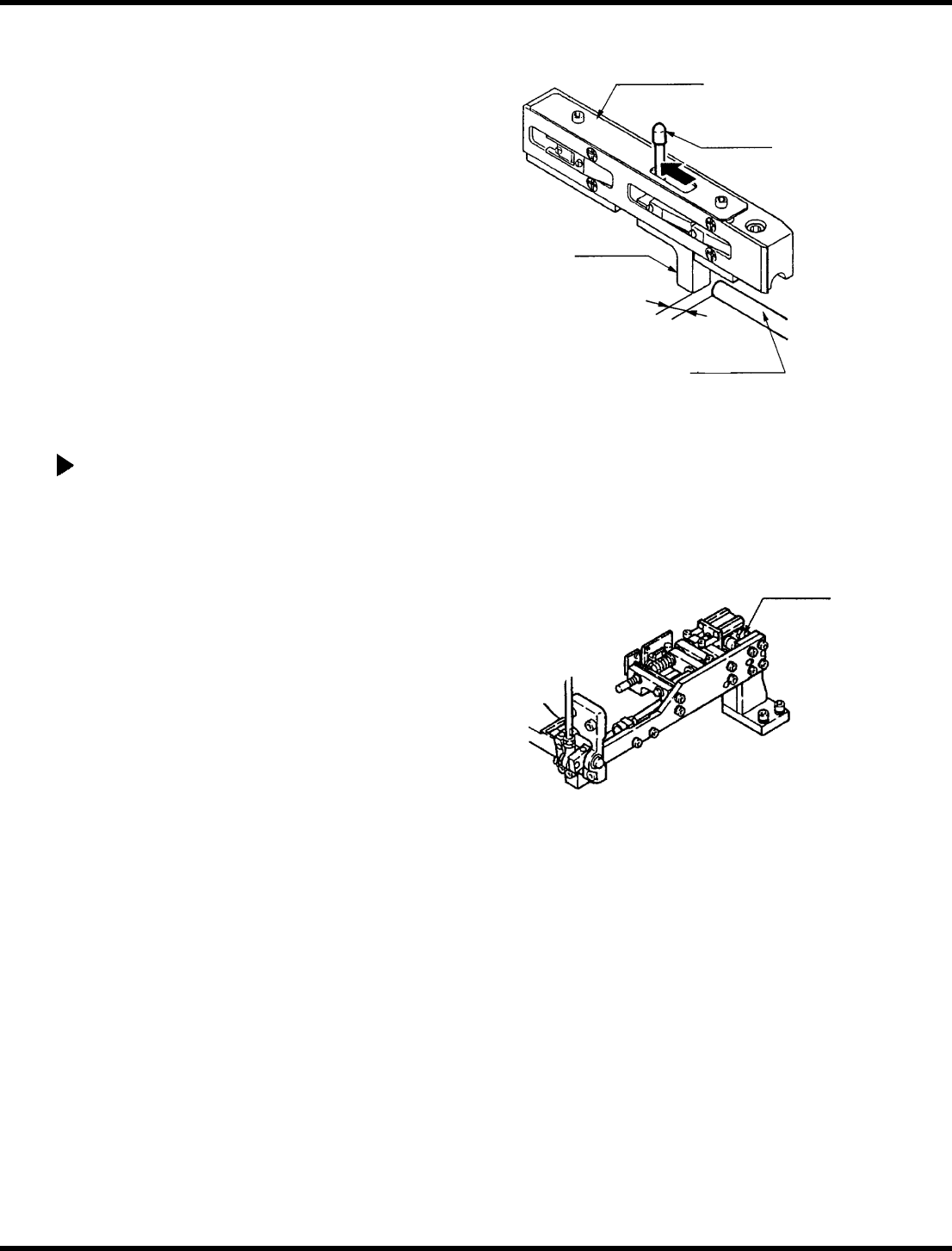
将弹簧销完全向箭头方向移动,并检查之间的间
隙
进料滑块和推杆轴在停止时使用测厚仪为1.1±0.1
毫米。
=参考=
零件盒式磁带有两种类型:新的和旧的。 工
厂−配备的磁带是新的类型。 旧型盒式磁带
的间隙应为0.6±0.1毫米。
5.
如果无法获得正确的间隙,请松开螺栓以脱离推杆
轴。
6.
移动推杆轴到−和−来调整间隙。
7.
调整后,重新拧紧螺栓,固定推杆轴。
零件盒
调整进料(气缸进料)
1.
转动手轮将数字顺序计时器设置为0°。
2.
关闭有限元锁定释放在
子−控制面板,然后打开PARTS
给料机。
3.
用箭头方向移动弹簧销,用厚度检查进给滑块与
推杆轴之间的间隙为1.1±0.1mm
当它停止的时候。
4.
如果无法获得正确的间隙,则松开气缸的前后螺
栓,然后
将气缸来回移动以调整进料间隙。
5.
调整后,重新拧紧螺栓,固定气缸。
汽缸
前/后螺栓
弹簧针
喂奶滑梯
清理
1.1毫米±0.1毫
米
推轴
rh5
服务手册
5.26给料机槽及位置检查及调整
da3sec−83−9j0−a0
5.26
−
2
4
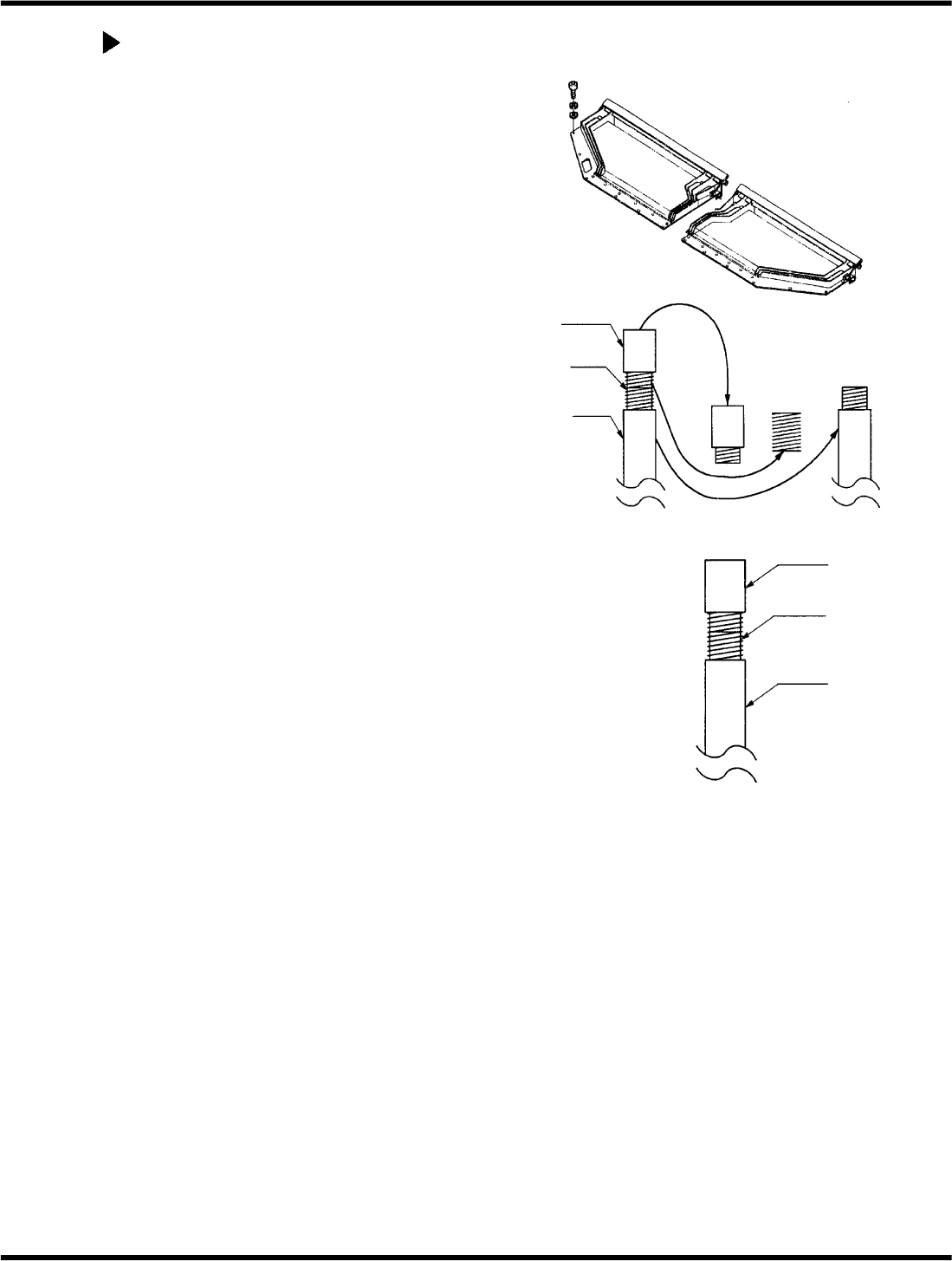
更换/调整进料弹簧
1.
拆卸安装在Z轴上的电子元件。
2.
切断电源和空气供应,拆除Z轴右顶板。
3.
从轴上拆下进料推杆的弹簧,然后从末端拆
下弹簧
推手。 (两者的任何弹簧都可以先去掉。 )
4.
附加一个新的弹簧,不要在推杆和轴
之间有间隙。
=参考=
确保连接弹簧没有任何间隙,以防止间隙
在喂入零件盒式磁带时发生了变化。 增加
进料极限塞尺:
卡姆: 0.1
汽缸:0.1
普瑟
春天
轴
普瑟
差距0
轴
rh5
服务手册
5.27
−
2
da3sec−83−9k0−a0
5.27
馈线组件传感器和组件排气传感器设置
5.27
馈线组件传感器和组件排气传感器设置
判决编号。
da3sec−83−9k0−a0
LED红色
敏感性指标
组件排气检测
饲料成分检测
定时器控制音量
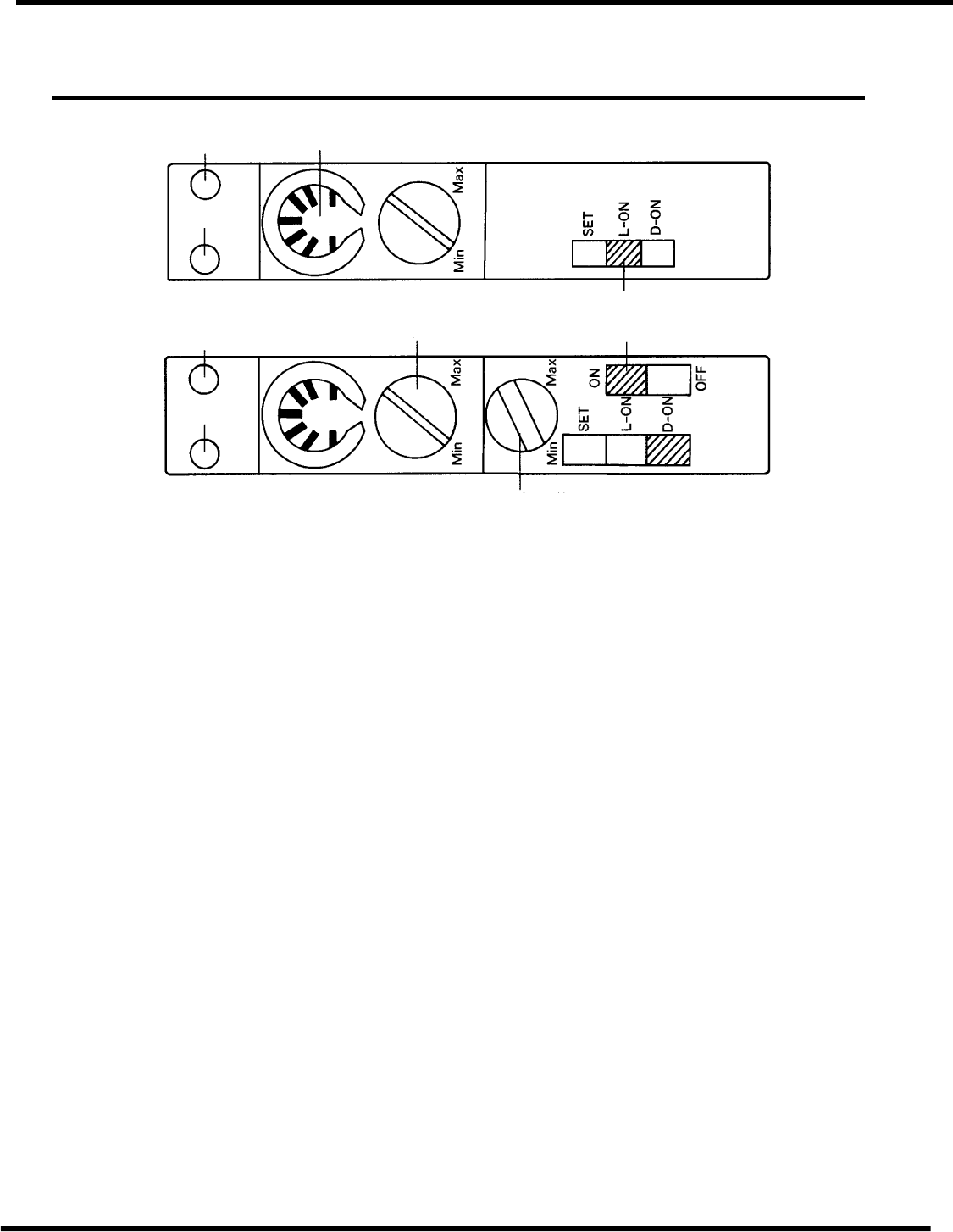
5.27.1
零件名称
•
红色LED: 指示进入灯打开。
•
绿色LED: 表示稳定运行。
•
灵敏度指标: 允许检查音量位置。
•
灵敏度控制体积:允许灵敏度调整。
•
计时器音量: 计时器被禁用。
•
方式选择开关:
准备好了
当调整光轴(闪烁)L时
−
在上
D
−
在黑暗中。
•
定时器开关: 计时器可用。 (开关被禁用。 )
5.27.2
设置方法
•
灵敏度控制音量:从Min逐渐转动刻度盘。 直到绿色和红色LED亮起。
•
计时器音量: 任何位置都是允许的。
•
方式选择开关:
馈元件传感器: 设置为
D−ON。 组件排气传感器: 设置为
L−ON。
•
定时器开关: 开或关都行。
LED绿色
模式选择开关
LED红色
灵敏度体积
定时器开关
LED绿色