Q170226E01 中文版.pdf - 第205页
rh5 服务手册 da3s ec − 83 − 9m0 − a0 5.29 − 2 计时,并确 保降低 导针和插入 的定时 卡盘是23 0°。 ETP布什

rh5
服务手册
5.29
−
1
da3sec−83−9m0−a0
=检查=
握住手轮时转动手轮
动力轴的滑轮不移动
上凸轮盒。
4.
将ETP衬套固定在上底座上
驱动单元。
5.
检查/调整上述所有内容

rh5
服务手册
da3sec−83−9m0−a0
5.29
−
2
计时,并确保降低
导针和插入的定时
卡盘是230°。
ETP布什
rh5
服务手册
5.30
−
1
da3sec−83−9n0−a0
5.30
砧高度检查/调整期间上升
5.30 砧高度检查/调整期间上升
判决编号。
da3sec−83−9n0−a0
什么时候表演
•
当大多数插入组件不稳定时。
•
当插入后PC板背面有缺陷时。
•
当插入检测错误频繁发生时。
所需工具
•
艾伦扳手
•
杠杆−操作刻度盘规
•
铜棒
•
停车
上升过程中砧高度检查
1.
在手动模式和1块中,按ORG。
2.
转动手轮将数字顺序计时器设置为
275°。
3.
将杠杆−操作的刻度盘规设置到砧固定叶
片的PC B架上
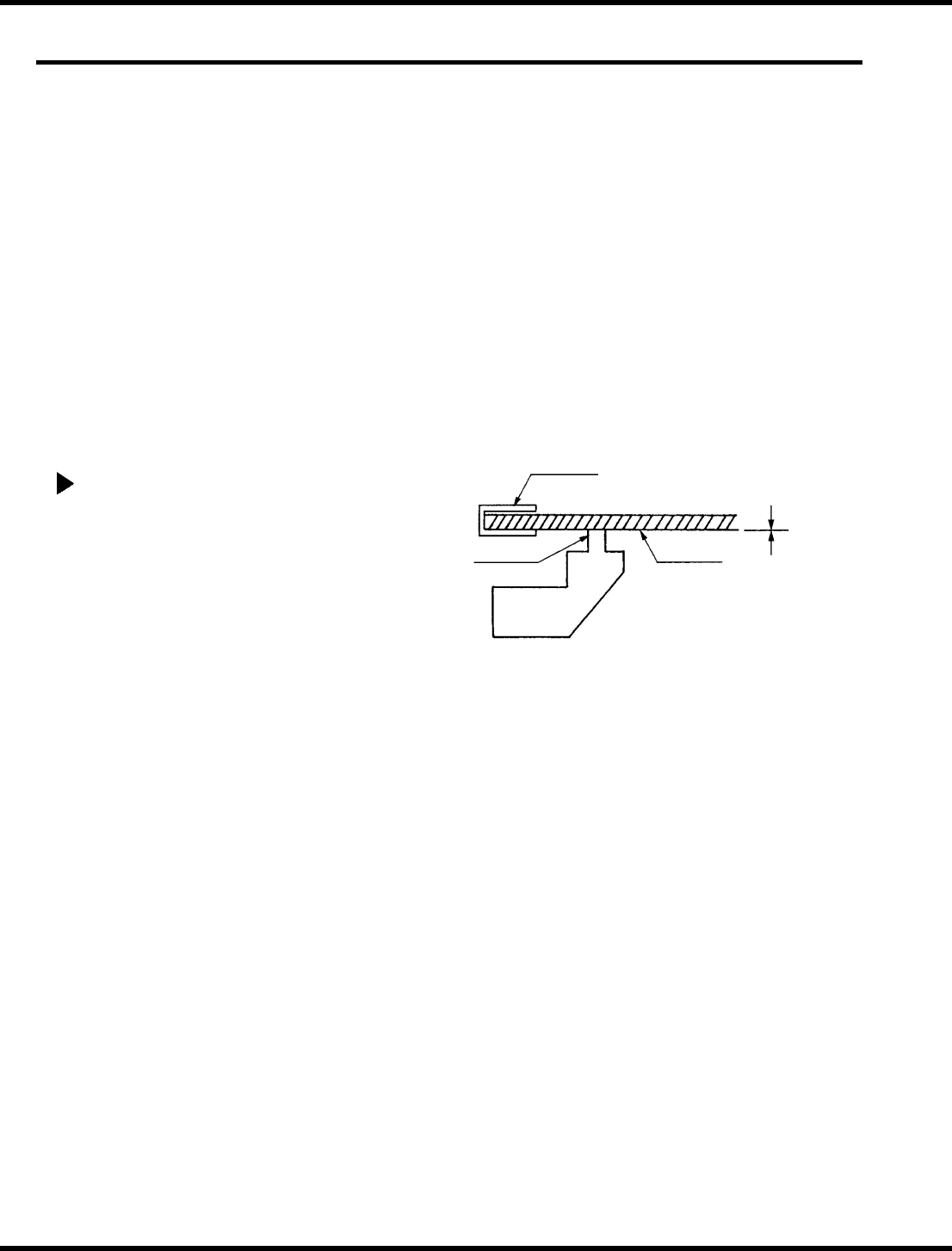
检查XY工作台定位杆(参考侧)周围导轨底
面的高度)。
=参考=
砧高:±0.05毫米以内
导轨
PCB支架
PCB
±0.05mm以内