Q170226E01 中文版.pdf - 第223页
rh5 服务手册 5.32设置 偏移值 da3s ec − 83 − 9q0 − a0 5.32 − 10 14 7. 将XY表移 动到NC数据中N 3块的插入位 置。 • 使用$将光 标移动到N 3块 钥匙。 • 按Ente r键。 • 按F1(移 动)。 8. 检查XY之间 的差异 坐标(A)和X Y表位移(B )。 • 比 较 3 中 写 下 的 XY 表 坐 标 (a) 和 XY 表 位 移 (b 。 摄 像 机 安 装 位 置…
rh5
服务手册
5.32设置偏移值
5.32
−
13
13
da3sec−83−9q0−a0
4.
取消插入。
•
按ESC三次。
•
按F6(MORE)。
•
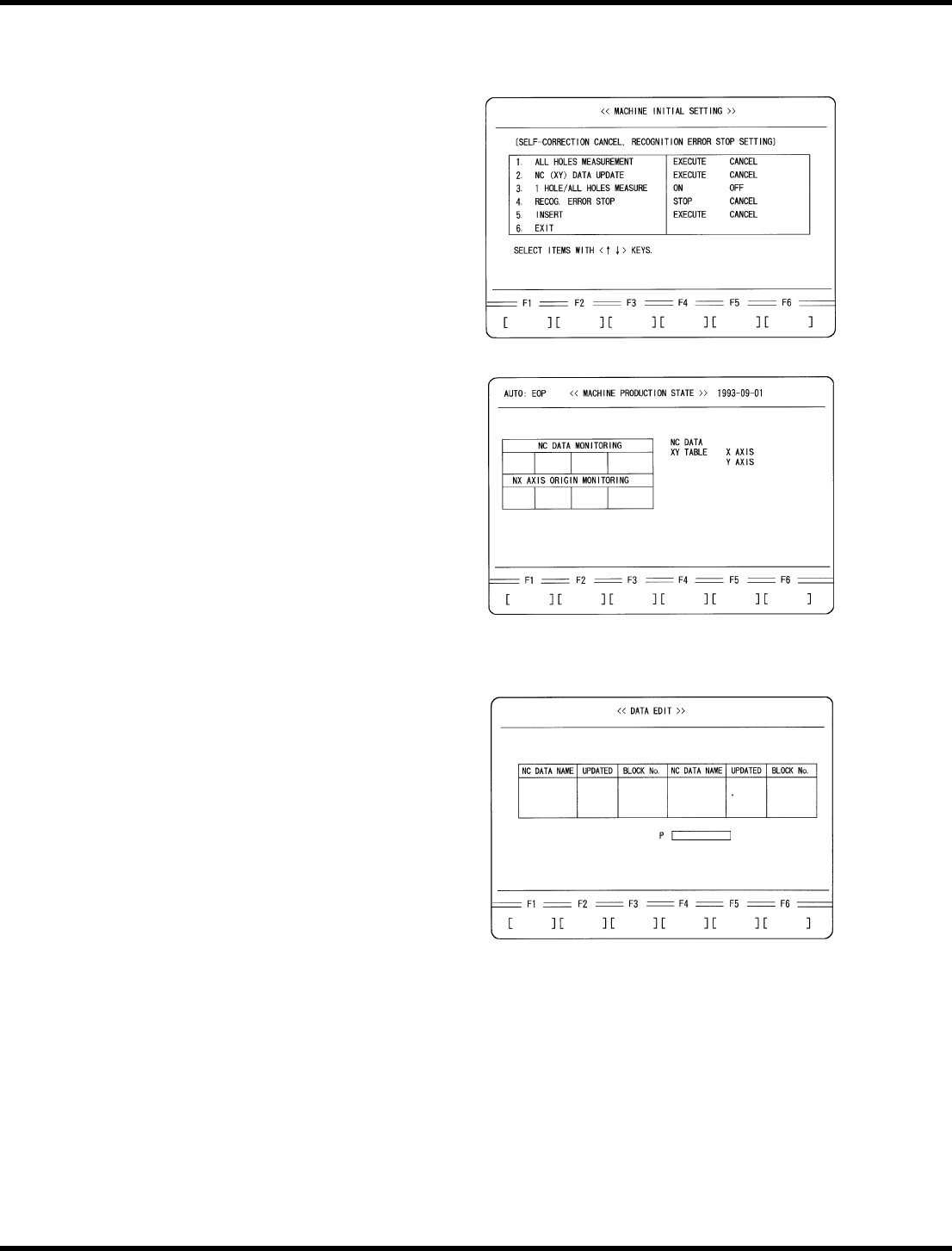
按F1(机器初始数据)。
•
按F6(MORE)两次。
•
按F2(选择−校正取消)。
•
设置以下数据:
3. 1个孔/所有孔测量−: 离开
5.
插入 取消
5.
在自动模式下执行识别(覆盖NC数据)
•
按ESC两次。
•
按F6(MORE)。
•
按AUTO键。
•
按EOP键。
•
按START键。
6.
改为手动模式,选择教学模式,选择创建的
NC数据进行调整。
•
按MANU键。
•
按1BLK。
•
按F3(NC数据教学)。
•
将光标移动到NC数据的名称,以便使用$键
进行识别调整。
•
按Enter键。
•
按F1(YES)。
rh5
服务手册
5.32设置偏移值
da3sec−83−9q0−a0
5.32
−
10
14
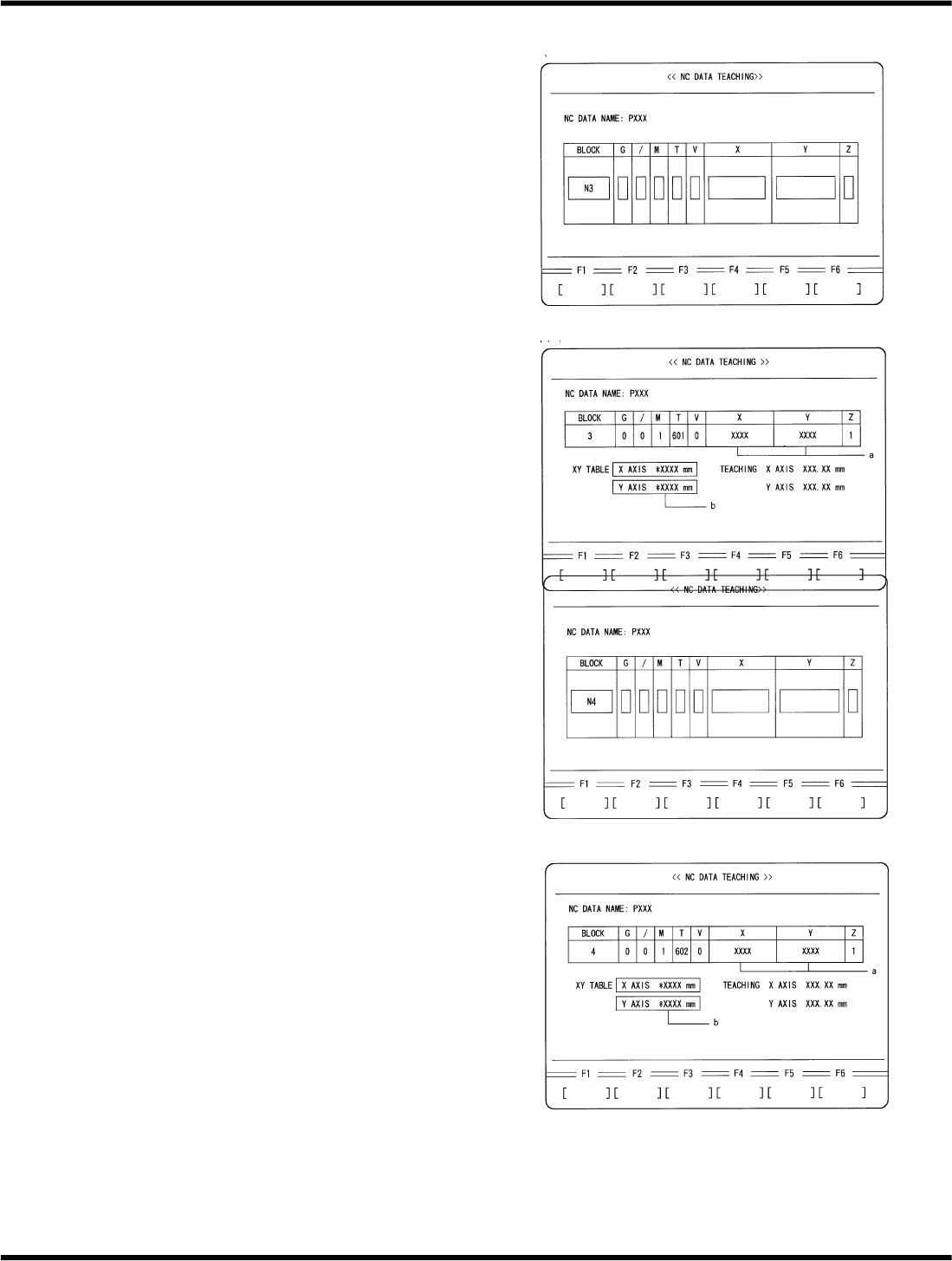
7.
将XY表移动到NC数据中N3块的插入位置。
•
使用$将光标移动到N3块
钥匙。
•
按Enter键。
•
按F1(移动)。
8.
检查XY之间的差异
坐标(A)和XY表位移(B)。
•
比较3中写下的XY表坐标(a)和XY表位移
(b 。 摄 像 机 安 装 位 置 调 整
(6.32−5(5))。 确保这些值之间的差值
在0.03mm±以内。
•
检查导针是否已对准板孔中心。
9.
将XY表移动到NC数据中N4块的插入位置。
•
按ESC键。
•
使用$将光标移动到N3块
钥匙。
•
按Enter键。
•
按F1(移动)
10.
检查XY之间的差异
坐标(A)和XY表位移(B)。
•
比较6.32−11(3)中写下的XY表坐标(a)
和XY表位移(b)。 “自动相机偏移测量(Y
方向)”。
确保这些值之间的差值在0.03mm±以内。
•
检查导针是否已对准板孔中心。
rh5
服务手册
5.33铅刀和胶带刀行程调整
5.33
−
1
1
da3sec−83−9r0−a0
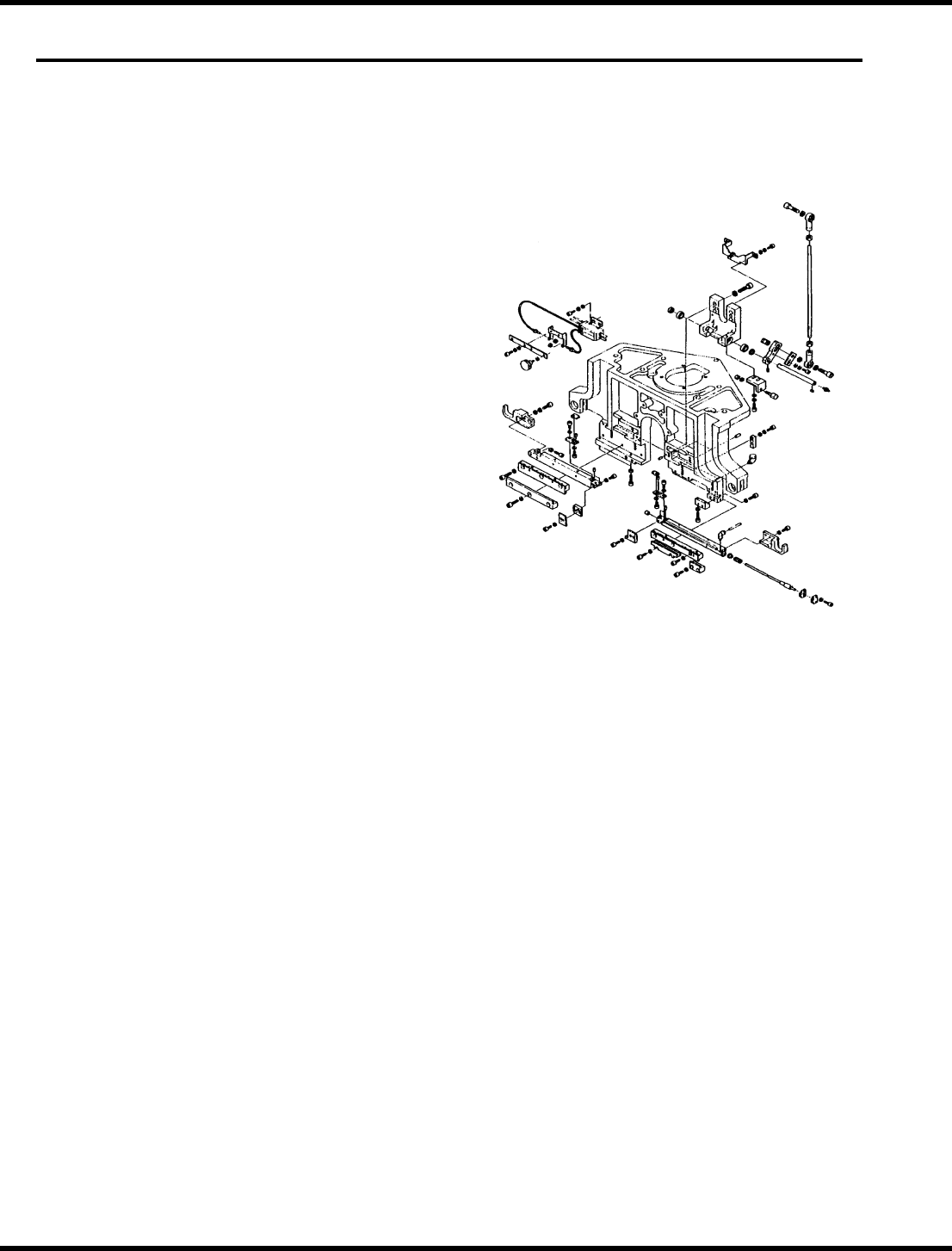
5.33
铅刀和胶带刀行程调整
判决编号。
da3sec−83−9r0−a0
什么时候表演
•
当切割错误发生时。
所需工具
•
杠杆−操作刻度盘规
•
艾伦扳手
筹备工作
•
将给料机车厢移动到一个位置,在该位
置,刀具叶片可以很容易地从机器的后
部移除。
•
拆下刀具刀片,用新的(铅刀、胶带刀)
更换)。