Q170226E01 中文版.pdf - 第225页
rh5 服务手册 5.33铅刀 和胶带刀行程 调整 da3s ec − 83 − 9r0 − a0 5.33 − 2 2 凸轮传动 (刀具2的 行程调整) 1. 拆卸安装刀 具2滑块的 螺栓。 2. 转动手轮将 数字顺序计时 器设置为 315°。 3. 挤压刀具2的滑 块,使 刀具1和刀具2 轻啮合。 (不挤) 4. 锁定刀具2的螺 栓。 5. 将数字顺序 计时器设置为 0°,并 将操 作 − 刻度盘规的 杠杆设 置为“0”,同 时将其…
rh5
服务手册
5.33铅刀和胶带刀行程调整
5.33
−
1
1
da3sec−83−9r0−a0
5.33
铅刀和胶带刀行程调整
判决编号。
da3sec−83−9r0−a0
什么时候表演
•
当切割错误发生时。
所需工具
•
杠杆−操作刻度盘规
•
艾伦扳手
筹备工作
•
将给料机车厢移动到一个位置,在该位
置,刀具叶片可以很容易地从机器的后
部移除。
•
拆下刀具刀片,用新的(铅刀、胶带刀)
更换)。
rh5
服务手册
5.33铅刀和胶带刀行程调整
da3sec−83−9r0−a0
5.33
−
2
2
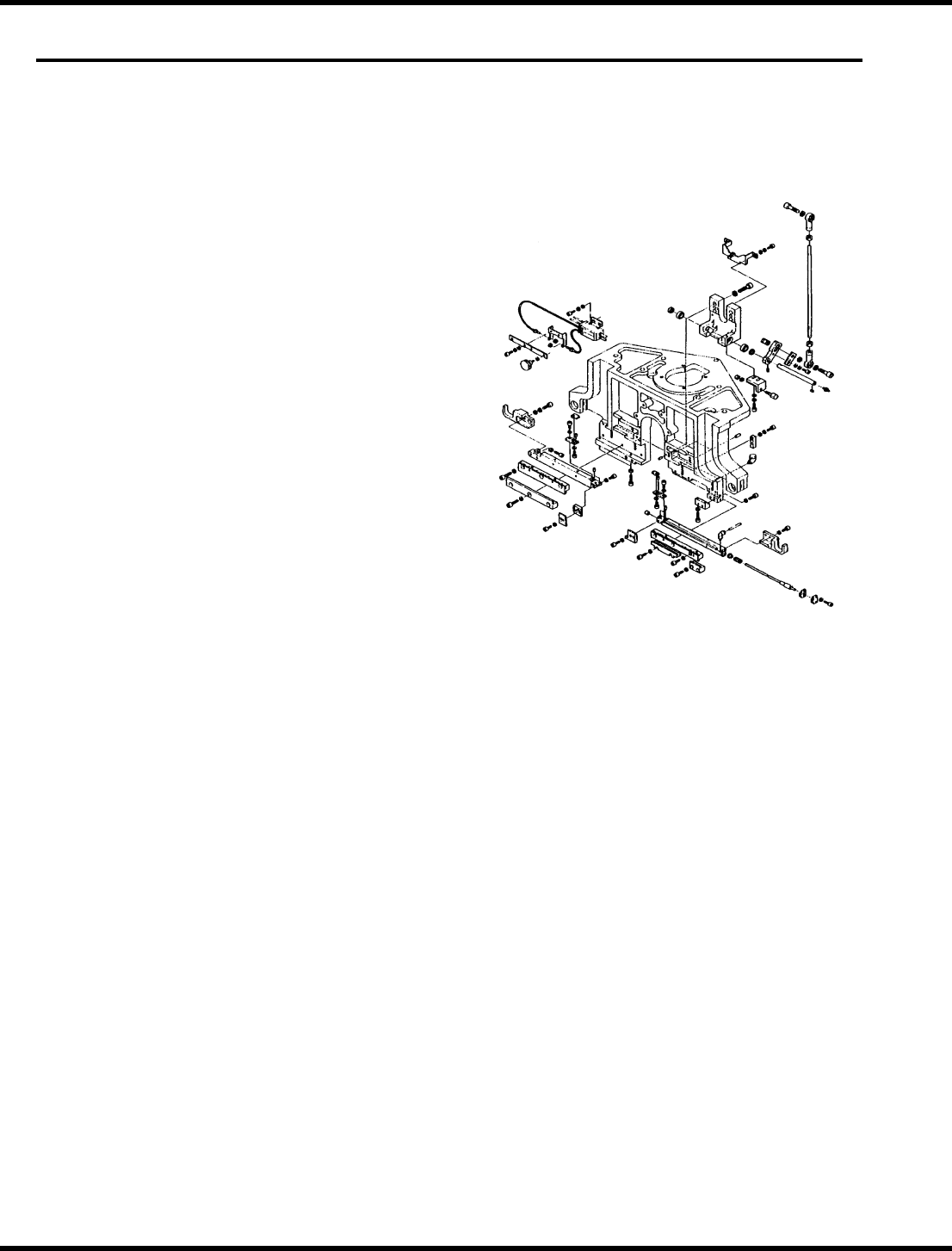
凸轮传动(刀具2的行程调整)
1.
拆卸安装刀具2滑块的螺栓。
2.
转动手轮将数字顺序计时器设置为
315°。
3.
挤压刀具2的滑块,使刀具1和刀具2
轻啮合。
(不挤)
4.
锁定刀具2的螺栓。
5.
将数字顺序计时器设置为0°,并将操
作−刻度盘规的杠杆设置为“0”,同
时将其按在刀具的滑块单元上。
6.
再次拆卸安装刀具2滑块的螺栓。
7.
挤压刀具2的滑块,直到杠杆−操作的刻
度盘规的针指示0.1毫米。 然后,重新−
拧紧螺栓(X
2)固定刀具2。
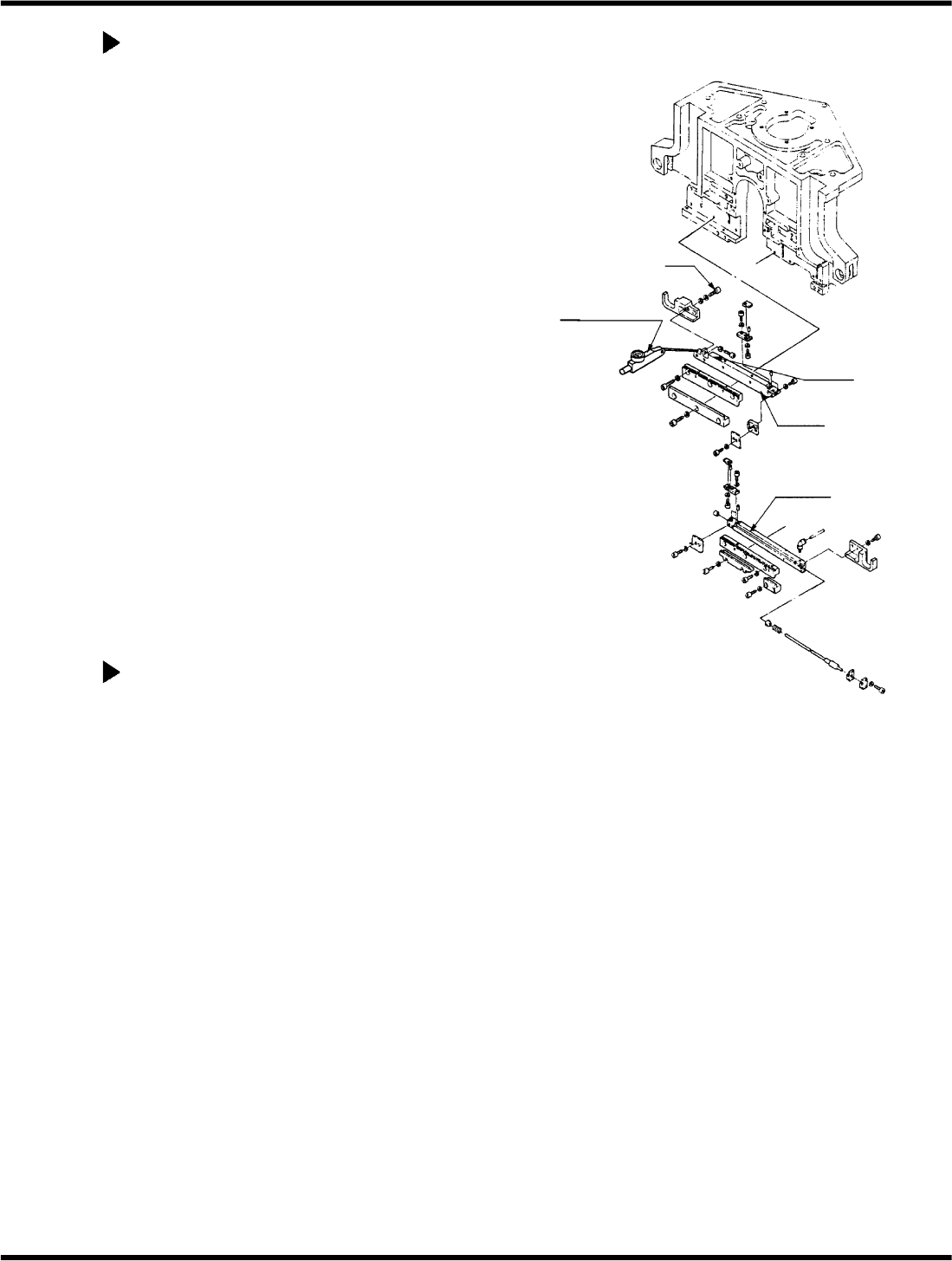
凸轮传动(切割检查)
1. 用实际部件进行试切,以确保胶带
废料在摇动后脱落
组件一次或两次。
=检查=
如果胶带废料或铅废料未能被切割,
请参考“5.15铅/杂碎和胶带切割机
更换和调整”来检查刀具’。
博
尔
特
a
液位−操作刻度
盘计
刀2
斯莱德
切特1号
a
rh5
服务手册
5.33铅刀和胶带刀行程调整
5.33
−
1
3
da3sec−83−9r0−a0
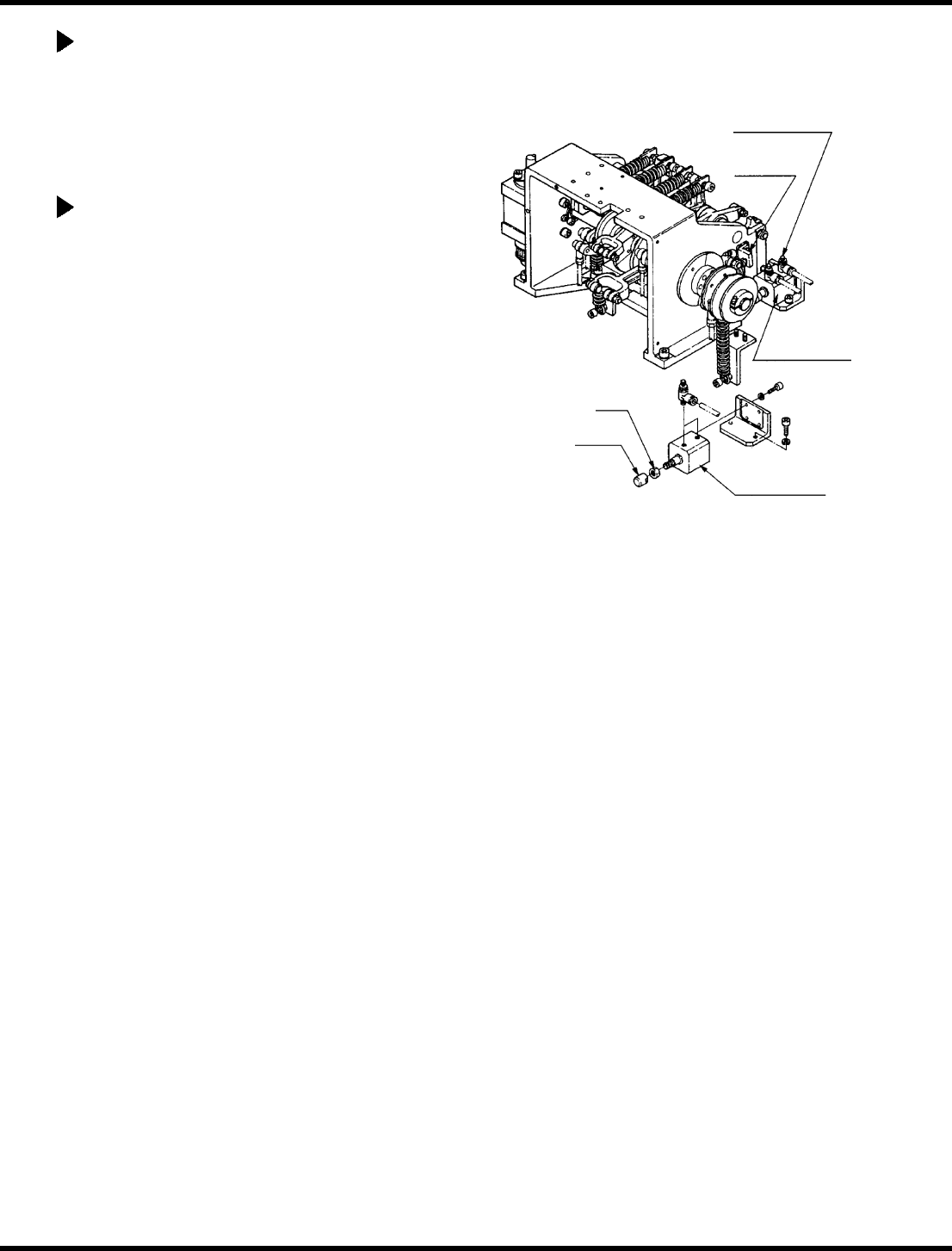
气缸驱动调整
1. 将机器设置为手动模式(FEED/手动切
割),并检查组件是否被切割为相同的
上述条件。
切割机气缸速度
控制器
气缸驱动调整(如果组件没有正确切
割:)
1.
将数字序列定时器设置为315°。
2.
拆卸气缸末端的衬套和螺母,用于切割
机。
=参考=
为了便于调整,建议拆卸刀具反向
极限处的塞子支架。
3.
打开子−控制面板上的“计算机。
4.
转动气缸末端的推杆,以便切割机
将其插入凸轮杠杆中,没有间隙。
5.
在子−控制面板上关闭“切断器。
6.
将气缸末端的推杆旋转90°(向
右),以固定推杆和螺母的方向,
推杆伸展。
7.
转动手轮将数字顺序计时器设置为
0°。
8.
将机器设置为手动模式(FEED/手动切
割),并检查组件的切割情况。
=参考=
如果只有当刀具用很少的硬导线切割
电子元件时才发生切割误差,则增加
刀具速度控制器的速度
汽缸。
停车支
架
用于切割器的
气缸
坚
果
普瑟
用于切割器的
气缸