Q170226E01 中文版.pdf - 第228页
rh5 服务手册 5.34轴线 高度检查和调 整 5.34 − 1 1 da3s ec − 83 − 9s0 − a0 5.34 轴高 度 检 查 和 调 整 判决编号。 什么时候 表演 • 当胶 带废料 即使在 更换 引线切 割机 和胶 带切割机后 也会散落。 • 当插入错误 频繁发生时。 准备工作 • 艾伦扳手 • 厚度计 • 斯潘纳 • 开槽螺丝刀 da3sec − 83 − 9 s0 − a0 胶带废料 检查 1. 在自动模式 …

rh5
服务手册
5.33铅刀和胶带刀行程调整
da3sec−83−9r0−a0
5.33
−
2
4
=备忘录=
rh5
服务手册
5.34轴线高度检查和调整
5.34
−
1
1
da3sec−83−9s0−a0
5.34
轴高度检查和调整
判决编号。
什么时候表演
•
当胶带废料即使在更换引线切割机和胶
带切割机后也会散落。
•
当插入错误频繁发生时。
准备工作
•
艾伦扳手
•
厚度计
•
斯潘纳
•
开槽螺丝刀
da3sec−83−9s0−a0
胶带废料检查
1.
在自动模式下,插入组件并检查铅废
物。
2.
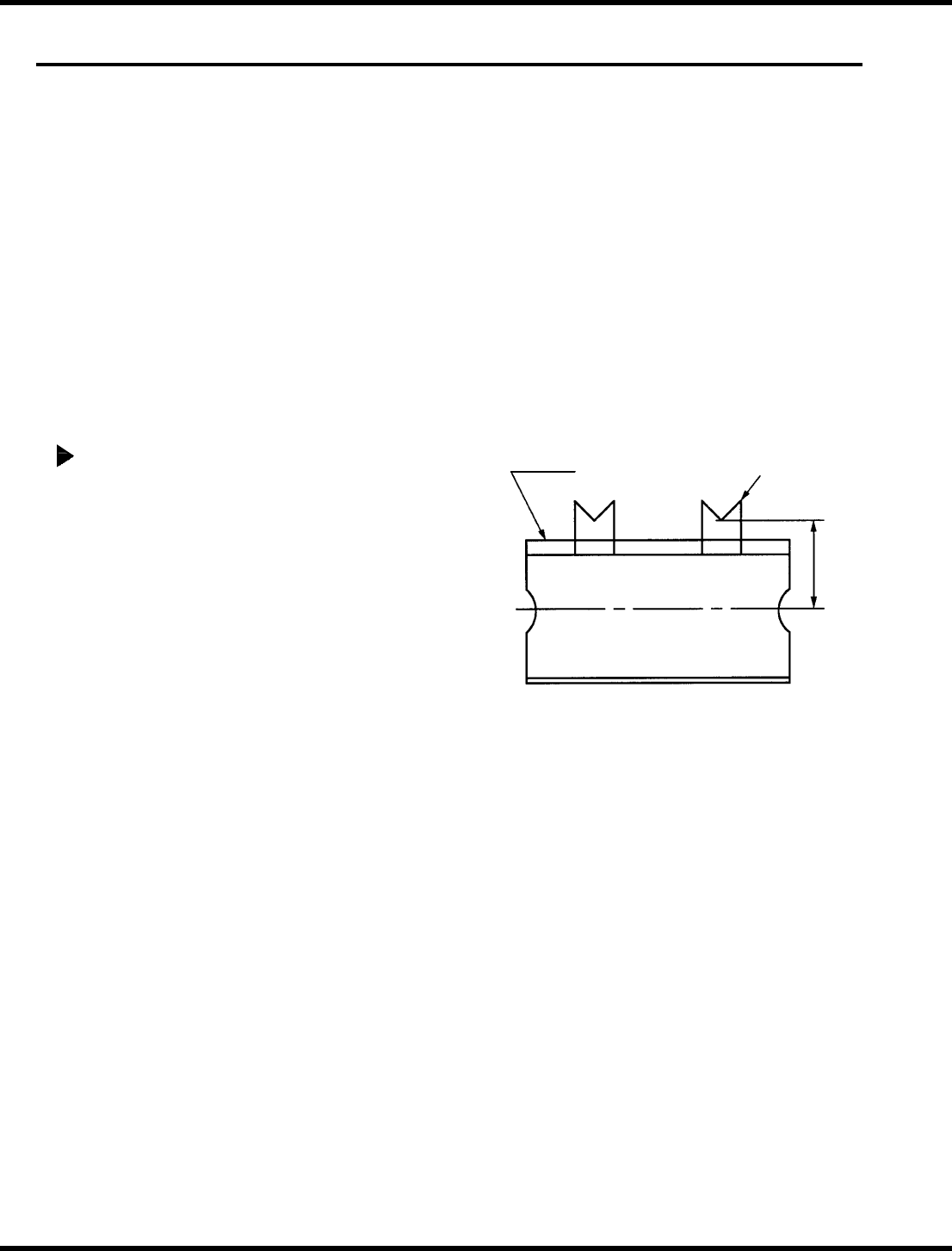
确保胶带废料长度为
10.2±0.2毫米。
=检查=
切割Z轴两侧胶带废料并检查。
(Z轴编号。 1和80(62))
录像带浪费
切断状态
10.2毫米
±0.2
rh5
服务手册
5.34轴线高度检查和调整
da3sec−83−9s0−a0
5.34
−
2
2
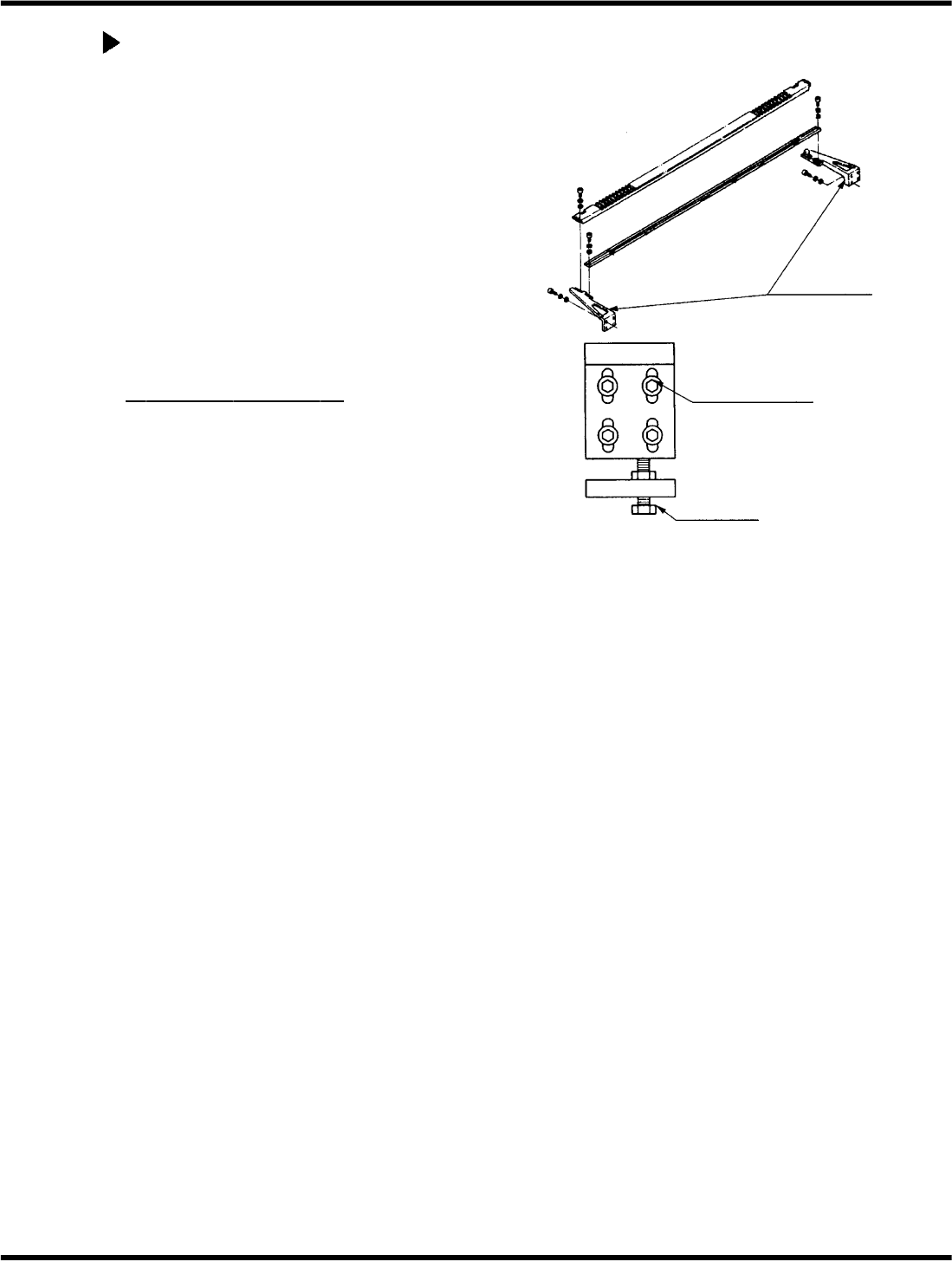
调整Z轴高度(提高Z轴)
1.
拆卸Z轴支架(4−M8)。
2.
使用开槽螺丝刀,提升Z轴支架,并在螺栓
塞子和支架之间夹层测厚仪(有要提高的高
度。
3.
重新紧固Z轴支架(4−M8)。
4.
拆下测厚仪,松开螺栓塞。
5.
挤压螺栓塞子并固定它,使0.03毫米厚度
计将不适合。
6.
再次检查胶带废料。
两个点在Z轴编号。 1和80(62)
Z轴支架
Z轴支架(4−M8)
螺栓塞子