Q170226E01 中文版.pdf - 第255页
rh5 服务手册 6.1检查维修精 度 da3s ec − 89 − 010 − a0 6.1 − 2 4 不 。 检查物品 说明 插图 标准 测量 值 15 砧摆动精度(X 方向 插入) 待测210° 通过移动铁 砧来测量铁砧 的 摆动精度 相对于XY表, 在X方向测量 灰尘罩的一 侧50毫米。 在X方向 拾取测试 毫米 0至0.04毫米 博尔特 M5x3 M6x4 M8x4 白色标记检 查 好的 16 砧摆动精度(Y 方向 插入) …
rh5
服务手册
6.1检查维修精度
da3sec−89−010−a0
6.1−1
3
不
。
检查物品
说明
插图
标准
测量值
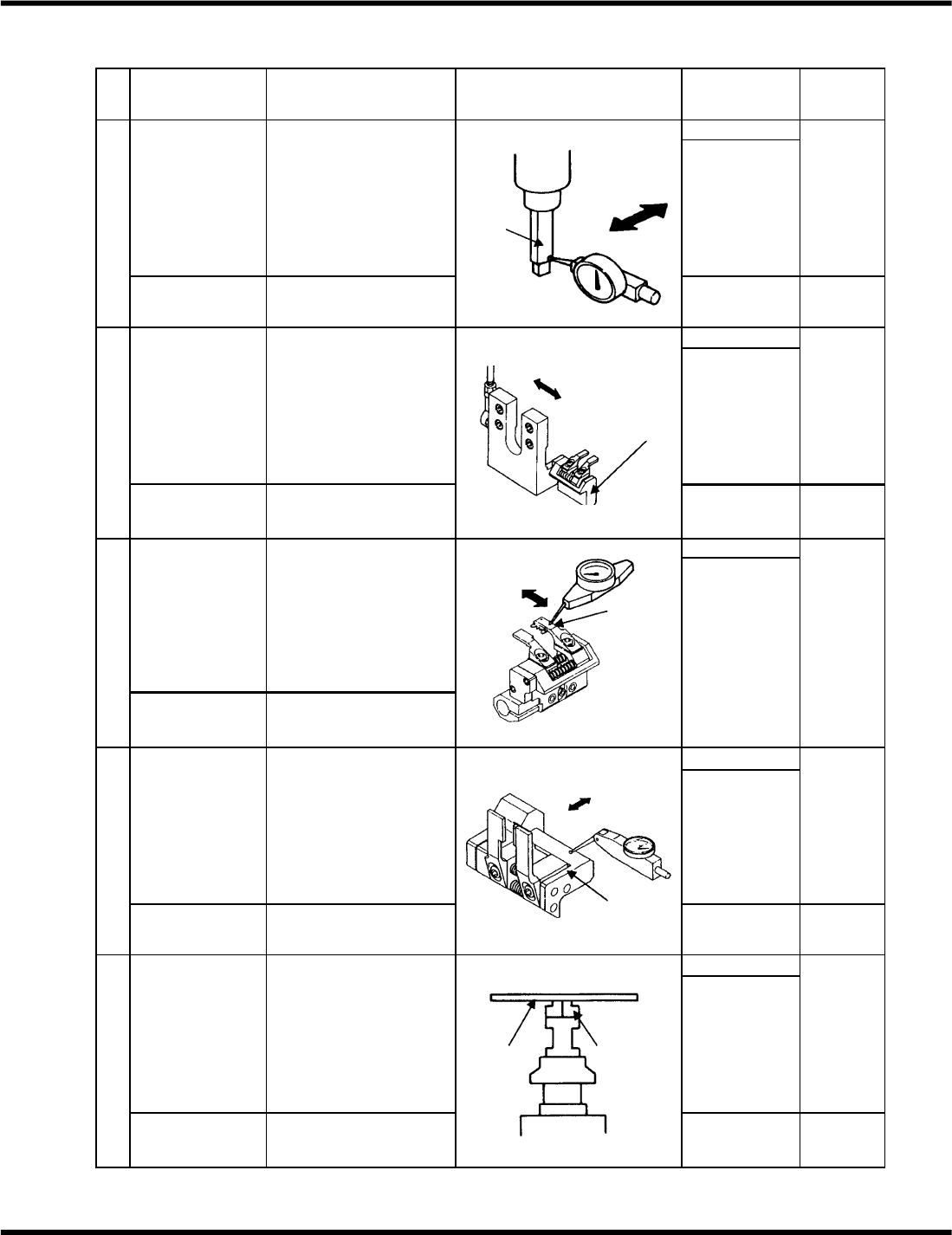
10
插入推杆并行性
以295°测量
测量原点位置的平面。
测量5mm范围内的值。
*进行幻灯片检查。
测量表面
拾取测试
毫米
0至0.05毫米
博尔特
M4x1
白色标记检查
好的
11
轴向传递卡盘安
装精度
通过移动测量安装精度
手动转移卡盘,以确保没
有发挥在轴向。
没有在Y方向
玩
拾取测试
毫米
0至0.03毫米
博尔特
M4x3
白色标记检查
好的
12
传递卡盘平行
以260°计量
待查0°
与转移卡盘在卡盘位置,测量
爪顶面的平行度(左侧),在
Y方向移动XY工作台20毫米。
测量表面
拾取测试
于0°:
毫
米
在270°:
毫
米
0至0.04毫米
博尔特
M4x3
M5x2
M8x4
13
传递卡盘垂直度
以90°测量
与转移卡盘在转移位置,测量
通过在Y方向上将XY工作台移
动20mm,在卡盘体表面的垂直
度。
测量表面
拾取测试
毫米
0至0.04毫米
博尔特
M5x2
白色标记检查
好的
14
砧高度精度
以275°测量
以XY表的PCB传递面为基准,
测量砧最上面位置的高度。
(中心
固定块)
个人电脑 董事会
最上面的
位置
拾取测试
毫米
−0.05至0.05mm
博尔特
M6x2
白色标记检查
好的
rh5
服务手册
6.1检查维修精度
da3sec−89−010−a0
6.1−2
4
不
。
检查物品
说明
插图
标准
测量值
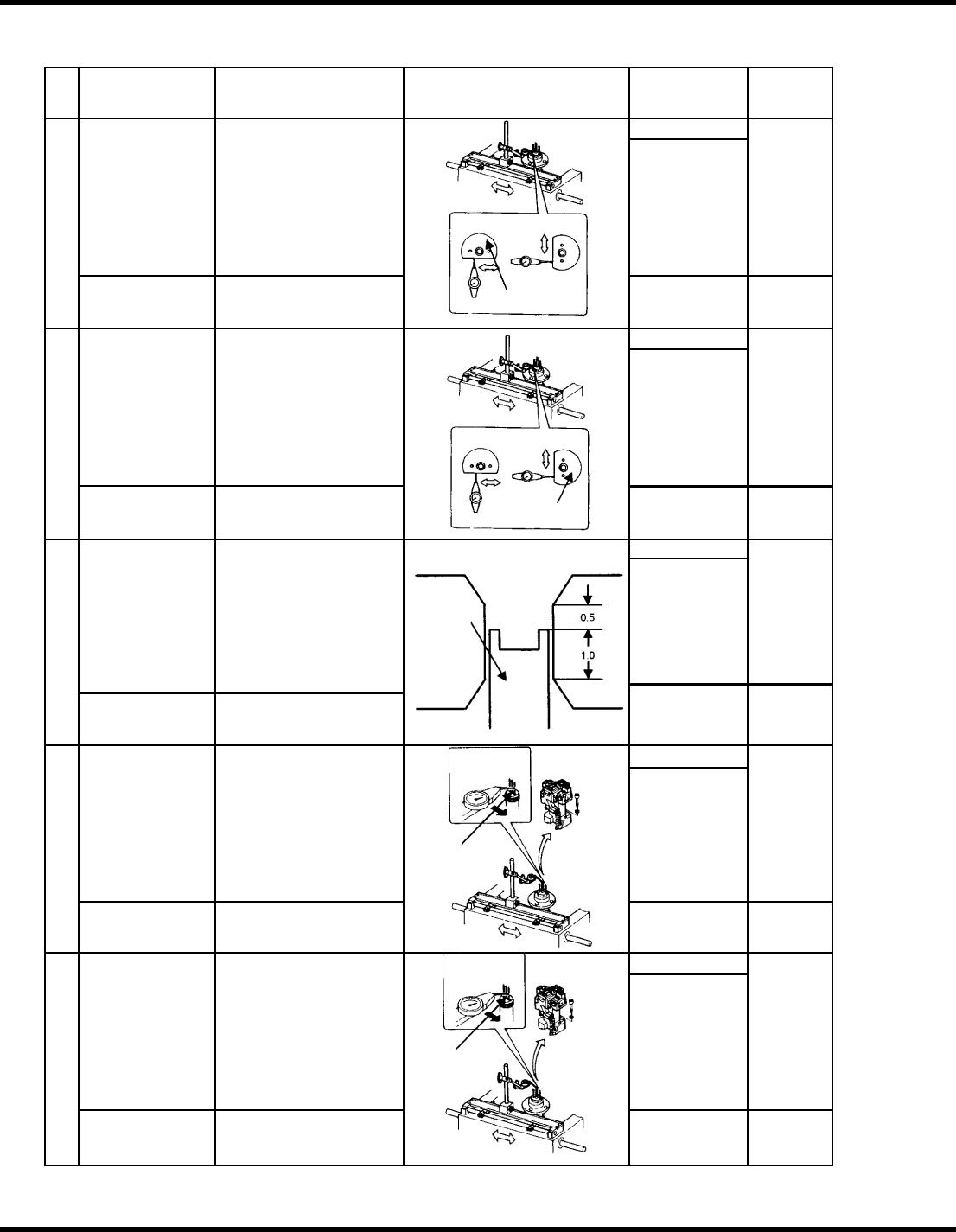
15
砧摆动精度(X方向
插入)
待测210°
通过移动铁砧来测量铁砧的
摆动精度
相对于XY表,在X方向测量
灰尘罩的一侧50毫米。
在X方向
拾取测试
毫米
0至0.04毫米
博尔特
M5x3
M6x4
M8x4
白色标记检查
好的
16
砧摆动精度(Y方向
插入)
待测210°
通过移动铁砧来测量铁砧的
摆动精度
相对于XY表,在Y方向测量
灰尘罩的一侧50毫米。
在Y方向
拾取测试
毫米
0至0.04毫米
博尔特
M6x2
M8x3
白色标记检查
好的
17
导针高度精度
以205°测量
当导引销位于最上面位置
时,确保销钉的边缘在平表
面顶端以下0.5mm。
(目视检查范围。 )
0.5
导针
1.0
* * * * * * *
毫米
0.5±0.1毫米
白色标记检查
好的
博尔特
M6x2
18
导针摆动精度
(向X方向插入)
待测210°
测量导向销的摆动精度,方
法是将其从XY工作台向X方向
移动到墨盒顶部表面以下2毫
米。
测量点
拾取测试
毫米
0至0.02毫米
博尔特
M6x1
白色标记检查
好的
19
导针摆动精度
(插入Y方向)
待测210°
测量导向销的摆动精度,方
法是将其从XY工作台向Y方向
移动到墨盒顶部表面以下2毫
米。
测量点
拾取测试
毫米
0至0.02毫米
博尔特
M6x1
白色标记检查
好的
rh5
服务手册
6.1检查维修精度
da3sec−89−010−a0
6.1−1
5
不
。
检查物品
说明
插图
标准
测量值
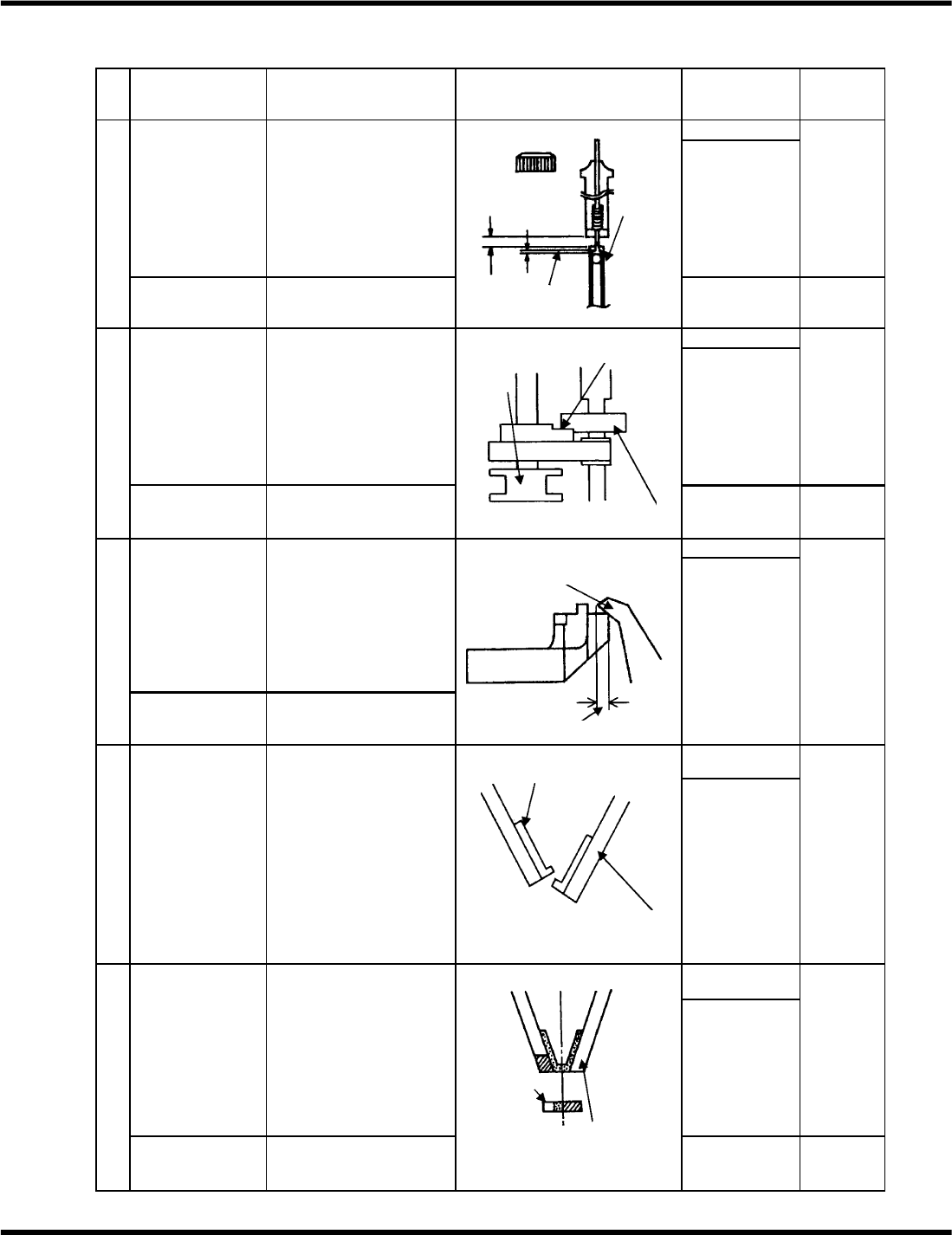
20
选择杆间隙设置
待测210°
当导针在最上面的位置
时,移动导针上面
气缸向上/向下,直到三个
引脚相互平行。 然后,设
置间隙高0.3mm
比这个位置。
最上面的位
置
确保这里的安
全。
拾取测试
毫米
0.25至0.35毫米
博尔特
M3x2
白色标记检查
好的
21
导销上部塞尺设
置
待测210°
测量导针在最上面位置时,
导针与塞子之间的间隙。
清除:0
最上面的位置
停车
厚度计
毫米
0至0.02毫米
博尔特
M5x1
白色标记检查
好的
22
可移动刀片行
程
在最大行程位置测量中心铅
切刀片与活动刀片之间的间
隙。
最大行程位置
中风
针规
毫米
0.5至0.7毫米
博尔特
M6螺母x2
23
插入卡盘关闭精
度
确保卡盘
当插入卡盘关闭时,橡胶没
有错位。
插入卡盘橡胶
插入卡盘爪
× × × ×
× × ×
好的
目视检查
24
插入卡盘/导向卡
盘关闭中心
检查插入卡盘的关闭中心,
引导卡盘在230°位置。
向导恰克
插入卡盘爪
× × × ×
× × ×
好的
目视检查
博尔特
M5x2
白色标记检查
好的