Q170226E01 中文版.pdf - 第259页
rh5 服务手册 6.1检查维修精 度 da3s ec − 89 − 010 − a0 6.1 − 2 8 不 。 检查物品 说明 插图 标准 测量 值 35 转移卡盘和 切刀 中心 以转移卡盘 关闭中心为基 准,检查原 点的刀具关闭 中 心。 刀具推进深 度:0.1mm 中心位置 转让 恰克 必须匹配 利爪 卡特 * * * * * * * 好的 目视检查 博尔特 M6x4 白色标记检 查 好的 36 插入卡盘高 度精 度 使用的电子…
rh5
服务手册
6.1检查维修精度
da3sec−89−010−a0
6.1−1
7
不
。
检查物品
说明
插图
标准
× × × ×
× × ×
测量值
30
定位销平行度
通过在X方向移动工作台,以
左边的定位销为
参考资料。
定位销
拾取测试
毫米
0至0.02毫米
博尔特
M5x4
白色标记检查
好的
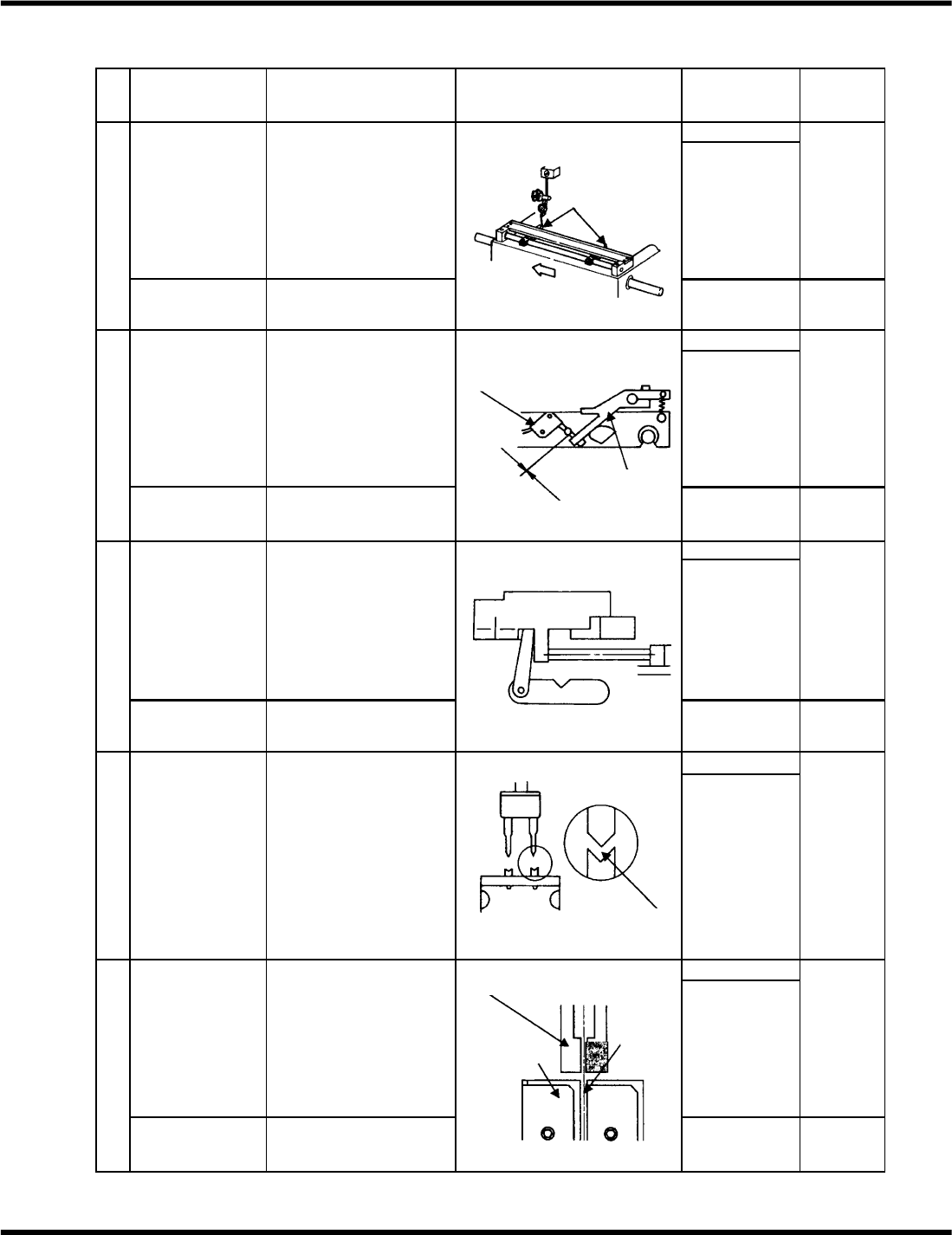
31
PC B微−开关设置
测量微型−开关与杠杆之间
的间隙。
微型−开关
杠杆
拾取测试
毫米
0.3至0.7毫米
博尔特
M4六边形x2
白色标记检查
好的
32
进料推杆与零件盒
式磁带之间的间隙
以290°测量
检查进料推杆与零件盒之间
的间隙,进料推杆突出。
*只核对
厚度计
右端:
毫
米
左端:
毫
米
0.5至0.7毫米
博尔特
M5x1
白色标记检查
好的
33
进料和切刀中心
使用的电子元件,其精度已被
检查
胶带量规,手动切割引
线,检查V−切割条件。
切断条件
* * * * * * *
好的
目视检查
34
Z轴原点
确保零件盒的转移卡盘和凹
槽的中心位置匹配。
传送卡盘
中心位置必须
匹配。
盒式磁带
厚度计
好的
目视检查
博尔特
M8x4
32.7N·m
好的
rh5
服务手册
6.1检查维修精度
da3sec−89−010−a0
6.1−2
8
不
。
检查物品
说明
插图
标准
测量值
35
转移卡盘和切刀
中心
以转移卡盘关闭中心为基
准,检查原点的刀具关闭中
心。
刀具推进深度:0.1mm
中心位置
转让 恰克
必须匹配
利爪
卡特
* * * * * * *
好的
目视检查
博尔特
M6x4
白色标记检查
好的
36
插入卡盘高度精
度
使用的电子元件,其精度已被
检查
胶带量规,检查电子元件的
引线中心和
导针的匹配。
电子元件引线
导针
* * * * * *
*
好的
目视检查
博尔特
M6x6
白色标记检查
好的
37
头部塞子设置
将凸轮轴旋转到0位置并检
查
插入头和塞子完全接触,
没有任何间隙。
这里没有许可
* * * * * * *
毫米
0至0.03毫米
博尔特
M5x2
白色标记检查
好的
38
机架塞子设置
确保塞子
接触完全在90°位置,没
有间隙。
检查插入卡盘是否没有播
放。
旋转方向不玩
厚度计
毫米
0至0.03毫米
博尔特
M5x2
白色标记检查
好的
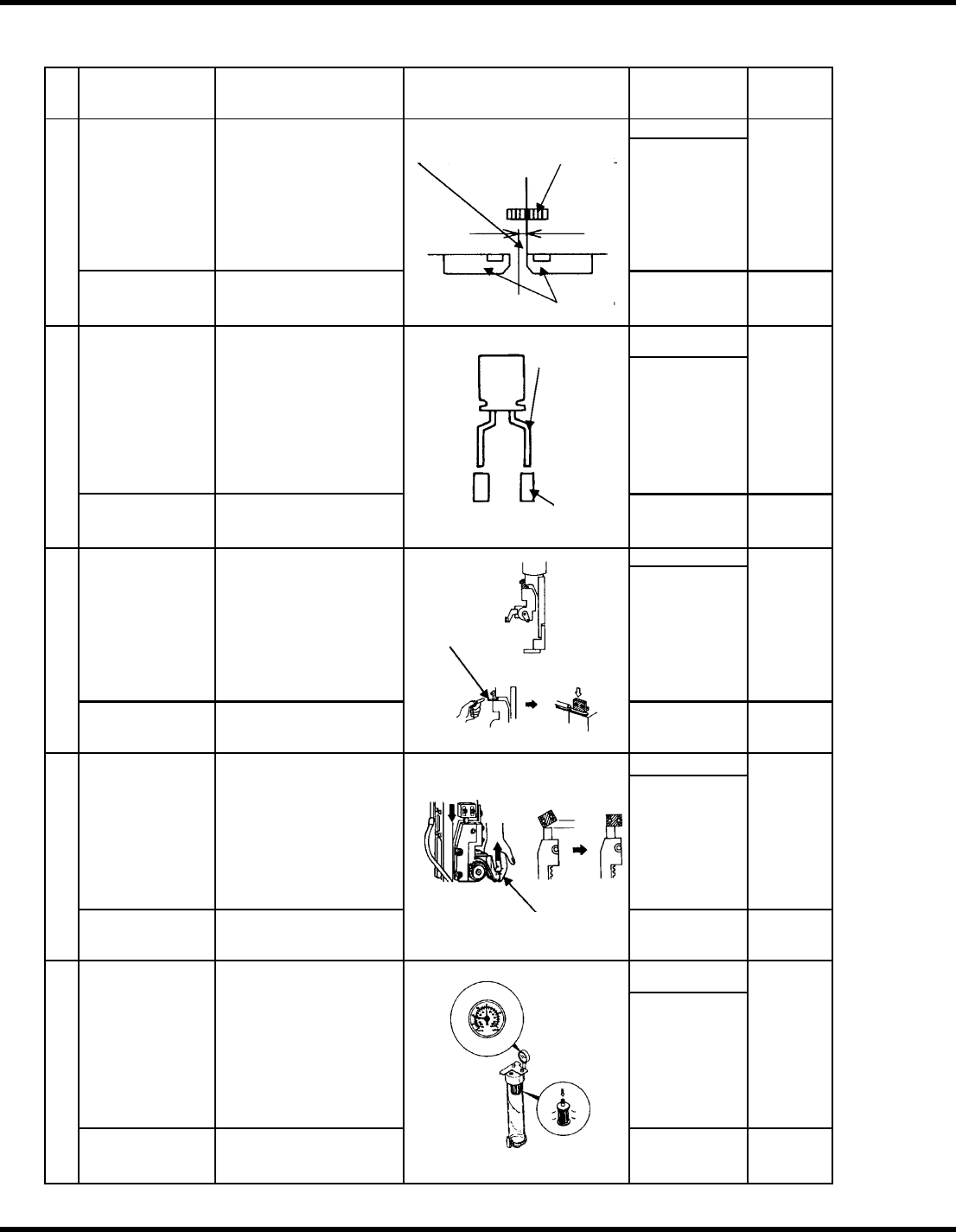
39
真空泵
通过调节真空泵的压力阀来
设置真空压力。
* * * * * *
*
k Pa
46.7至49.3千帕
博尔特
压力阀
白色标记检查
好的

rh5
服务手册
da3sec−84−000−a0
7.0
−
2