Q170226E01 中文版.pdf - 第263页
rh5 服务手册 da3s ec − 84 − 290 − a0 7.1 − 2 TP4:凸轮轴转 速 班长 TP3:Z − 轴速 度监视器TP2: Y − 轴速度监视 器 TP1:X − 轴速 度监视器TPG: GND 7.1NC单元调整 7.1 .2 交流伺服电机驱 动器调整 (1) 输入电机驱 动器和数控板 的参数设置值 。 (2) 执行原产地 返回。 然后 ,在检查JO G模式下的当 前位置时,调 整驱动程序偏 移量( Cn −…
rh5
服务手册
7.1NC单元调整
7.1
−
1
1
da3sec−84−290−a0
7.1
NC单元调整
7.1.1
表信号连接检查
(1)+LM和−LM开关检查
判决编号。
da3sec−84−290−a0
在此状态下,将X−轴向+方向移动,检查X+极限监视器亮起。 接下来,将X−轴向−方向移动,检查X−
限制监视器是否亮起。 以同样的方式检查Y轴和Z轴。
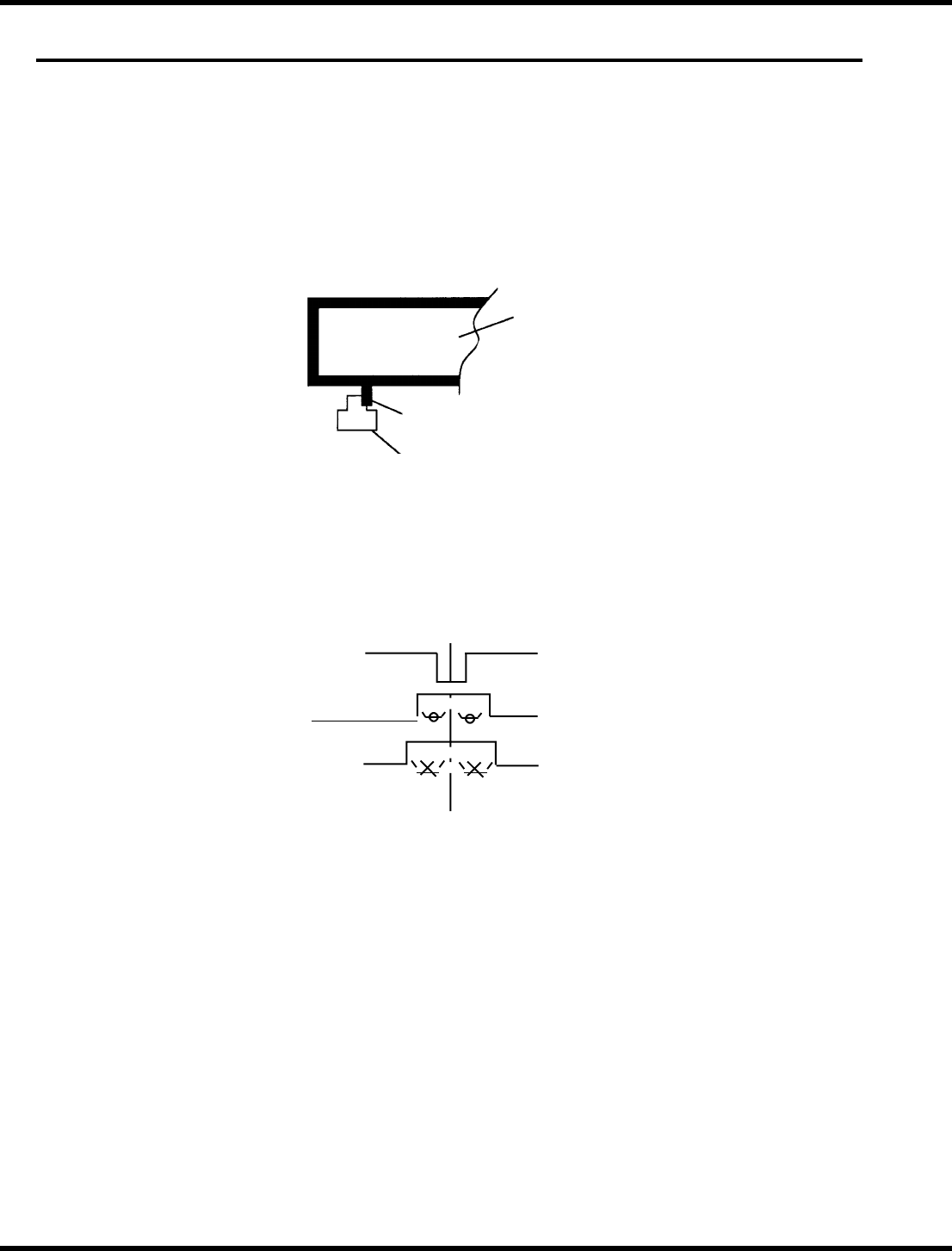
(2)+LM和−LM开关安装位置检查
慢慢按限位开关方向推动台面。 停止在极限传感器检测到桌子的瞬间推动桌子。
十−Y桌
石板
限制传感器光电
图7.1−1−:+LM和−LM安装位置
(3) 原点慢信号和表原点信号
调整脉冲编码器产生的Z相信号中心上的原点慢信号和表原点信号。
Z相信号
表原点信号
起源慢信号
中心在Z相信号上
中心在Z相信号上
(4) 安全检查
图7.1−2−
安全开关(限制开关)安装在X/Y轴的中心和Z轴的两侧。 当桌子失控时他们会绊倒。
检查每个安全开关跳闸时,浸泡(伺服锁接合)。 如果在工作台移动时打开安全开关(限位开关)
(Doused)(安全极限误差停止),则将交流电机驱动器内部的速度命令电压切割为0V(零−钳),迫使
工作台立即停止。
rh5
服务手册
da3sec−84−290−a0
7.1
−
2
TP4:凸轮轴转速
班长
TP3:Z−轴速度监视器TP2:
Y−轴速度监视器
TP1:X−轴速度监视器TPG:
GND
7.1NC单元调整
7.1.2
交流伺服电机驱动器调整
(1) 输入电机驱动器和数控板的参数设置值。
(2) 执行原产地返回。 然后,在检查JOG模式下的当前位置时,调整驱动程序偏移量(Cn−000003−b*),使
当前位置值停止在0.00。
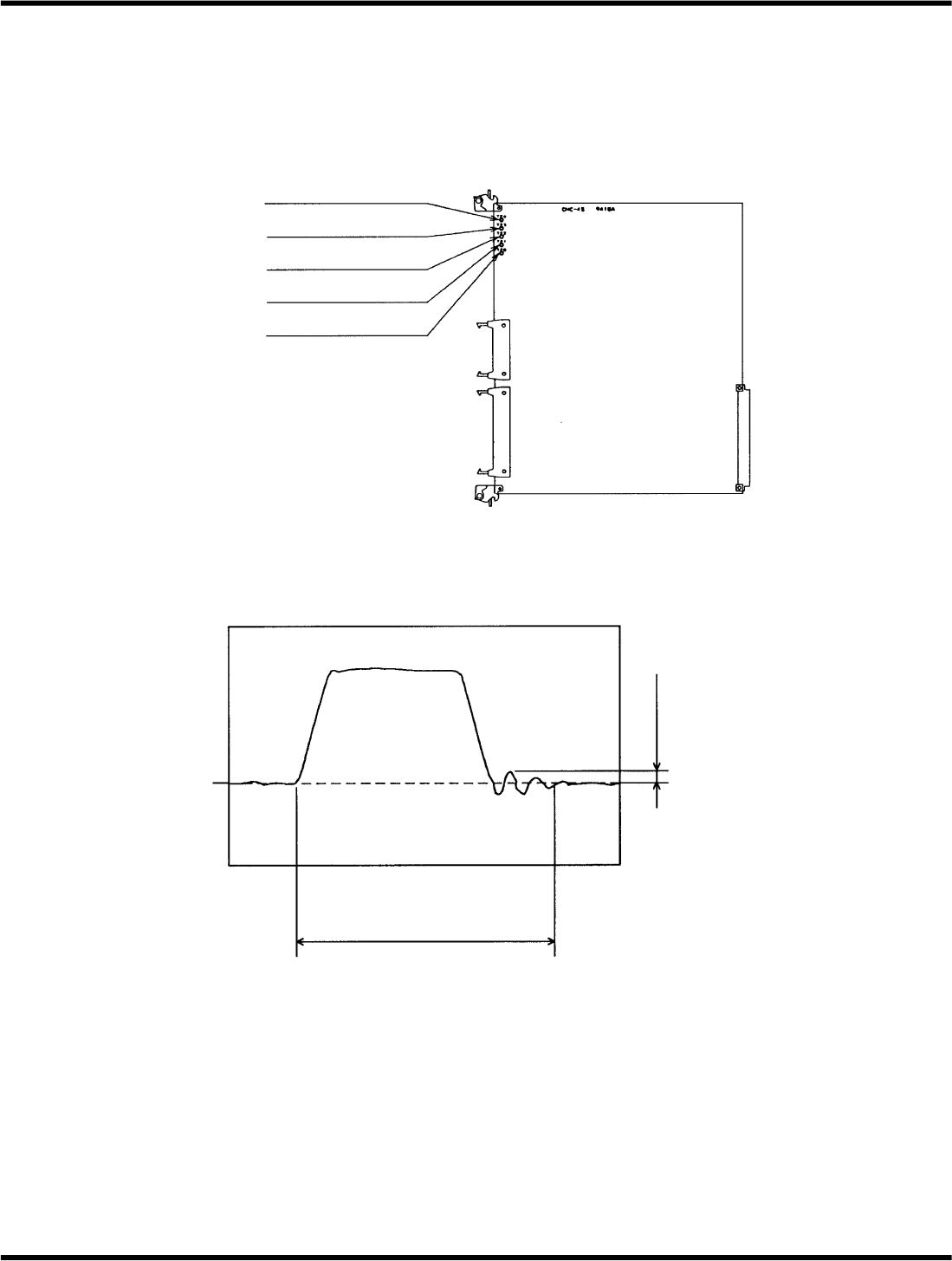
(3) 将数控板的速度监视器(VTG−M)连接到示波器上。
图7.1−3−数控−4S板检查销作业
(4) 测量速度监视器(VTG−M)的波形,确保波形中没有狩猎超调、欠冲或舍入。
图7.1−4−速度监视器波形
0v
卡姆:没有特别的限制
z: 移动两个磁带时,190米或更
少
xy: 移动55毫米时130米S或以
下。
100毫伏或以下
rh5
服务手册
7.1NC单元调整
7.1
−
1
3
da3sec−84−290−a0
如果电机振荡
1.
增加/减少扭矩命令滤波器常数(Cn−17)在1增量,直到振荡消除。
2.
如果振荡即使在上述1)调整后仍然存在,则以5次增量降低速度回路增益(Cn−04)以消除问题。 此时,
测量速度监视器(VTG−M)的波形,以确保没有狩猎,超调下冲,也没有在波形中四舍五入。
如果波形中存在狩猎、超调、欠冲或四舍五入
1. 以5个增量增加速度回路增益(Cn−04),以解决问题。
此时,测量速度监视器(VTG−M)的波形,以确保没有狩猎超调,
在波形中发现欠冲,也没有舍入。