00197338-01_UM_D1i_D2i_SR605_RU.pdf - 第213页
Руководство по эксплуатации SIPLACE D1i/D2i ПО - версия SR.605.03 SP2 и выше 4 Установка и ввод в эксплуатацию Издание 10/2012 RU 4.3 Монтаж автомата 213 →И з м е р ь т е расстояние между верхн им краем ленты транспор те…
Руководство по эксплуатации SIPLACE D1i/D2i
4 Установка и ввод в эксплуатацию ПО-версия SR.605.03 SP2 и выше
4.3 Монтаж автомата Издание 10/2012 RU
212
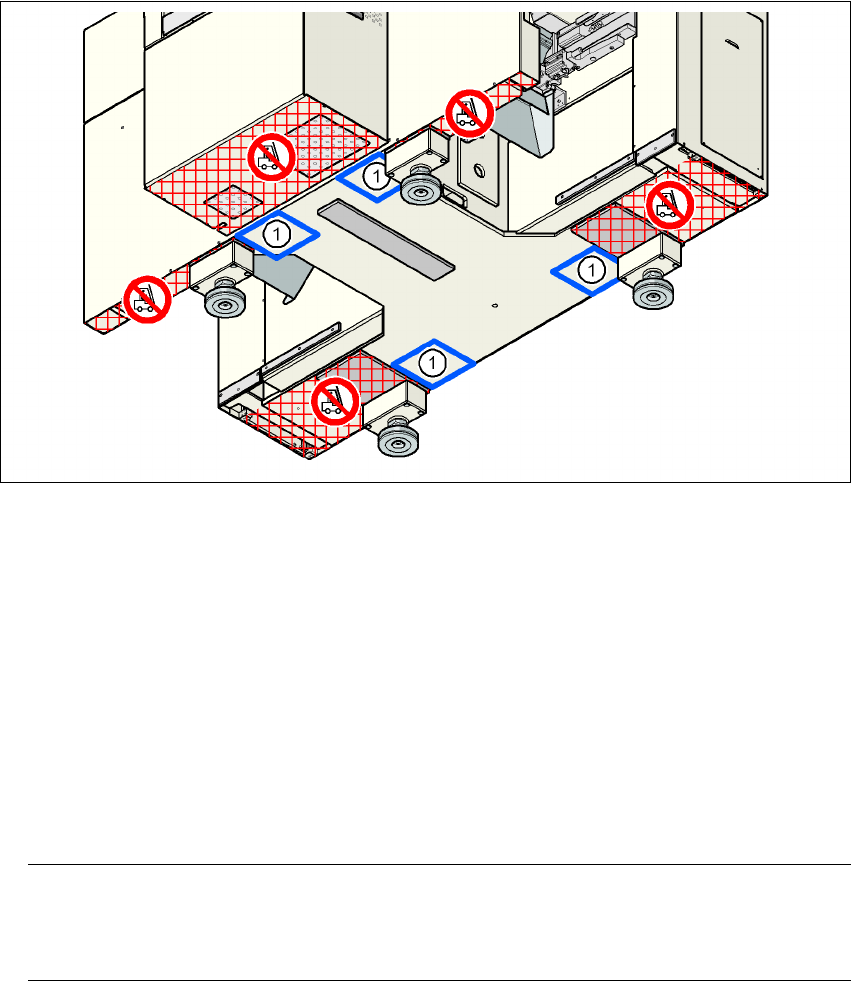
4.3.8.4 Выравнивание автомата при помощи пневмотранспортной системы
→Уложите под раму машины четыре воздушные подушки пневмотранспортной системы.
→Поднимите автомат и выровняйте его в сборочной линии.
→Проверьте расстояние до систем транспортировки печатных плат соседних автоматов.
Оно должно составлять от 1 до 3 мм.
→Опустите автомат.
4
Pис. 4.3 - 7 Точки опоры для пневмотранспортной системы
(1) Опорные поверхности для пневмотранспортной системы
4.3.9 Окончательная юстировка автомата
→Положите ватерпас машины в направлениях X и Y на стенки транспортера печатных
плат в зоне монтажа 1. Ширина транспортера печатных плат предварительно настрое-
на:
Простой транспортер 210 мм
Двойной транспортер, дорожка 1 100 мм
Двойной транспортер, дорожка 2 210 мм 4
УКАЗАНИЕ: 4
При использовании двойного транспортера кладите ватерпас для юстировки в направ-
лении X всегда только на внешние стенки автомата.
Руководство по эксплуатации SIPLACE D1i/D2i
ПО-версия SR.605.03 SP2 и выше 4 Установка и ввод в эксплуатацию
Издание 10/2012 RU 4.3 Монтаж автомата
213
→Измерьте расстояние между верхним краем ленты транспортера ПП и полом/землей.
Это расстояние должно составлять 800, 900, 930 или 950 мм.
→ Отрегулируйте при помощи гаечного ключа SW65 опорные ножки (поз. 1 на рис. 4.3 - 2
,
стр. 204
) таким образом, чтобы при заданной высоте транспортера печатных плат пу-
зырек в ватерпасе находился точно на нулевой отметке.
→ Проверьте высоту транспортера печатных плат.
→После выравнивания автомата затяните контргайки на опорных ножках.
→ Проверьте еще раз точность установки автомата при помощи ватерпаса.
4.3.10 Удаление транспортировочных фиксаторов
Удалите все транспортировочные фиксаторы с осей порталов.
4.3.11 Удаление антикоррозионного средства с направляющих
Автоматы перед поставкой обрабатываются антикоррозионным средством.
ОСТОРОЖНО 4
– Поэтому удалите антикоррозионное средство со всех осей и подшипников, если при
вводе в эксплуатацию оси машины смещаются в первый раз.
– Нанесите на все оси и подшипники указанную в руководстве по техобслуживанию кон-
систентную смазку.
Смешивание антикоррозионного средства с консистентной смазкой для подшипников мо-
жет привести к значительному снижению срока службы подшипников и направляющих.
ОСТОРОЖНО 4
При чистке направляющих и масштабных линеек спирт ни в коем случае не должен попа-
дать в каретку. Спирт разрушает консистентную смазку для подшипников в каретках.
4
4
Руководство по эксплуатации SIPLACE D1i/D2i
4 Установка и ввод в эксплуатацию ПО-версия SR.605.03 SP2 и выше
4.4 Настройка тележки для подачи компонентов в соответствии с высотой транспортера ПП Издание 10/2012 RU
214
4.4 Настройка тележки для подачи компонентов
в соответствии с высотой транспортера ПП
Тележка для подачи компонентов для подающих модулей S регулируется в соответствии
со следующими значениями высоты транспортера печатных плат в несколько приемов:
830 мм ± 15 мм Высота стандартной конструкции
900 мм ± 15 мм Опция
930 мм ± 15 мм Опция
950 мм ± 15 мм SMEMA - опция 4
4.4.1 Предупреждения об опасности
ПРЕДУПРЕЖДЕНИЕ 4
Регулировать высоту тележки для подачи компонентов разрешается выполнять только тех-
никам компании ASM Assembly Systems или сертифицированным специалистам.
→При этом необходимо соблюдать действующие правила техники безопасности.
→Снимите все подающие модули с плиты столика компонентов, если необходимо изме-
нить его высоту столика.
4.4.2 Инструменты и вспомогательные средства
Для регулирования высоты тележки для подачи компонентов требуются следующие инс-
трументы и вспомогательные средства:
– Шестигранный штифтовой гаечный ключ, размер 5
– Рым-болт с резьбой M12 для поднимания столика тележки для подачи компонентов,
DIN 580 M12 шт., изделие № 00048350-xx
– Подъемное приспособление для поднимания столика тележки для подачи компонен-
тов, грузоподъемность не менее 80 кг
4.4.3 Изменение высоты тележки для подачи компонентов
ПРЕДУПРЕЖДЕНИЕ 4
Снимите все подающие модули с плиты столика тележки для подачи компонентов.
→ Вкрутите рым-болт в отверстие M12 (поз. 1 на рис. 4.4 - 1
, стр. 216) столика тележки для
подачи компонентов.