Manuel d’utilisation_VF366_fr.pdf - 第105页
5|Mise en service INDICATION Pourquoi les cadres [Positionnement] et [Positions spéciales] ne s'affichent-ils pas ? a) Cela peut être du à différentes raisons : ð Votre machine ne dispose pas d'un réglage de …
5|Mise en service
ð Si les valeurs actuelles correspondont aux valeurs configurées saisies, le refe-
rencing est terminé.
5.3.9.2 Referencing du module de brasage
ü Voici comment référencer le module de brasage :
a) Dans la fenêtre de base, dans le cadre [Brasage], cliquer sur le symbole du mo-
dule de brasage.
ð La fenêtre de saisie [Module brasage 1 pot 1] s'ouvre :
b) Dans le cadre [Positions spéciales], cliquer sur la touche
pour démarrer la
prise de référence.
c) Répéter le processus pour tous les modules de brasage disponibles.
d) Cela termine le processus.
INDICATION
Le mouvement de déplacement peut prendre un certain temps.
a) Ne procédez à aucune saisie durant celui-ci.
b) Lors de la prise de référence, le symbole
apparaît dans la fenêtre des réglages
à côté d'un axe en mouvement.
ü Contrôler les positions X et Y :
a) Comparer les valeurs actuelles avec les valeurs nominales configurées.
b) En présence d'écart, ajuster le réglage. Répéter donc le referencing.
ð Si les valeurs actuelles correspondont aux valeurs configurées saisies, le refe-
rencing est terminé.
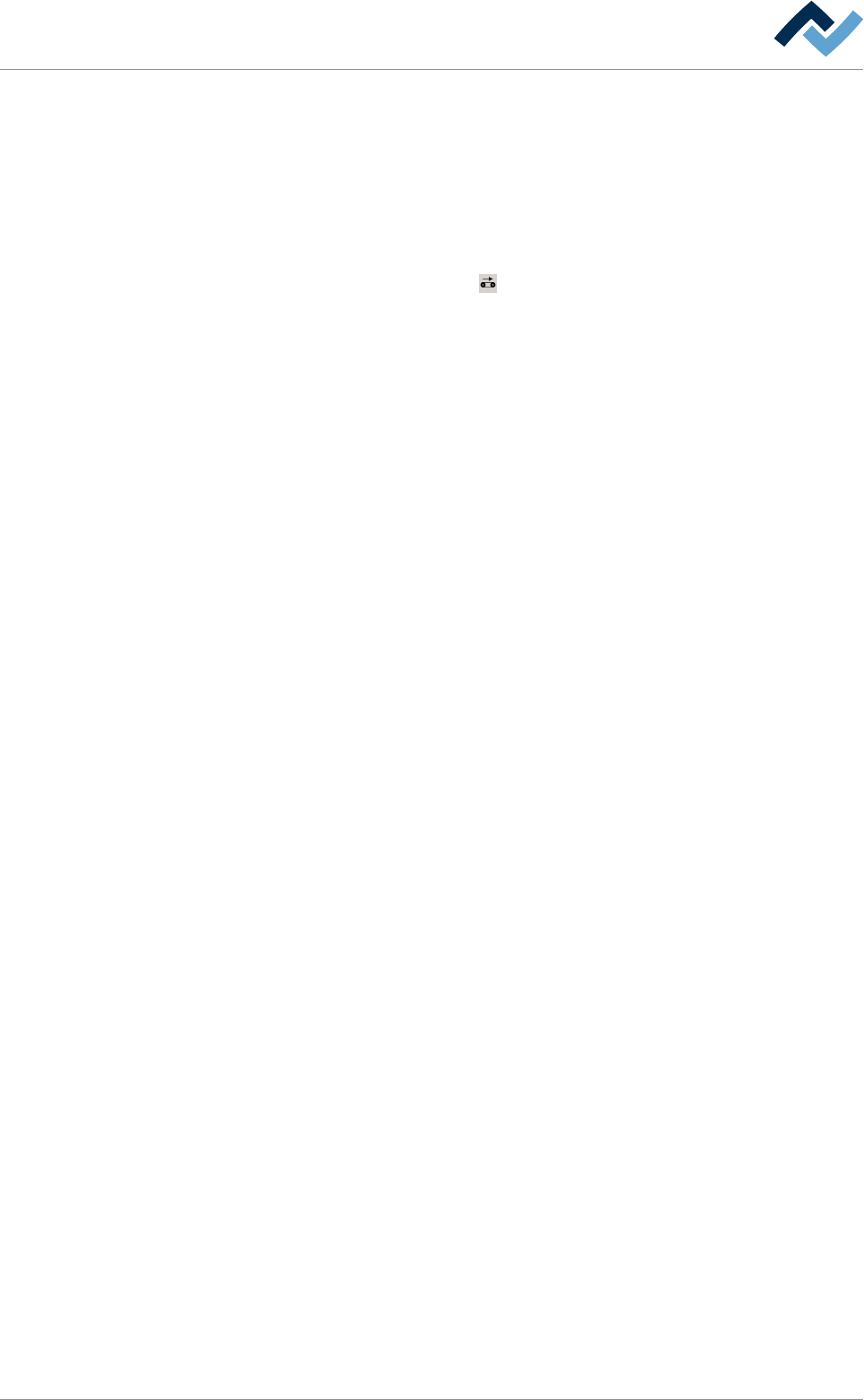
5.3.9.3 Référencer le réglage de la largeur
Réglage largeur convoy.
Positionnement
Consigne Actuel
Consigne Actuel
Pas à pas
Positions spéciales
v
ü Voici comment référencer le réglage en largeur :
a) Dans la fenêtre de base, cliquer sur la touche
.
ð La fenêtre de saisie [Réglage largeur convoy.] s'ouvre.
b) Dans le cadre [Positions spéciales], cliquer sur la touche
.
ð La prise de référence démarre.
INDICATION
Le mouvement de déplacement peut prendre un certain temps.
a) Ne procédez à aucune saisie durant celui-ci.
b) Lors de la prise de référence, le symbole
apparaît dans la fenêtre des réglages
à côté d'un axe en mouvement.
a) Mesurer l'écart des montants de convoyeur entre les deux montants du
convoyeur et comparer le résultat avec la valeur réelle affichée. Si la valeur me-
surée ne coïncide pas avec la valeur affichée, le réglage de largeur convoyeur
doit être ajusté.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 104/567
5|Mise en service
INDICATION
Pourquoi les cadres [Positionnement] et [Positions spéciales] ne s'affichent-ils pas ?
a) Cela peut être du à différentes raisons :
ð Votre machine ne dispose pas d'un réglage de largeur de convoyeur à com-
mande programmée.
ð Le réglage de largeur convoyeur à commande programmée n'a pas été confi-
guré.
ð Dans le cadre de réglages, la case [Mode code uniquement] est activée.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 105/567
5|Mise en service
5.3.10 Contrôler les modules
5.3.10.1 Contrôler le convoyeur
ü Les opérations suivantes doivent être effectuées :
a) Contrôler le parallélisme de l'ensemble du convoyeur et ajuster si nécessaire.
b) Contrôler le fonctionnement de l'entraînement. À cet effet, dans la fenêtre de
base, cliquer sur la touche
pour démarrer ensemble tous les convoyeurs.
Lorsque les convoyeurs sont activés, la touche est représentée en jaune.
ð Cela termine le processus.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 106/567