Manuel d’utilisation_VF366_fr.pdf - 第190页
6|Description des fonctions a) Activer la case [Entrée MB1 si préchauff 2 vide]. ð Le circuit peut ensuite être introduit dans le module uniquement si le module suivant est vide. Cela permet par exemple d'empêcher…
6|Description des fonctions
Utilisateur:
ersa
Editeur de programmes de brasageDonnées additionnelles générales
Informations
Nom du programme
Version:
Dernière modification par:
Texte d'information
Convoyeur
Réglage largeur convoy.
Données graphiques
Durée process
Données additionnelles générales
Position parking
Entrée MB1 si préchauff 2 vide
80
Durée process
Blocage latéral permanent
Source de données
Fléchage du PCB
Correction
Posit. si encombrement
Mode maintenance
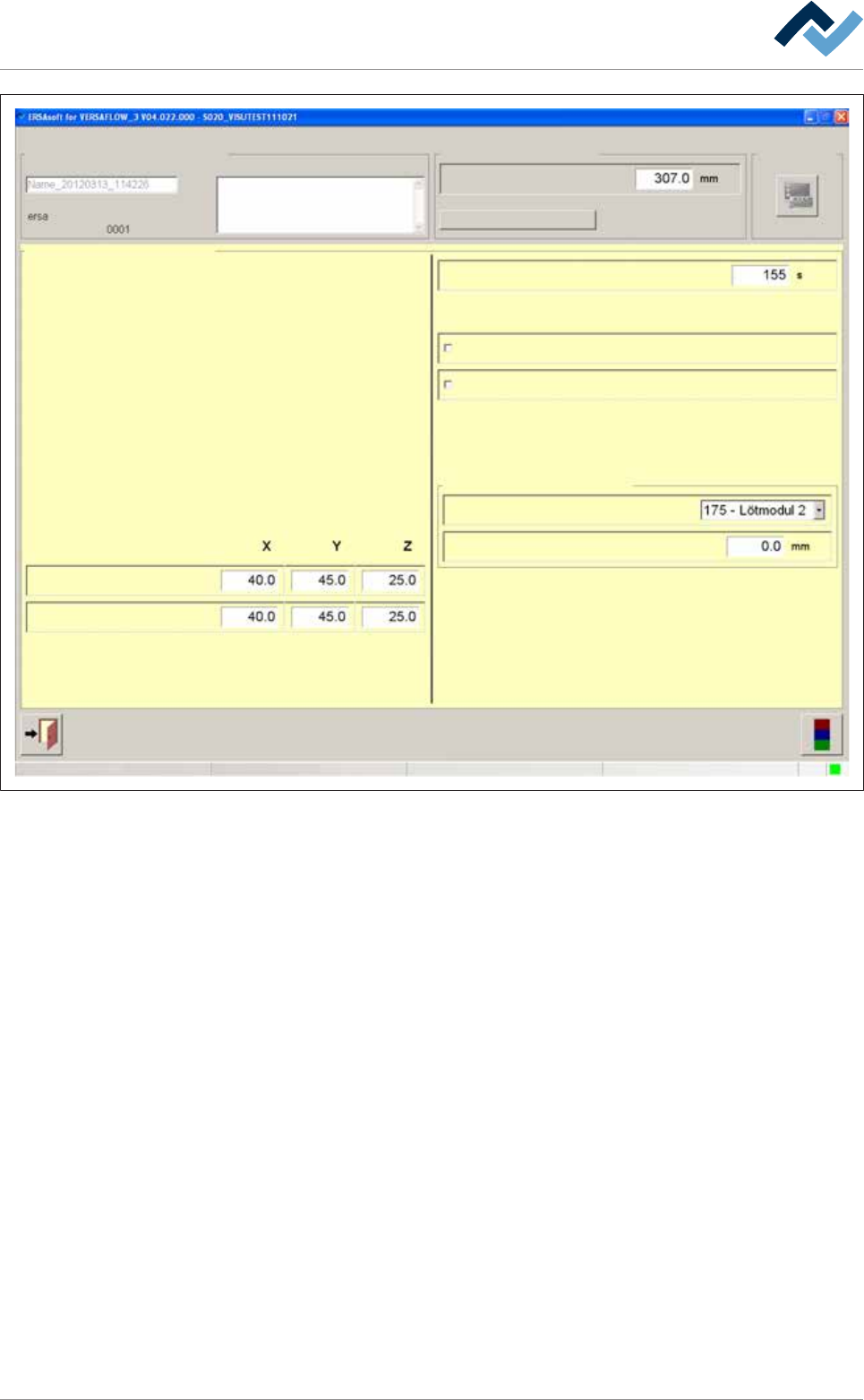
Fig.40: La fenêtre [Données additionnelles générales]
Position parking et position si encombrement
Avec les champs de saisie [Position parking], vous pouvez définir une position pour
une buse, qui est toujours suivie lorsque le traitement est achevé. Dans cette posi-
tion, le module attend le circuit suivant. Vous pouvez également atteindre cette
position manuellement.
Avec les champs de saisie [Posit. si encombrement], vous pouvez définir une posi-
tion pour une buse, qui est toujours suivie lorsqu'un circuit se retrouve encombré
quelque part dans la machine.
Ajuster manuellement la durée process.
ü Ajuster manuellement la durée process :
a) Cliquer dans le champ de saisie [Durée process] et saisir une durée process.
ð La durée process est ajustée et la durée process calculée par l'automate pour
ce module est écrasée. Si vous cliquez sur la touche [Durée process], l'auto-
mate procède au nouveau calcul de toutes les durées process. La durée process
que vous avez ajustée est alors écrasée.
Toujours commencer par vider le module suivant
ü Le circuit peut ensuite être introduit dans le module uniquement si ce module
est vide :
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 189/567
6|Description des fonctions
a) Activer la case [Entrée MB1 si préchauff 2 vide].
ð Le circuit peut ensuite être introduit dans le module uniquement si le module
suivant est vide. Cela permet par exemple d'empêcher que le circuit reste trop
longtemps dans le module en raison d'un encombrement. Cette fonction peut
cependant allonger les cadences.
Bloquer le circuit de manière permanente
ü Bloquer de manière permanente le circuit durant le travail :
a) Activer la case [Blocage latéral permanent].
ð Le circuit est positionné dans le module et est fixé ensuite sur le côté jusqu'à ce
que le traitement soit achevé. Si la case n'est pas activée, le circuit est seule-
ment positionné et ensuite relâché. Vous pouvez utiliser séparément cette
fonction pour tous les modules de fluxage et de brasage disponibles.
Compenser manuellement le flambage du circuit
En raison du réchauffage et du poids des composants, les circuits imprimés s'inflé-
chissent pendant le travail. Cela entraîne une modification de la distance [Z] de la
buse de brasage par rapport au point de brasure. La machine corrige cette erreur,
si vous saisissez une valeur de correction. L'automate prend en compte le flambage
et corrige les distances en conséquence.
ü Compenser [Fléchage du PCB] pendant le processus de de brasage, sur des ma-
chines sans mesure du flambage :
a) Dans le menu déroulant [Source de données], sélectionner le module de bra-
sage actuel.
b) Déterminer le flambage du circuit à l'endroit du flambage le plus important. Il
s'agit en général d'un point au milieu du circuit imprimé.
c) Dans le champ de saisie [Correction], saisir le flambage en [mm]. Saisir une va-
leur positive, si le circuit fléchit vers le bas. Saisir une valeur négative, si le cir-
cuit fléchit vers le haut.
ð Le flambage du circuit est désormais pris en compte par l'automate et les dis-
tances [Z] par rapport aux points de brasure sont désormais corrigées en
conséquence.
Cliquer sur la touche
pour fermer la fenêtre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 190/567
6|Description des fonctions
6.9.10 Travailler avec la mesure de flambage.
Si votre machine est équipée d'une mesure de flambage, vous pouvez utiliser cette
fonction pour compenser automatiquement le flambage du circuit imprimé. Un
capteur mesure la hauteur [Z] à deux endroits du circuit imprimé. A partir des deux
valeurs, l'automate calcule le flambage et corrige les distances en conséquence.
ü Régler les positions de référence :
a) Saisir une valeur de Pos. de référence [X] et [Y]. A cette position, le circuit im-
primé ne doit pas flamber, et il ne doit pas y avoir au niveau de cette position
de composant sur la partie inférieure du circuit imprimé. Cette position doit se
trouver de préférence sur le bord du circuit imprimé.
b) Saisir une valeur de Position de mesure [X] et [Y]. A cette position, le circuit im-
primé flamber le plus largement possible, et il ne doit cependant pas y avoir, à
cet endroit, de composant sur la partie inférieure du circuit imprimé.
c) Activer la case [Utiliser].
ð Le flambage du circuit imprimé est maintenant pris en compte par l'automate.
Avant le véritable processus de brasage, le capteur compare la valeur [Pos. de
référence] avec [Position de mesure] et calcule le flambage. Il est possible que
cela rallonge la cadence de la machine.
Cliquer sur la touche
pour fermer la fenêtre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 191/567