Manuel d’utilisation_VF366_fr.pdf - 第230页
6|Description des fonctions Consulter les durées de production dans le cadre [Saisie temps] Dans ce cadre, vous pouvez consulter les éléments suivants : – [Durée en maintenance] indique le temps passé par la machine da…
6|Description des fonctions
6.13.1 Données opérationnelles de la machine
Cette fenêtre vous permet de consulter et de modifier les données de production
de la machine. Vous pouvez également recevoir des informations relatives à la
quantité de circuits traités.
ü Afficher la fenêtre de saisie [Données production] :
a) Activer le bouton radio [Données production].
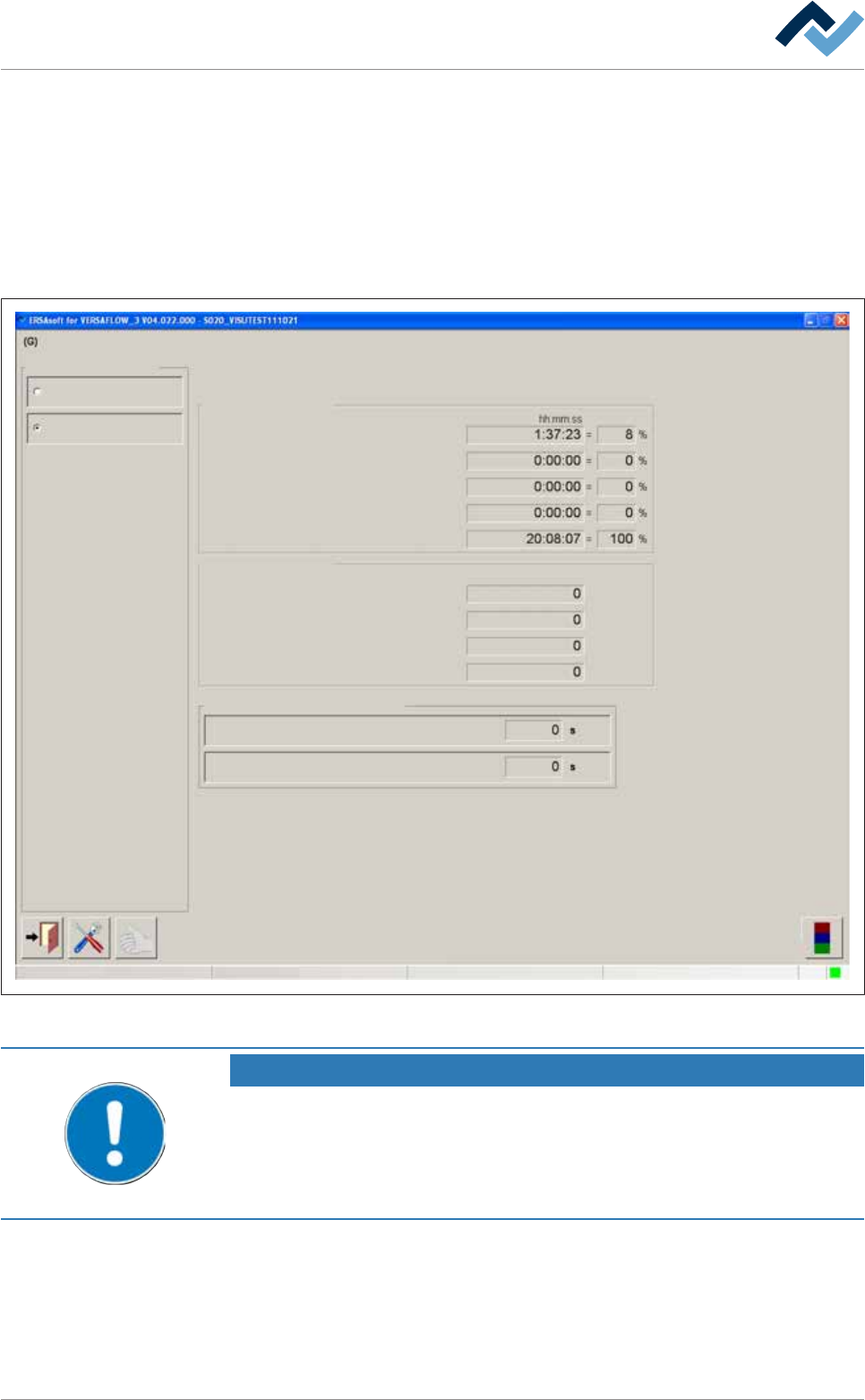
ð Les données de production de la machine s'affichent :
Utilisateur ersa Mode maintenance
Protocolle de brasage et données de production
Données production
Données production
Données production
Protocole de brasage
Saisie temps
Durée en maintenance
Durée en production
Attente en production
Attente congestion successeur
Total
Nombre de circuits
Actuellement dans machine
Circuits entrés
Circuits produits
Circuits en défaut
Attente en production
Attente congestion successeur
(N-1)
(N+1)
(N-1)
(N+1)
Sélection
Délai pour démarrer le compteur
Fig.55: La fenêtre de saisie [Protocolle de brasage et données de production]
INDICATION
Aucune modification possible ?
Pour avoir accès à cette fenêtre, les droits d'utilisateur [Administrateur] sont néces-
saires. Les réglages peuvent uniquement être affichés sans nom d'utilisateur et mot
de passe. Dans ce cas, lorsque la question du mot de passe apparaît, appuyez sur la
touche [ESC] de votre clavier ou cliquez sur la touche [Echap.].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 229/567
6|Description des fonctions
Consulter les durées de production dans le cadre [Saisie temps]
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Durée en maintenance] indique le temps passé par la machine dans le mode
de travail [Mode maintenance] depuis la mise en service.
– [Durée en production] indique le temps passé par la machine dans le mode de
travail [Mode automatique] et le temps de brasage effectué par la machine.
– [Attente en production] (N-1) indique le temps passé par la machine dans le
mode de travail [Mode automatique] et le temps de brasage effectué par la
machine, parce que plus aucun circuit n'a été livré par l'installation située en
amont.
– [Attente congestion successeur] (N+1) indique le temps passé par la machine
dans le mode de travail [Mode automatique] et le temps sans brasage effectué
par la machine, parce qu'aucun circuit n'as pu être évacué par l'installation si-
tuée en aval.
– [Total] indique les heures de fonctionnement de la machine depuis la mise en
service.
Consulter les quantités dans le cadre [Nombre de circuits]
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Actuellement dans machine] indique la quantité de circuits se trouvant actuel-
lement dans la machine.
– [Circuits entrés] indique la quantité de circuits qui ont parcouru la machine de-
puis la mise en service.
– [Circuits produits] indique la quantité de circuits qui ont parcouru sans défaut
la machine depuis la mise en service.
– [Circuits en défaut] indique la quantité de circuits en défaut qui ont parcouru la
machine depuis la mise en service.
Modifier les temps et les états de comptage
ü Modifier les temps et les états de comptage :
a) Cliquer sur la touche
dans la barre de symboles inférieure.
ð Les champs de saisie modifiables apparaissent maintenant en surbrillance
blanche.
b) Cliquer sur le champ de saisie souhaité et saisir la valeur.
ü Valider les réglages, fermer la fenêtre de dialogue.
a) Valider le réglage en cliquant sur la touche
.
b) Cliquer sur la touche
pour fermer la fenêtre.
INDICATION
Pourquoi y-a-t-il des écarts dans les états de comptage ?
Si, ces circuits sont retirés de la machine lors du processus de production, il est pos-
sible qu'il en résulte des différences de comptage entre les circuits entrés et ceux pro-
duits effectivement. Pour cette raison, il est possible de modifier les états de comp-
tage. Après modification des états de comptage, le comptage continue à partir de
l'état que vous avez indiqué.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 230/567

6|Description des fonctions
Les compteurs temporisés démarrent dans le cadre [Délai pour démarrer
le compteur]
Pour le type de compteur [Attente en production] (N-1) et [Attente congestion suc-
cesseur] (N+1) vous pouvez saisir une temporisation dans le cadre [Saisie temps].
Le compteur démarre après survenue de l'événement uniquement après expiration
de ce temps.
Dans ce cadre, vous pouvez consulter les éléments suivants :
– [Attente en production] (N-1) indique la temporisation jusqu'au démarrage du
compteur.
– [Attente congestion successeur] (N+1) indique la temporisation jusqu'au dé-
marrage du compteur.
Exemple :
ü La temporisation [Attente en production] (N-1) doit être de 3 secondes.
a) Saisir la valeur 3 dans le champ de saisie.
ð Si l'installation située en amont ne fournit plus de circuit, ce temps commence
alors à courir. Si, après expiration de ces 3 secondes, il n'y a toujours pas de cir-
cuit à l'entrée, le temps [Attente en production] dans le cadre [Saisie temps]
démarre.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 231/567