Manuel d’utilisation_VF366_fr.pdf - 第253页
6|Description des fonctions Si, le module, en cas de [ Maintenance par module ] activée, ne se déplace pas en position de maintenance Si, en cas de maintenance modulaire activée, le module ne se déplace pas dans la pos…
6|Description des fonctions
Edition Module brasage 1 pot 1
Pot de
brasage
Utilisateur:
sans
Mode maintenance
Température
Mode
Consigne Actuel
manuel
Tests module
Test suivant
Offset de vague
Fonctions commutation
Positionnement manuel
Consigne
Actuel
Positionnement automatique
Numéro PCB
Circuit en flan
Temps restant
Outils actif
Pot 1
Hauteur vague
85
85
295
295
295
007 -
10
3
14616
330.0 -137.0 57.0 100.0
329.8 -136.9 57.1 0.0
Positions spéciales
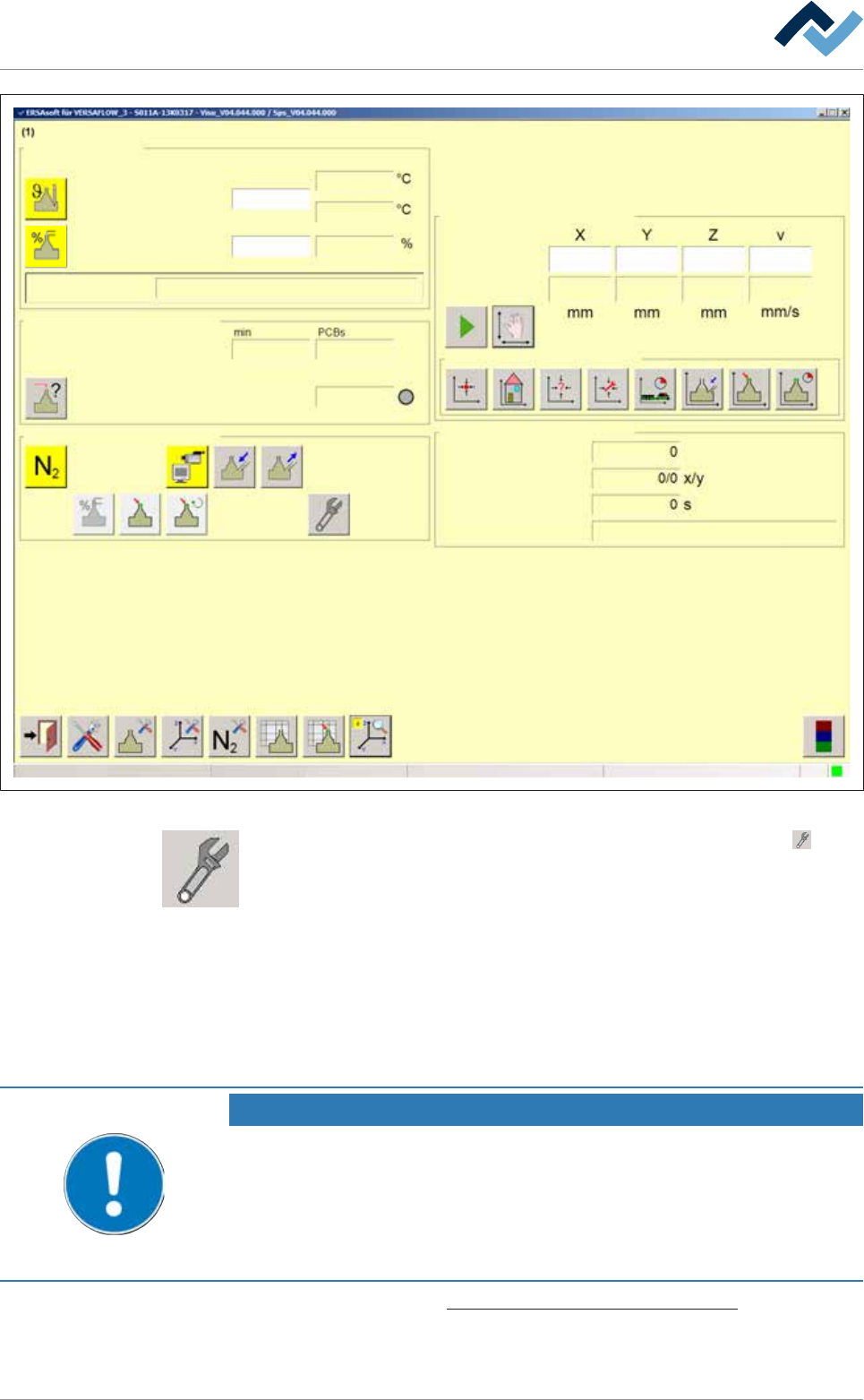
Fig.63: La fenêtre de saisie [Module de brasage]
c) Dans la zone de travail [Fonctions commutation] cliquer sur la touche .
ð La [ Maintenance par module ] démarre.
ð Pendant le démarrage de la [ Maintenance par module ], la touche clignote
en jaune.
ð Le circuit qui se trouve dans le module finit d’être traité. Pendant ce
temps-là, la touche clignote en jaune.
ð Dès que la [ Maintenance par module ] est active, la touche est allumée en
jaune.
ð Cela termine le processus.
INDICATION
Ouvrir les portes et les vitres uniquement après activation de la maintenance modu-
laire!
Ouvrez les portes et les vitres uniquement après activation de la maintenance modu-
laire et lumière jaune fixe de la touche. Si votre machine dispose de l’option de gâ-
chette de porte et de vitres, toutes les portes et vitres restent verrouillés et sont libé-
rées uniquement après activation de la maintenance modulaire.
Lisez à ce sujet le chapitre Gâchette de porte et de vitres (option) [}41].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 252/567
6|Description des fonctions
Si, le module, en cas de [ Maintenance par module ] activée, ne se déplace
pas en position de maintenance
Si, en cas de maintenance modulaire activée, le module ne se déplace pas dans la
position de maintenance définie, cette fonction doit être activée avant l’activation
de la [ Maintenance par module ] dans les réglages du module:
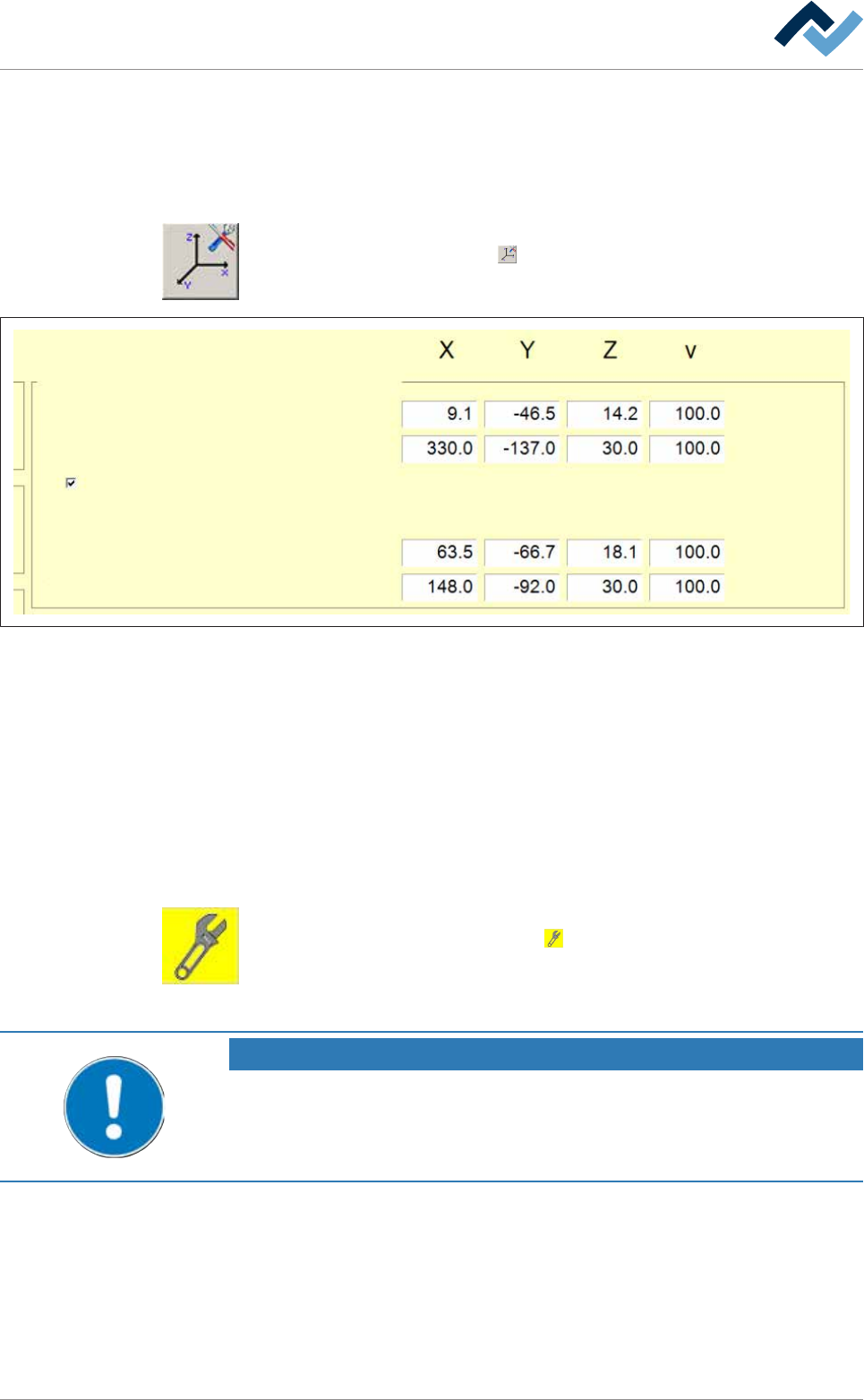
a) Dans la fenêtre de saisie [Module de brasage] cliquer sur la touche dans la
barre de symboles inférieure
.
ð La fenêtre de réglages [Module de brasage] s’ouvre :
Dépendance
Test
Actif en maintenance modulaire
Positions Outils actif
- -
Maintenance
Dispenser
Alimenter
Rester
Dispenser
-
-
Fig.64: La fenêtre de réglages [Module de brasage]
b) Dans la zone de travail [Positions: Dépendance - Outils actifCliquer sur la case
[Actif en maintenance modulaire].
ð Désormais, le module se déplace à l’activation de la [ Maintenance par mo-
dule ] dans la position de maintenance définie.
ð Cela termine le processus.
Mettre fin à la [ Maintenance par module ]
ü Toutes les activités de maintenance ont été entièrement achevées.
a) Fermez toutes les portes et capots du module.
b) Dans la fenêtre de saisie [Module de brasagedans la zone de travail [Fonctions
commutation] cliquer sur la touche
.
ð La [ Maintenance par module ] est terminée.
ð Cela termine le processus.
INDICATION
Acquitter le message de maintenance pour le déplacement du pot de brasage DIP
hors de la position de maintenance
Pour pouvoir déplacer le pot de brasage DIP hors de la position de maintenance, vous
devez acquitter le message de maintenance correspondant.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 253/567
6|Description des fonctions
6.15 La table des buses de brasage
Pour travailler avec une buse de brasage, vous devez aligner et activer celle-ci dans
[Table buses de brasage].
En principe, l’alignement d’une buse de brasage s’effectue en trois étapes:
– Insérer et activer la buse dans la table des buses de brasage
– Calculer l’offset pour une hauteur de vague de 1%
– Calculer le gradient et l’offset pour une hauteur de vague de 75%.
Nous décrivons la marche à suivre concernant l’alignement d’une buse de brasage
dans le chapitre Tutoriel: Aligner une nouvelle buse de brasage [
}262].
6.15.1 Le comportement de la vague avec les différentes buses de brasage
Le comportement de la vague est influencé par les facteurs suivants:
– Hauteur vague
– Gradient
– Offset de vague
– Test distance Z[mm] Test de hauteur des vagues
– Forme de la buse de brasage.
Ces facteurs doivent être harmonisés les uns par rapport aux autres pour que le
comportement de la vague soit le suivant:
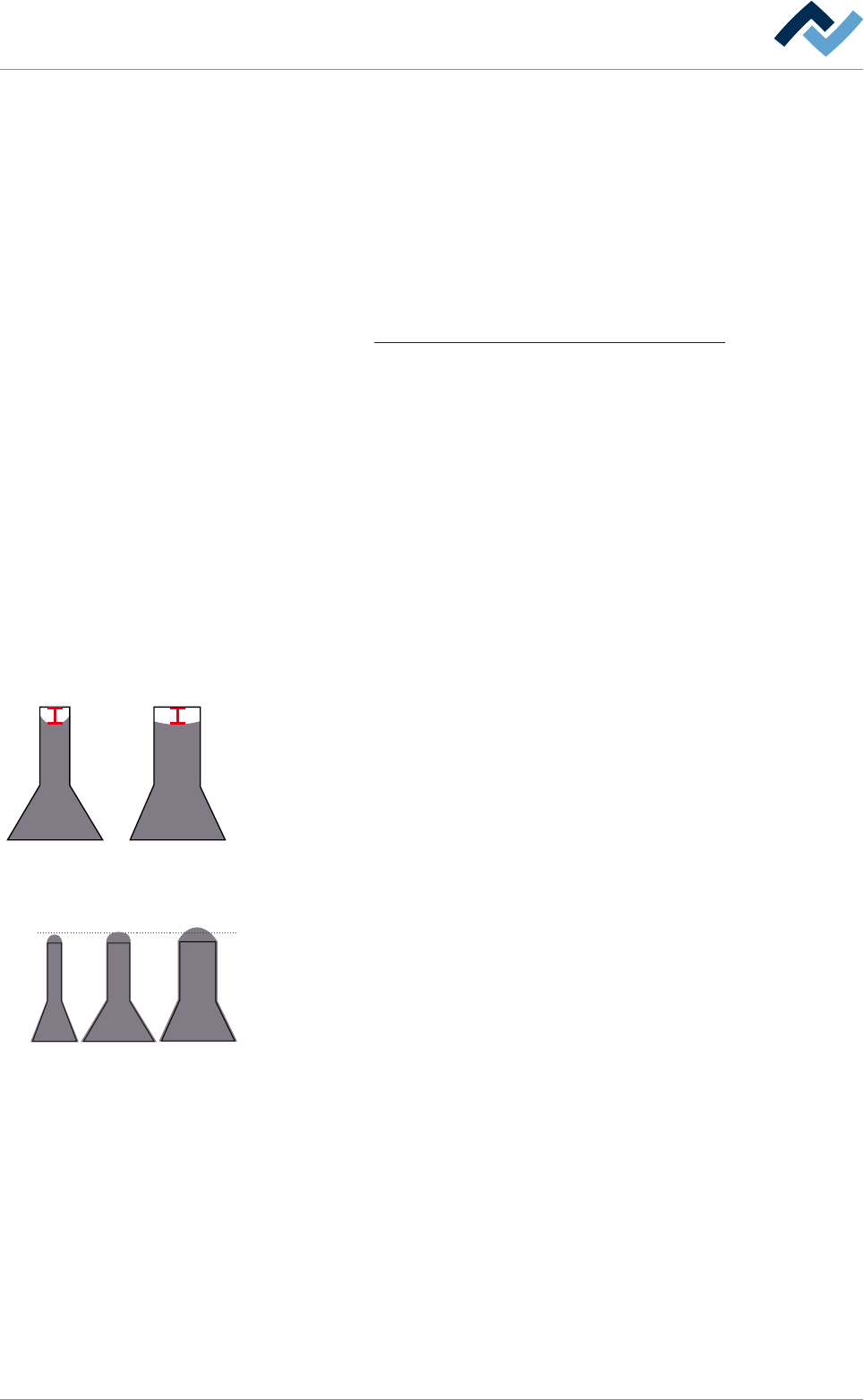
Hauteur de vague à 1% de la valeur maximale
4 mm
En cas de hauteur de vague de 1% de la valeur maximale, l’alliage doit se trouver
dans le centre de la buse à env. 4 mm sous le bord supérieur de la buse. En cas de
buse étroite, l’alliage se retrouve attiré vers le haut sur les côtés en raison de l’effet
de capillarité, alors que cet effet est moindre en cas de buse large.
Hauteur de vague à 75% de la valeur maximale
3 mm
En cas de hauteur de vague de 75% de la valeur maximale, la vague doit être stable
sur la buse, c’est-à-dire qu’elle ne doit présenter aucun mouvement vertical ni hori-
zontal. Dans ce cas, elle est idéalement à une hauteur d’env. 3 mm. La hauteur de
la vague est également définie à l’aide de la distance de l’aiguille de test par rap-
port au bord supérieur de la buse de brasage [Test distance Z[mm]] . En cas de
buses étroites (diamètre intérieur < 3 mm), il peut être judicieux de réduire cette
valeur de 0,5 mm pour obtenir une vague optimale, tandis qu’il est plus judicieux
d’augmenter cette valeur de 0,5 mm dans le cas de buses avec un diamètre impor-
tant (diamètre intérieur > 8 mm).
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 254/567