Manuel d’utilisation_VF366_fr.pdf - 第259页
6|Description des fonctions T est Abstand Z [mm] – [Test distance Z[mm]]: Cette valeur indique dans quelle mesure l’aiguille de test se trouve au-dessus du bord supérieur de la buse pendant le test de hau- teur de la …
6|Description des fonctions
6.15.2 La fenêtre de réglages [Table buses de brasage]
Table buses de brasage
Buse active
Nom
No buse
Déscription
X [mm]
Y [mm]
Cote Y [mm]
Cote Z [mm]
Offset test...
Offset test...
Y [mm]
X [mm]
Test distance Z[mm]
Gradient
Offset froid
Tolérance negative du test
Offset chaud
Tolérance positive du test
Offset maxi du test
Fig.66: La fenêtre de réglages [Table buses de brasage]
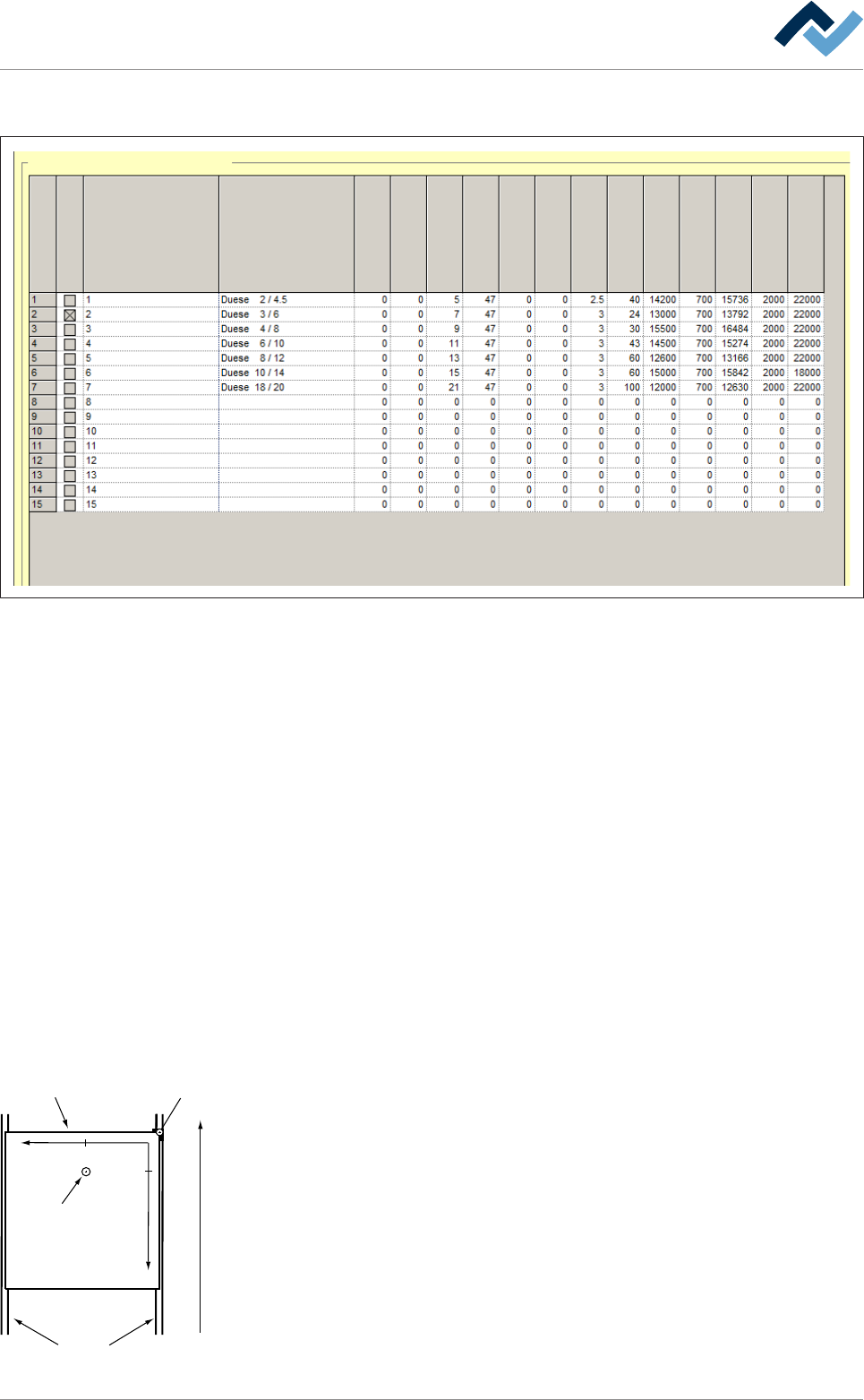
La fenêtre Table buses de brasage sert à gérer les buses de brasage nécessaires
pour la production. Ici, vous pouvez sauvegarder et consulter les réglages de maxi-
mum 15 buses de brasage différentes.
La table des buses contient les valeurs suivantes:
– [No buse]: Numérotation croissante des buses.
– [Buse active]: Si cette case est activée, les réglages sauvegardés pour cette
buse seront utilisés pour le brasage. Vous pouvez toujours activer une seule
buse.
– [Nom]: Vous pouvez entrer ici un nom de buse.
– [Déscription]: Vous pouvez entrer ici une description de la buse, il serait judi-
cieux de saisir par exemple le diamètre intérieur et extérieur ainsi que la hau-
teur de la buse.
– [X [mm]] et [Y [mm]]: Ces valeurs servent à déterminer le centre de la buse.
Les valeurs doivent être saisies uniquement pour les buses qui n’ont pas de
forme à rotation symétrique. [X [mm]] et [Y [mm]] indiquent à combien de mil-
limètres le centre de la buse se trouve du centre du siège de buse dans l’axe X/
Y.
Sens du convoyage
Butèe (= origine)PCB
Convoyeur
+Y
+X
29,5
13,5
Buse
– [Cote Y [mm]]: Ici est indiqué le diamètre extérieur de la buse en millimètres
plus un ajout de 1 mm. Cette valeur est utilisée pour le calcul de l’interrupteur
de fin de course du logiciel pour éviter toute collision de la buse avec le rail de
transport. Observer pour cela l’illustration suivante. Un exemple de calcul pour
une buse avec un diamètre extérieur de 8 mm: Cote Y [mm] = diamètre exté-
rieur [mm] + ajout [1 mm] Cote Y [mm] = 8 + 1 = 9 [mm]
– [Cote Z [mm]]: Ici est indiquée la hauteur de la buse en millimètres.
– [Offset test X[mm]] et [Offset test Y[mm]]: Ces valeurs servent à déterminer la
marge de déviation admissible de la position de test souhaitée du test de hau-
teur de vague par rapport au centre du siège de buse. Une entrée est néces-
saire ici uniquement lorsqu’il n’y a aucune buse au centre du siège de buse, ce-
la est par exemple le cas en cas d’utilisation d’une buse Min-Dip.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 258/567
6|Description des fonctions
Test Abstand Z [mm]
– [Test distance Z[mm]]: Cette valeur indique dans quelle mesure l’aiguille de
test se trouve au-dessus du bord supérieur de la buse pendant le test de hau-
teur de la vague. Elle définit dans le même temps la hauteur de la vague. Une
valeur d’env. 3 mm est recommandée. Pour les buses d’un diamètre intérieur
inférieur à 3 mm, cette valeur doit être réduite de 0,5 mm. Pour les buses d’un
diamètre intérieur supérieur à 8 mm, cette valeur doit être augmentée de 0,5
mm.
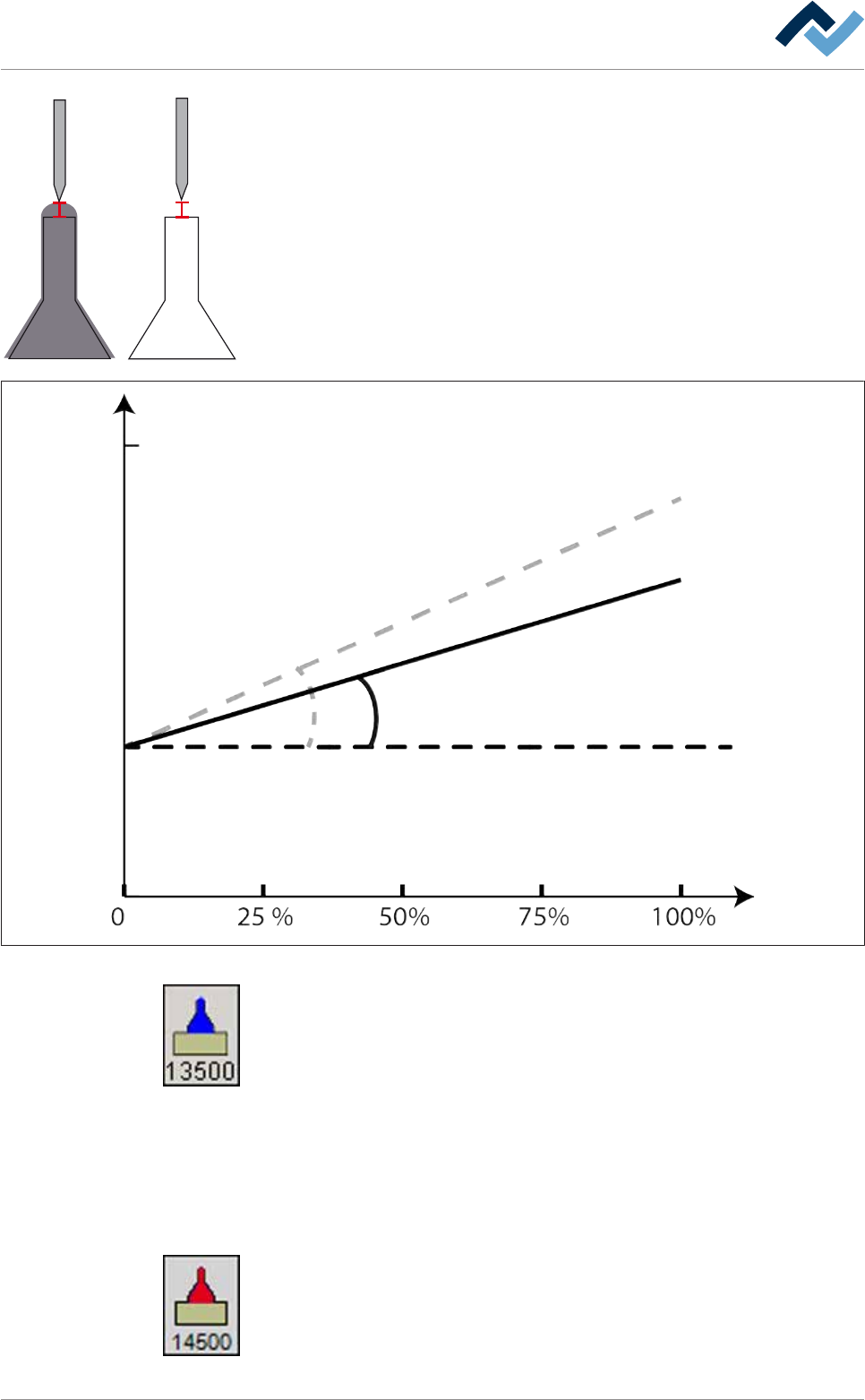
– [Gradient]: Cette valeur détermine dans quelle mesure la puissance de com-
mande de la pompe augmente lorsque la hauteur de vague (%) augmente de
1%. Plus Gradient est élevée, plus l’augmentation de la puissance de com-
mande sera élevée, et inversement. La figure suivante représente les interac-
tions:
Gradient
Offset
Hauteur vague
30000
Commande
Pompe
Pompe
Commande
Buse de brasage
Buse de brasage
(B)
(A)
Fig.67: Diagramme
– [Offset froid], vous trouvez cette interface dans la fenêtre de base: Cette va-
leur indique la puissance de commande de la pompe d’alliage à l’état froid. Il
s’agit d’une valeur statique . La valeur Offset froid est utilisée au moment du
démarrage de la pompe d’alliage après avoir été préalablement désactivée
pendant un certain temps. Après un premier test de hauteur de vague réussi, la
pompe s’est réchauffée et la valeur Offset chaud est utilisée. La valeur Offset
froid est toujours inférieure à la valeur de Offset chaud, parce que la puissance
de commande nécessaire est plus faible à l’état de fonctionnement froid. Si le
symbole du pot de brasage apparaît en bleu, cela signifie que le pot de brasage
est considéré comme encore froid et on utilise [Offset froid] . Le chiffre sous le
symbole indique le Offset froid actif actuellement. Il s’agit d’une simple valeur
chiffrée sans unité.
– [Offset chaud], vous trouvez cette interface dans la fenêtre de base: Cette va-
leur indique la puissance de commande de la pompe d’alliage à l’état chaud. Il
s’agit d’une valeur dynamique . Cette valeur est le résultat du test de hauteur
de vague. Elle est calculée à nouveau à chaque nouveau test et transmise auto-
matiquement à la table des buses. Si le symbole du pot de brasage apparaît en
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 259/567

6|Description des fonctions
rouge, cela signifie que le pot de brasage est considéré comme chaud et on uti-
lise [Offset chaud] . Le chiffre sous le symbole indique le Offset chaud actif ac-
tuellement. Il s’agit d’une simple valeur chiffrée sans unité.
– [Tolérance positive du test] et [Tolérance negative du test]: Ces deux valeurs
déterminent dans quelle plage le test de hauteur de vague doit être effectué.
La tolérance plus définit ici la valeur de départ du test avant l’offset paramétré.
La tolérance moins définit dans quelle mesure le test doit être effectué au-des-
sus de l’offset paramétré pour calculer le nouvel offset avant que la procédure
de test ne s’arrête. La valeur recommandée de la tolérance plus est 700 et la
valeur recommandée de la valeur moins est 2000.
– [Offset maxi du test]: Cette valeur limite la puissance de commande maximale.
Les offsets calculés durant le test de hauteur de vague ne peuvent pas dépas-
ser cette valeur.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 260/567