Manuel d’utilisation_VF366_fr.pdf - 第269页
6|Description des fonctions c) Consultez cette nouvelle valeur et comparez-la avec la valeur que vous avez notée. La nouvelle valeur doit s’écarter de maximum ± 1% de la valeur que vous avez notée. ð Si l’écart par rap…
6|Description des fonctions
6.15.4.3 Calculer la valeur [offset chaud] pour une hauteur de vague de 75%,
ajuster le gradient
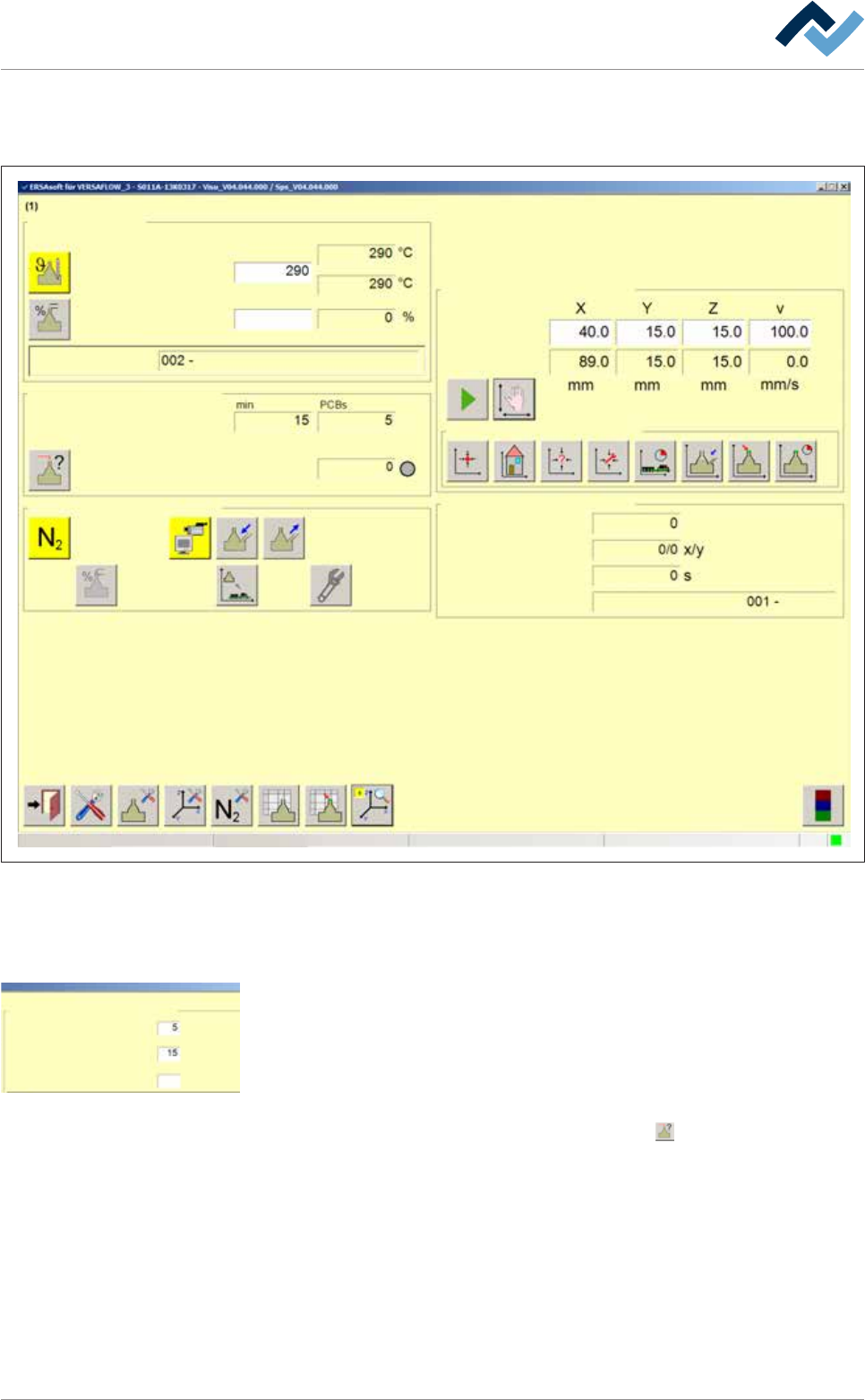
Edition Module brasage 1 pot 1
Pot de
brasage
Utilisateur:
sans
Mode maintenance
Température
Mode
Consigne Actuel
Vague off
Tests module
Test suivant
Offset de vague
Fonctions commutation
Positionnement manuel
Consigne
Actuel
Positionnement automatique
Numéro PCB
Circuit en flan
Temps restant
Outils actif
Pot 1
Hauteur vague
75
Positions spéciales
Fig.72: La fenêtre de saisie [Module brasage 1 pot 1]
ü Calculer Offset de vague pour une hauteur de vague de [75%]:
ü Vous avez réglé correctement [Offset chaud] pour une hauteur de vague de
1%.
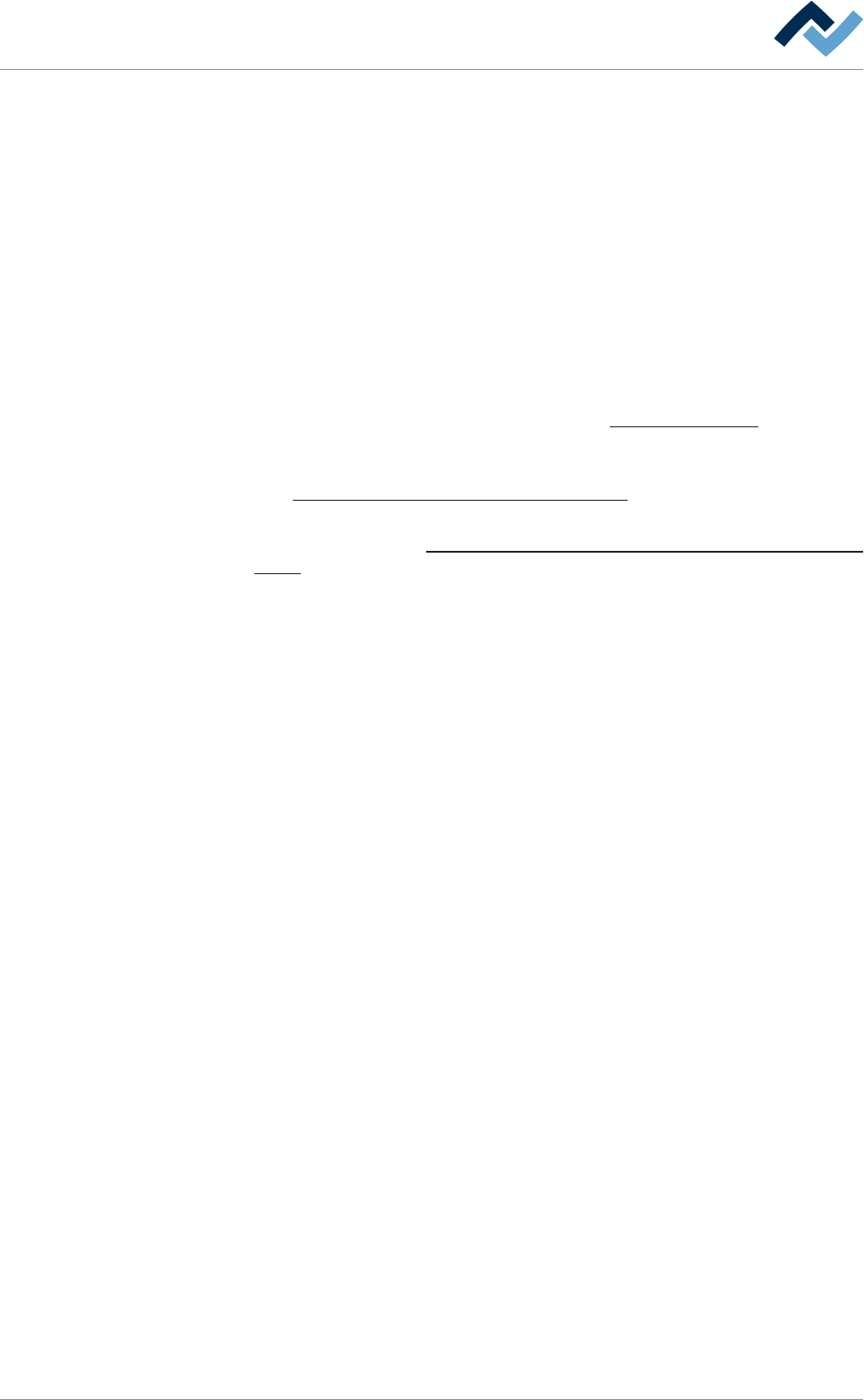
Réglages Module brasage 1 pot 1
Surveillances
Utilisateur:
sans
Mode maintenance
Niveau brasure maxi
Alim. brasure en barre
Niveau brasure mini
Pot de brasage
Durée préchauffage
Niveau brasure et hauteur vague
Nombre de circuits
Trajet vers test sans réduction
Durée alimentation brasure
Durée maxi
Alimentation
Retrait
Pause
s
Fil de brasure
75
Temps restant test vague
Puissance vague
Niveau brasure OK
s
s
s
s
pcs
min
%
Hauteur de vague
min
Température fusion brasure
température veille
Correction température
Message de tolérance
Sonde température coupée
°C
°C
°C
ü Dans la fenêtre de réglages [Réglages Module brasage 1 pot 1 ], vous avez réglé
[Puissance vague] pour le test de hauteur de vague sur 75%.
ü Dans Table buses de brasage , la buse montée est créée et activée
ü Dans le champ de saisie [Hauteur vague], une valeur de [75%] a été saisie.
a) Activer la vague.
b) Dans le cadre, [Tests module] cliquer sur la touche
.
ð Un test de hauteur de vague est effectué. Dès que la vague touche l’ai-
guille de test, l’affichage d’état [Offset de vague] s’allume brièvement en
vert. Attendez que le test de hauteur de vague soit terminé.
ð Dans le cadre [Tests module] s’affiche désormais une nouvelle valeur pour
[Offset de vague]. Cette valeur a également été reprise automatiquement
dans la table des buses.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 268/567
6|Description des fonctions
c) Consultez cette nouvelle valeur et comparez-la avec la valeur que vous avez
notée. La nouvelle valeur doit s’écarter de maximum ± 1% de la valeur que
vous avez notée.
ð Si l’écart par rapport à la valeur que vous avez notée est supérieur à +
1%:
d) Ouvrir la table des buses de brasage et augmenter légèrement la valeur [Gra-
dient], maximum de 5 unités.
e) Si l’écart par rapport à la valeur que vous avez notée est inférieur à - 1%:
f) Ouvrir la table des buses de brasage et réduire légèrement la valeur [Gradient],
maximum de 5 unités.
g) Sauvegarder les données saisies et effectuer à nouveau un test de hauteur de
vague.
h) Répétez ces étapes jusqu’à ce que la valeur [Offset de vague] se trouve dans la
plage de tolérance.
i) Dans le cadre, [Positionnement manuel] cliquer sur la touche
.
ð Déplacer le pot de brasage en position [Message maintenance].
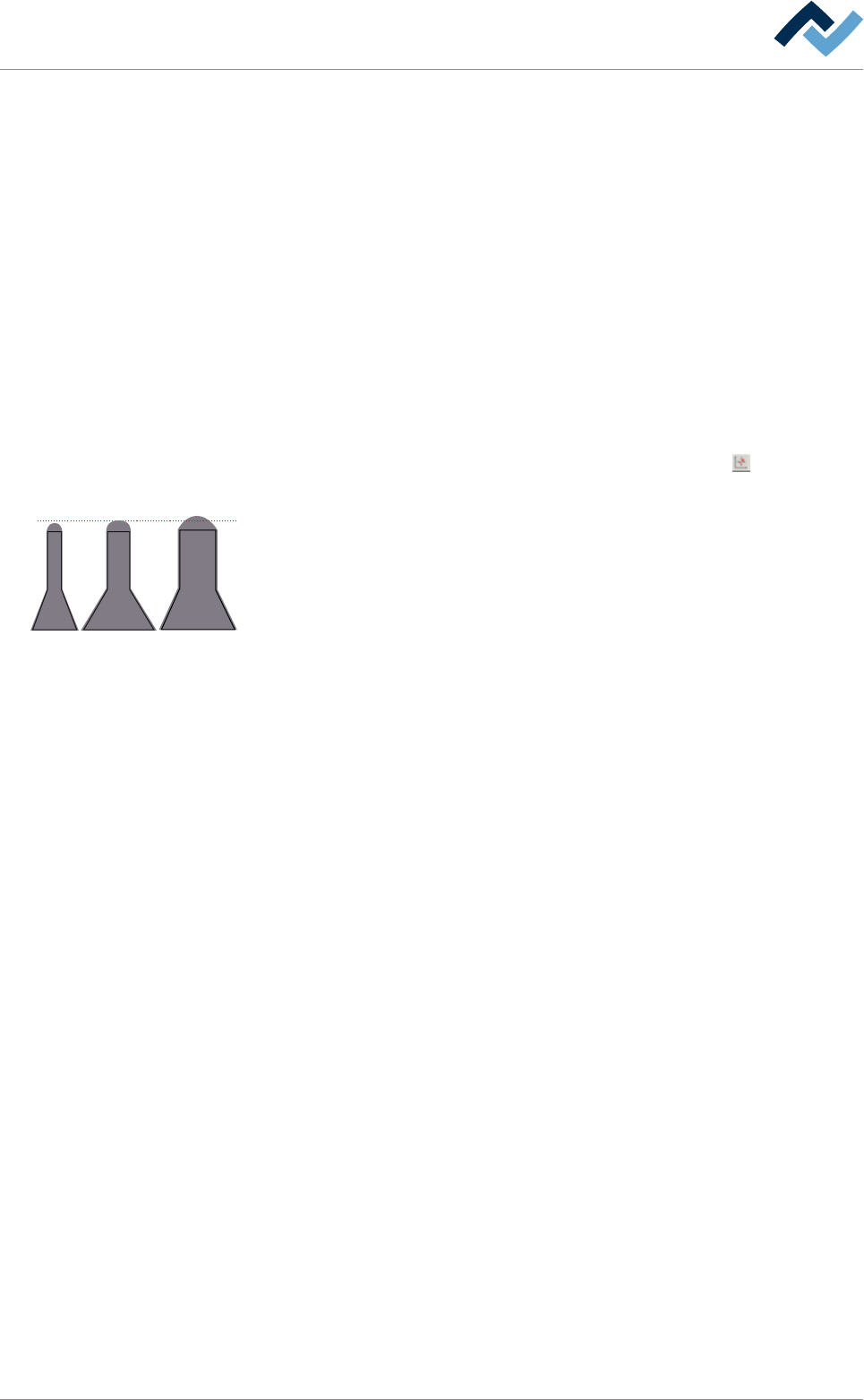
3 mm
j) Contrôler la hauteur de la vague. En cas de hauteur de vague de 75% de la va-
leur maximale, la vague doit être stable sur la buse, c’est-à-dire qu’elle ne doit
présenter aucun mouvement vertical ni horizontal. Dans ce cas, elle est à une
hauteur d’env. 3 mm.
ð Vous avez correctement aligné la buse de brasage.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 269/567
6|Description des fonctions
6.16 Module fluxeur : Contrôle du flux (option)
Fonction
Le contrôle du flux effectue une recherche au sein d’un programme de brasage afin
de vérifier si un flux spécifique a été défini pour le brasage. S’il existe une telle en-
trée dans le programme de brasage, la commande vérifie alors quel flux a été versé
dans le réservoir et compare celui-ci avec les informations contenues dans le pro-
gramme de brasage. Si les données concordent, il est possible de braser avec le
programme de brasage. Si les données ne concordent pas, un message est émis et
le programme de brasage ne peut pas être lancé. La condition préalable au fonc-
tionnement correct est une information précise sur le flux contenu dans le réser-
voir. Cette information sur le flux peut être obtenue manuellement ou à l’aide d’un
lecteur de code.
Avant de commencer les travaux, lire le chapitre Pour votre sécurité [
}33] et res-
pecter tout particulièrement les consignes liées à la manipulation du flux!
Une description précise concernant le remplissage de flux se trouve dans le cha-
pitre Remplissage de la réserve du flux de brasage [
}379].
Une description précise concernant le nettoyage, le rinçage et la purge du circuit se
trouve dans le chapitre Démonter et nettoyer le réservoir de réserve du flux de bra-
sage. [}370].
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 270/567