Manuel d’utilisation_VF366_fr.pdf - 第337页
8|Maintenance et remise en état 8.6.10 Surveillance du niveau de brasure: Contrôler le fonctionnement Ces opérations de maintenance doivent être effectuées avec un bain encore li- quide. Pour cette raison, il convient…
8|Maintenance et remise en état
8.6.9 Contrôle du flux de l'azote vers le monitorage niveau pâte à souder
12
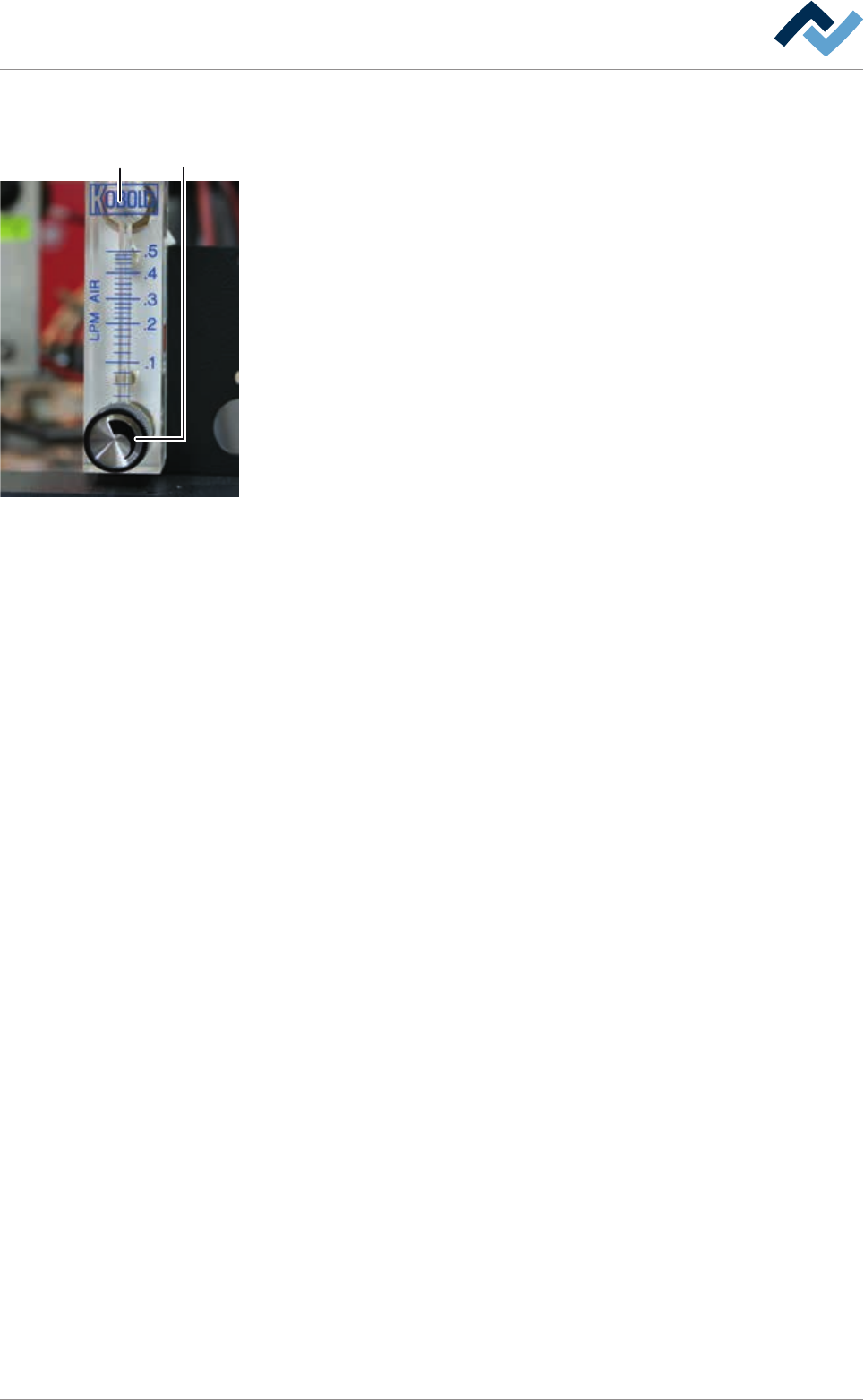
Vérifier et régler le débit d'azote
ü Contrôler le débit de l'azote pour la surveillance du niveau de brasure :
a) Chaque module de brasage dispose d'un débitmètre. Les débitmètres (2) se
trouvent au-dessus des modules de brasage sur le côté droit, derrière le disque
d'obturation.
b) Régler une valeur de minimum 0,15l/min sur la molette (1).
c) Répéter le processus sur tous les débitmètres disponibles.
ð Cela termine le processus.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 336/567
8|Maintenance et remise en état
8.6.10 Surveillance du niveau de brasure: Contrôler le fonctionnement
Ces opérations de maintenance doivent être effectuées avec un bain encore li-
quide. Pour cette raison, il convient de respecter impérativement les consignes de
sécurité suivantes :
DANGER
Danger de mort ou de blessure grave par machine chauffée !
L'ensemble de la machine chauffe pendant son fonctionnement et contient du métal
en fusion !
a) Les travaux de maintenance sur une machine chauffée doivent être exécutés ex-
clusivement par un personnel spécialisé, spécialement formé pour ce genre de
travaux. Pour ces opérations, il convient d'établir une réglementation interne re-
lative au port de vêtements de protection !
b) Vous devez toujours avoir à l'esprit une possible projection de métal !
c) Il convient d'être particulièrement vigilant lors de l'appoint en alliage et lors des
travaux sur le pot !
INDICATION
Utiliser les équipements de protection adaptés !
Pour tous les travaux sur un pot de brasage chaud, il faut porter les vêtements de pro-
tection :
a) Chaussures de sécurité
b) Masque de protection
c) Gants de protection résistants à la chaleur
d) Tablier résistant à la chaleur.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 337/567
8|Maintenance et remise en état
1 2
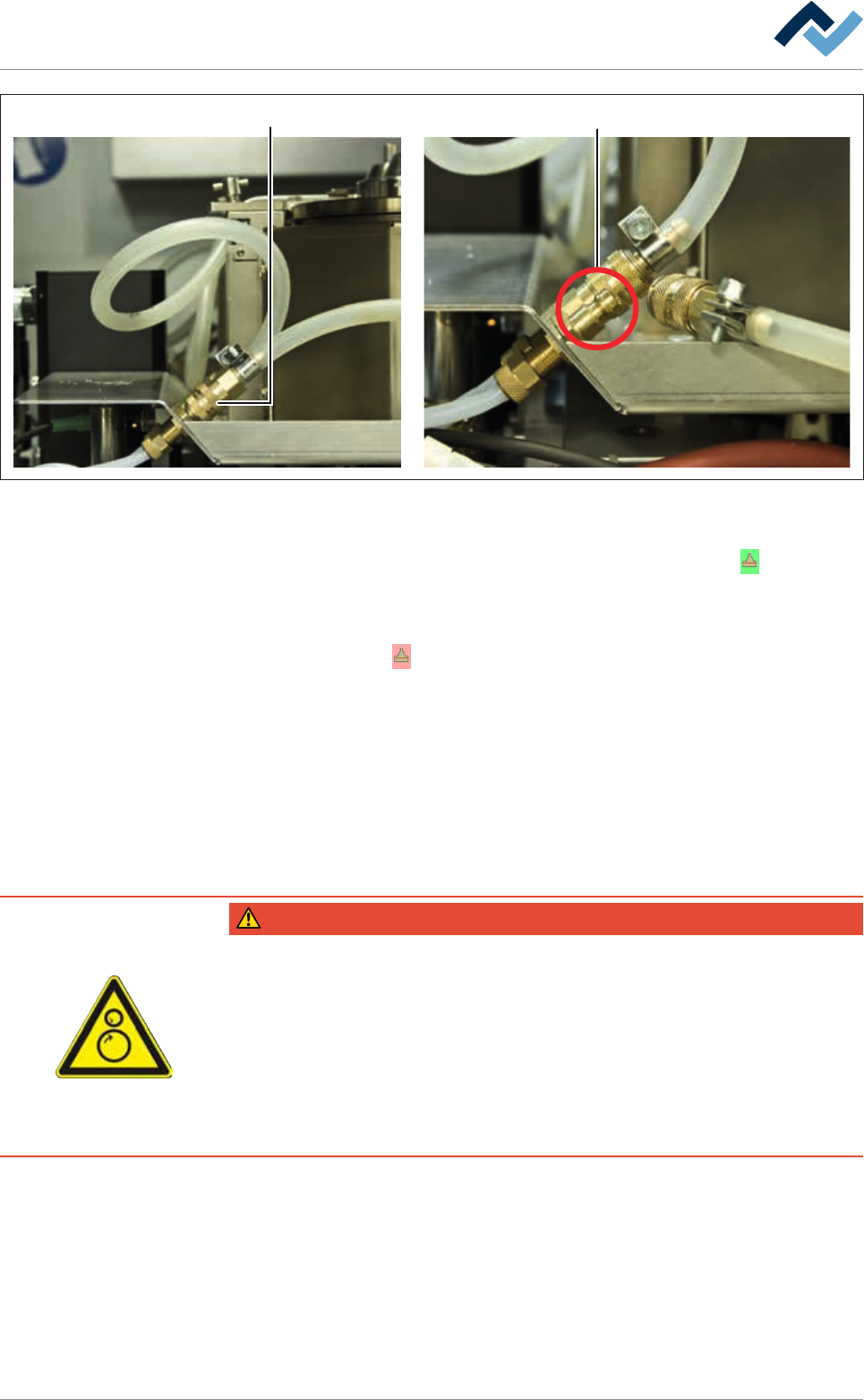
Fig.104: Contrôle du fonctionnement du monitorage niveau pâte à souder
ü Contrôler le fonctionnement du monitorage niveau pâte à souder :
a) Dans la fenêtre de dialogue de démarrage, observer le bouton
.
ð Avec un niveau correct de pâte à souder, ce bouton devient vert.
b) Ouvrir le raccord rapide (1) dans le module de brasage.
ð Le bouton
doit être rouge.
c) Fermer le raccord (2).
ð Le bouton devient vert. Dans ce cas, le fonctionnement correct du monito-
rage de la pâte à souder est garantie.
d) Remettre le raccord rapide (1).
ð La procédure est alors terminée.
8.6.11 Convoyeur : Contrôle visuel
DANGER
Danger de blessure par happement des gants de protection !
ü En cas de travaux sur un système de transport en fonction :
a) Laisser refroidir la machine à la température ambiante.
b) Ne pas porter de gants de protection.
c) Tenir les doigts éloignés des parties mobiles (chaines de transport, roues dentées,
crémaillères).
d) Pour le graissage des chaînes de transport, utiliser un pinceau, un flacon doseur
ou un spray.
ü Contrôler le convoyeur :
a) Désactiver tous les convoyeurs.
b) Laisser refroidir la machine.
c) Contrôler le bon serrage et l'intégralité des profilés des convoyeurs.
– Resserrer des profilés de convoyeurs desserrés.
– Remplacer les profilés de convoyeurs manquants ou endommagés.
– Resserrer les vis et écrous desserrés.
Ersa GmbH Manuel d’utilisation_VF366_fr|Rev. 14|30/11/2017 338/567