03253524-01 KPO 2 Closed Loop.pdf - 第16页
3 USER INFORMATION 3.3 GETTING STARTED 16 Standalone Manual Interface To Koh Young KPO 2 08/2021 3.3 GETTING STARTED Once the DEK printer software that includes the KPO interface has been installed and the network connec…

3 USER INFORMATION
3.1 PRINTER AND PROCESS PRE-REQUISITES
Standalone Manual Interface To Koh Young KPO 2 08/2021 15
3 USER INFORMATION
3.1 PRINTER AND PROCESS PRE-REQUISITES
Before allowing the KPO software to control the printing process it is important to ensure that the
correct conditions are established. Closed loop optimiser software cannot correct a fundamentally
flawed process design or compensate for a printer which is badly setup or not maintained. Trying to
adjust an out of control process is likely to lead to more issues and reduced production perform-
ance.
The following pre-requisites for the printer are recommended:
●
The printer alignment is accurate and repeatable and passes the SPC qualification test
●
The printer is clean and well maintained through daily, weekly and monthly PM schedules
●
The printer receives an annual service
●
PM and Maintenance staff are trained to the correct level
The following pre-requisites for process are recommended:
●
The print quality must be stable, repeatable and predictable
●
The process hardware (tooling, stencil, squeegees etc.) must be in good condition and fit for
purpose
●
The process is well maintained (solder paste quantity on the stencil is controlled, under stencil
cleaner is working correctly)
●
The production environment is stable (temperature, humidity, board handling and air quality)
●
Operators, Technicians and Engineers are trained to the correct level
ASM training classes are available to provide the necessary knowledge to establish and maintain
the above requirements.
It would be helpful with any subsequent troubleshooting activities if the status and production per-
formance of the printer are recorded prior to KPO being enabled. The table in Appendix B (later in
this chapter) is designed to help with this.
3.2 ASM RECOMMENDED TRAINING
In order for a Process Design engineer or NPI engineer to design and optimize a product, ASM re-
commends the following training courses:
TR-PMI - Programming and Process Foundation - 2.5 days
TR-PD-MI - Process Design - 2 days
In order for a line technician to effectively set-up an existing product and troubleshoot the process,
ASM recommends the following training course:
TR-PMI - Programming and Process Foundation - 2.5 days
In order for a maintenance technician to effectively maintain the printer and troubleshoot any
machine issues, ASM recommends the following training course:
TR-M-MI - Maintenance and Troubleshooting - 4 days
3 USER INFORMATION
3.3 GETTING STARTED
16 Standalone Manual Interface To Koh Young KPO 2 08/2021
3.3 GETTING STARTED
Once the DEK printer software that includes the KPO interface has been installed and the network
connection between the printer and the SPI has been established, the KPO interface can be en-
abled or disabled through the Maintenance\Machine Setup\Options\Plug-Ins\Edit menu.
Enabled
KPO Interface Enabled
Plug-Ins Edit Page
Usually there is no reason to disable the KPO plug-in, unless there is a loss of communications
between the printer and the SPI during a DOE. The plug-in may need to be disabled to allow nor-
mal production to resume.
3 USER INFORMATION
3.3 GETTING STARTED
Standalone Manual Interface To Koh Young KPO 2 08/2021 17
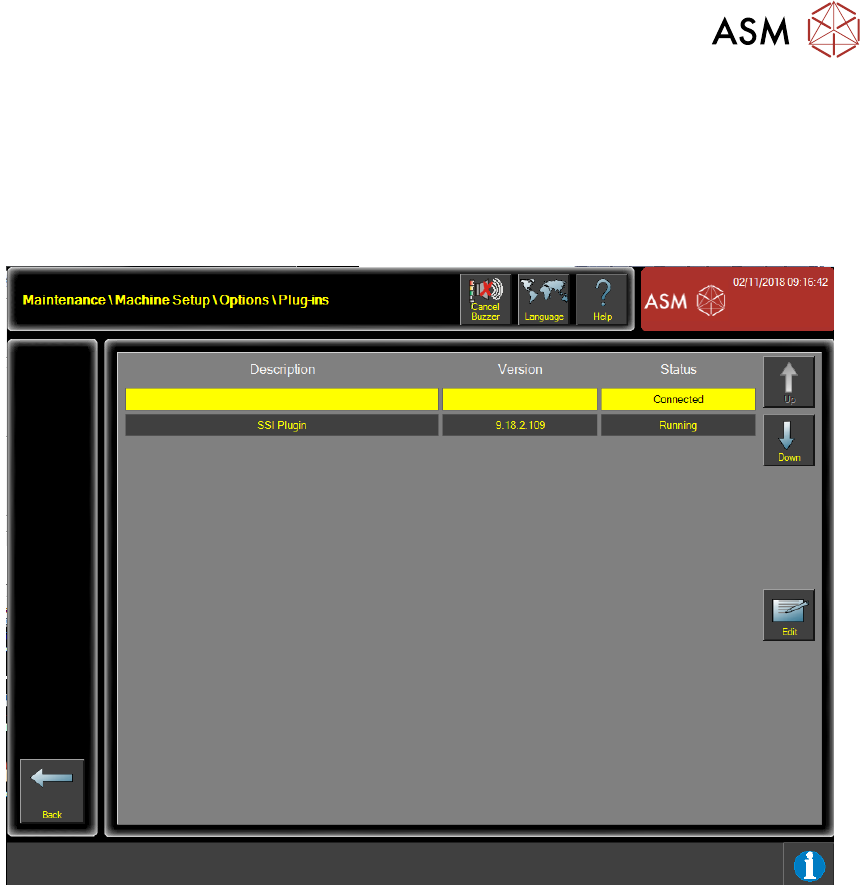
Within the Maintenance\Machine Setup\Options\Plug-Ins menu the following status conditions of
the KPO plug-in are displayed:
●
Connecting - The plug-in is enabled and waiting for the SPI to connect
●
Connected - The plug-in is communicating with the SPI
●
Disabled - The plug-in has been disabled
KPO Plugin
9.17.2.1590
Plug-Ins Page
3.3.1 Running A KPO DOE
Before a KPO DOE is run, the printer should be prepared for a print run and left in the Ready page.
The checklist in Appendix A may assist in preparing the printer. The tables in Appendix B are
provided to assist in monitoring the print performance before and after KPO optimisation. These
may also help with any troubleshooting activities.
The KPO system takes control of the printer and runs the printer for the duration of the test. Whilst
in KPO mode, boards are only printed when the SPI is ready.
During the DOE, the SPI changes print parameters for pressure, speed and separation and can
also instigate under stencil cleans.
When the DOE has been completed the printer returns to normal operation ready to resume pro-
duction. It is recommended that the correct recipe/product file is loaded before production resumes.