2OM-1321-005_w.pdf - 第116页
4 - 5 Tg 1298 -ID-OP 0602 - 001 [2] オペレーターメッセージ 装置の運転状況などが表示されます。 [3] メンテナンス停止予告 手清掃やソルダペースト補給などのメンテナンスのために停止 するまでに生産される残り枚数が、カウントダウン方式で表示 されます。 2. “生産運転”サブメニュー
4-4
Tg1298-ID-OP
0602-001
2. “生産運転”サブメニュー
2. “生産運転”サブメニュー
•
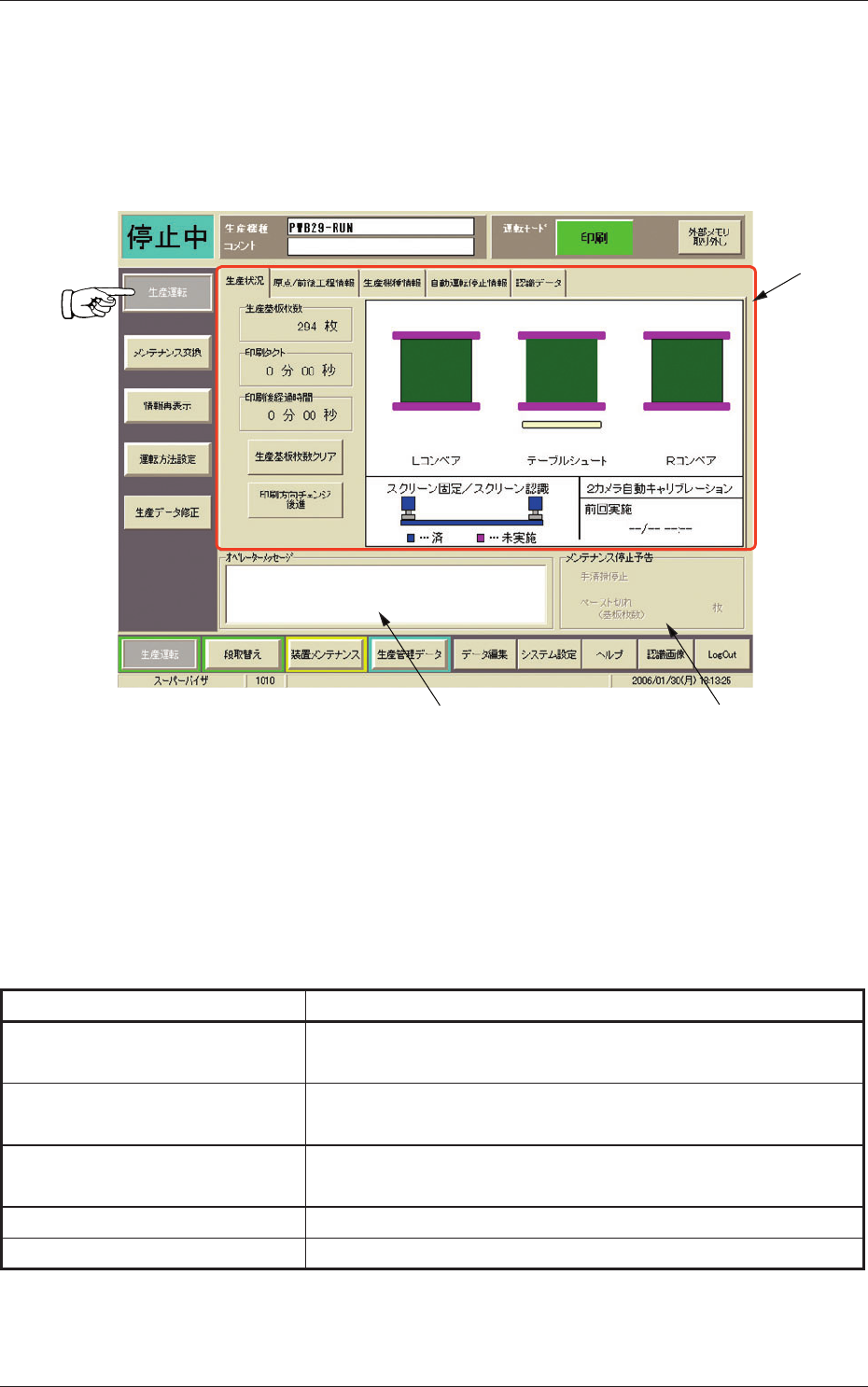
画面の表示
“生産運転”サブメニューバーの[生産運転]ボタンを押すと、以下
の画面が表示されます。
[1]
[2]
[3]
Fig.2D3 “生産運転”サブメニュー画面
•
画面の構成
[1] タブ
“生産運転”サブメニュー画面は 5 つのタブシートに分かれてお
り、タブを押すと各タブシートが表示されます。
Table 2D1
タ ブ 内 容
生産状況 生産した基板の枚数、印刷に要する時間、印刷が終了して
からの経過時間などが表示されます。
原点 / 前後工程情報 各ユニットの原点情報、前後工程との信号のやりとり(ON/
OFF
状態)がリアルタイムで表示されます。
生産機種情報 生産機種として設定されているパターンプログラムの概要
が表示されます。
自動運転停止情報 手動運転を行う場合の各種設定値が表示されます。
認識データ 基板認識後の各軸の補正量が表示されます。

4-5
Tg1298-ID-OP
0602-001
[2] オペレーターメッセージ
装置の運転状況などが表示されます。
[3] メンテナンス停止予告
手清掃やソルダペースト補給などのメンテナンスのために停止
するまでに生産される残り枚数が、カウントダウン方式で表示
されます。
2. “生産運転”サブメニュー
4-6
Tg1298-ID-OP
0602-001
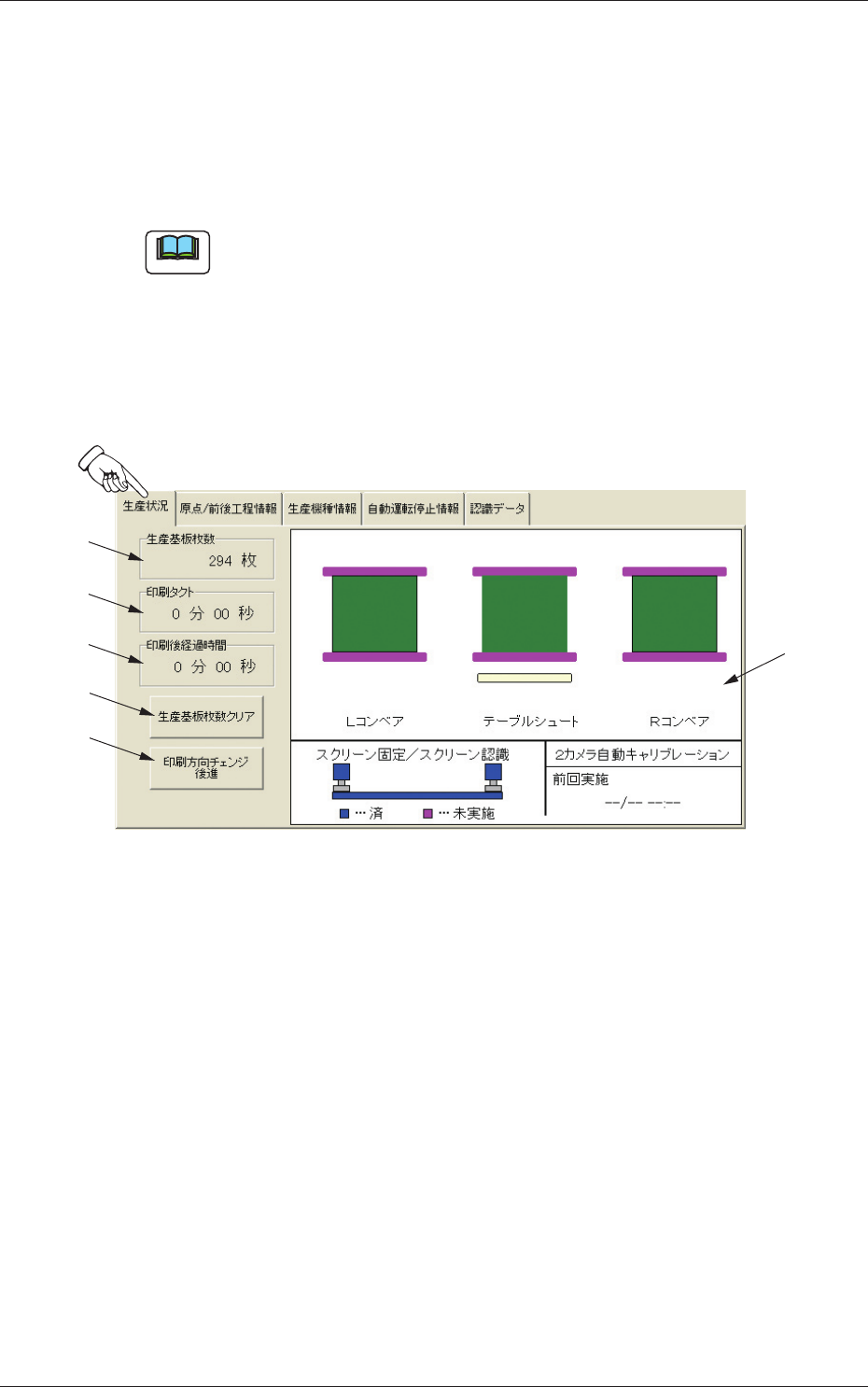
2.1 “生産状況”タブ
生産した基板の枚数、印刷に要する時間、印刷が終了してからの経
過時間などが表示されます。
タブシートの L/R コンベア部に基板がある場合はコンベアの間の色
が黒から緑に変わり、基板の有無を自動的に表示します。
ノート
テーブルシュート部には基板を検出するセンサがないので基板を手
で取り除いてから運転を再開する場合などで画面の表示と実際が異
なる場合があります。
このような場合にはテーブルシュート部のコンベア間の部分を押し
て以下のように(実際に合うように)切替えます。
テーブルシュート部に基板がない: コンベア間の色を黒にする。
テーブルシュート部に基板がある: コンベア間の色を緑にする
。
[1]
[2]
[3]
[4]
[5]
[6]
Fig.2D4 “生産状況”タブシート
•
シートの構成
[1]
基板生産枚数
生産した基板の枚数が表示されます。
[2] 印刷タクト
印刷に要する時間が表示されます。
基板搬送時間は含まれません。
[3] 印刷後経過時間
印刷が終了してからの経過時間が表示されます。
[4] [基板生産枚数クリア]ボタン
ボタンを押すと、基板生産枚数を“0”にします。
2.1 “生産状況”タブ