2OM-1321-005_w.pdf - 第63页
1 - 4 Tg 1298 -ID-OP 1.4 基板搬出 テーブル 基板クランプ 基板通過検出センサ 基板到着検出センサ 基板バックアップベース 基板 Fig.2A4 (1) 基板位置決め部が“基板クランプ”による基板の固定を解除し、 基板バックアップベースが下降して、基板が基板位置決め部の ベルトコンベア上に移ります。 (2) テーブル( θ 軸)が原点復帰し、テーブル(X 軸)が基板排出位 置まで移動します。 このとき、基板位置決…
1-3
Tg1298-ID-OP
1.3. 印刷
0602-001
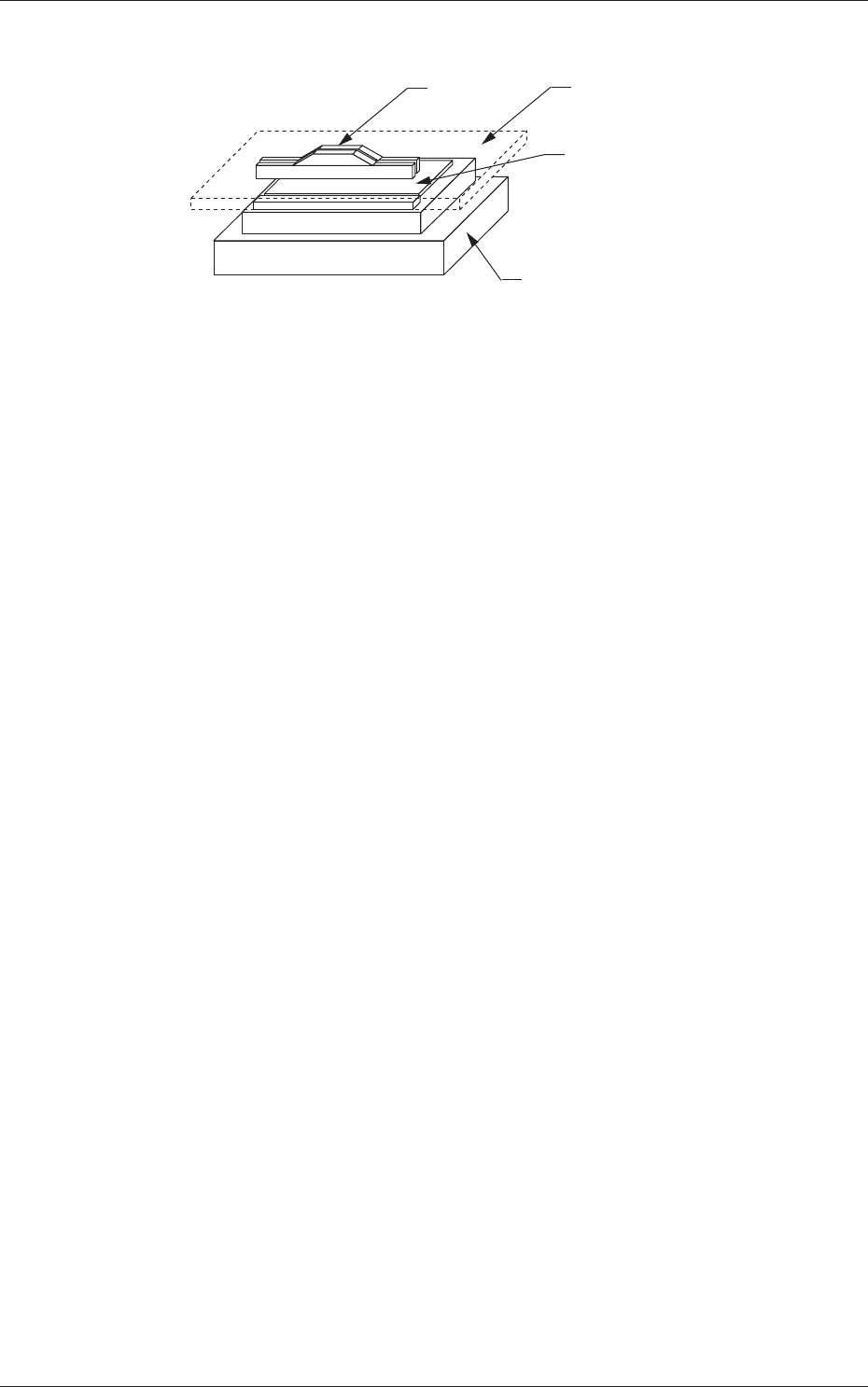
1.3 印刷
スクリーン
スキージ
テーブル
基板
Fig. 2A3
(1) 片側印刷の場合
スキージが印刷ストロークの奥側にある場合は、“スキージ B
(奥)”が下降し、手前へ移動して印刷します。
スキージが印刷ストロークの手前側にある場合は、“スキージ A
(手前)”が下降し、奥側へ移動して印刷を行います。
往復印刷の場合
“スキージ A(手前)”が下降し、奥側へ移動して印刷を行った後、
奥側でスキージ
A が上昇します。そして、“スキージ B(奥)”が
下降し、手前側へ移動して印刷を行います。
(2) スキージが停止した後、テーブルが下降した後にスキージが上
昇します。
または、スキージが先に上昇した後にテーブルが下降します。
どちらが先に動作するかは“パターンプログラム”により設定
できます。
1-4
Tg1298-ID-OP
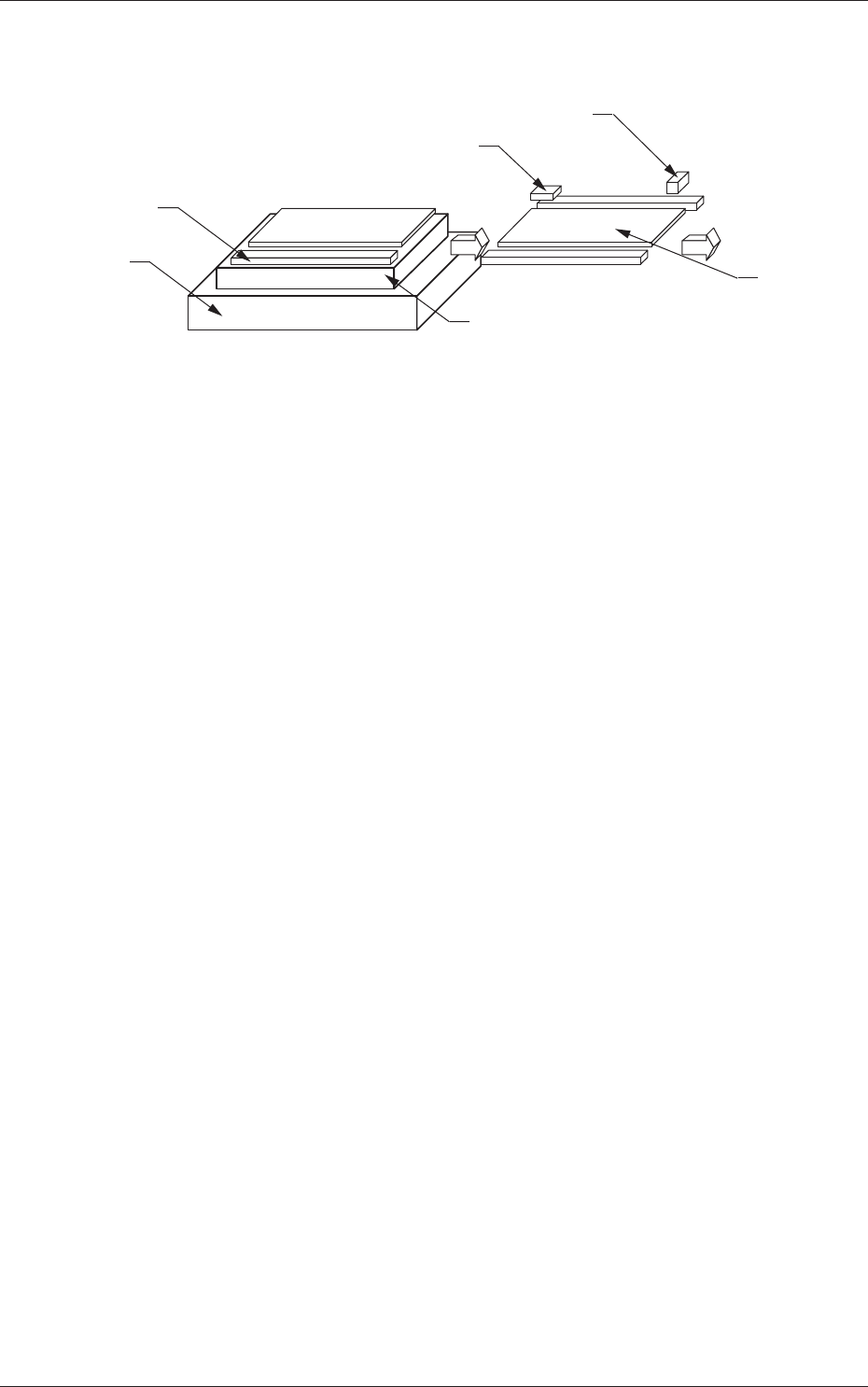
1.4 基板搬出
テーブル
基板クランプ
基板通過検出センサ
基板到着検出センサ
基板バックアップベース
基板
Fig.2A4
(1) 基板位置決め部が“基板クランプ”による基板の固定を解除し、
基板バックアップベースが下降して、基板が基板位置決め部の
ベルトコンベア上に移ります。
(2) テーブル(
θ
軸)が原点復帰し、テーブル(X
軸)が基板排出位
置まで移動します。
このとき、基板位置決め部の歯車が R コンベアの歯車と噛み合
います。
(3)
R
コンベアが駆動し、基板が R コンベアに移載したことを“基板
通過検出センサ”により確認されると、基板位置決め部を乗せ
たテーブルが原点へ移動します。
(4) “基板
到着検出センサ”により基板が検出されると、R コンベア
が停止します。
(5) 後工程
装置からの“ワーク要求信号”を受けると R コンベアが
駆動し、基板は後工程装置へ送られます。
(6) 後工程装置の“ワーク要求信号 OFF”で
R コンベアが停止します。
1.4 基板搬出
0602-001
1-5
Tg1298-ID-OP
2. 各種機能
2. 各種機能
2.1 ペーストこね動作機能
ソルダペーストのローリング(スキージとスクリーンにはさまれた、
ソルダペーストが渦状に流動して攪拌する現象)を利用して、ソル
ダペーストを印刷前に混練することによって安定した印刷を行うこ
とができます。
生産運転の開始時に自動的に印圧の零点を読み取り、零点のずれを
補正する機能です。
詳細については、“4 章 3.4“ペーストこね動作”タブ”を参照し
てください。
ノート
十分こねられているソルダペーストの場合は、この作業は必要あり
ません。
2.2 座標ティーチング機能
基板 / スクリーンの認識マーク位置の座標をティーチングする機能
です。
各々 2 か所の認識マークの位置座標をティーチングできます。
詳細については、“6 章 6.2“座標ティーチング”タブ”を参照し
てください。
2.3 治具位置座標ティーチング機能
基板を吸着して固定する場合、吸着治具位置の座標をティーチング
する機能です。
詳細については、“6 章 6.3“吸着治具位置ティーチング”タブ”
を参照してください。
2.4 装置診断、管理機能
各種センサ / モータコントロールの入力状態、ソフトウェアのバー
ジョン情報および各ユニットの原点復帰状態を表示して、管理でき
る機能です。
詳細については、“6 章 2.“装置診断”サブメニュー”を参照して
ください。
0602-001