2OM-1321-005_w.pdf - 第79页
2 - 10 Tg 1298 -ID-OP 0602 - 001 (8) 前面側の開閉扉を閉めます。 前面操作パネルの [運転モード / 段取] スイッチを “運転” 側に切替えます。 生産運転メニュー → “メンテナンス交換”サブメニュー → “クリーニング交換”タブシートで、 [交換位置移動(始 動) ]ボタンを選択します。 詳細については、 “4 章 3.3 クリーニング交換タブ”を 参照してください。 (9) 前面操作パネルの[…
2-9
Tg1298-ID-OP
0602-001
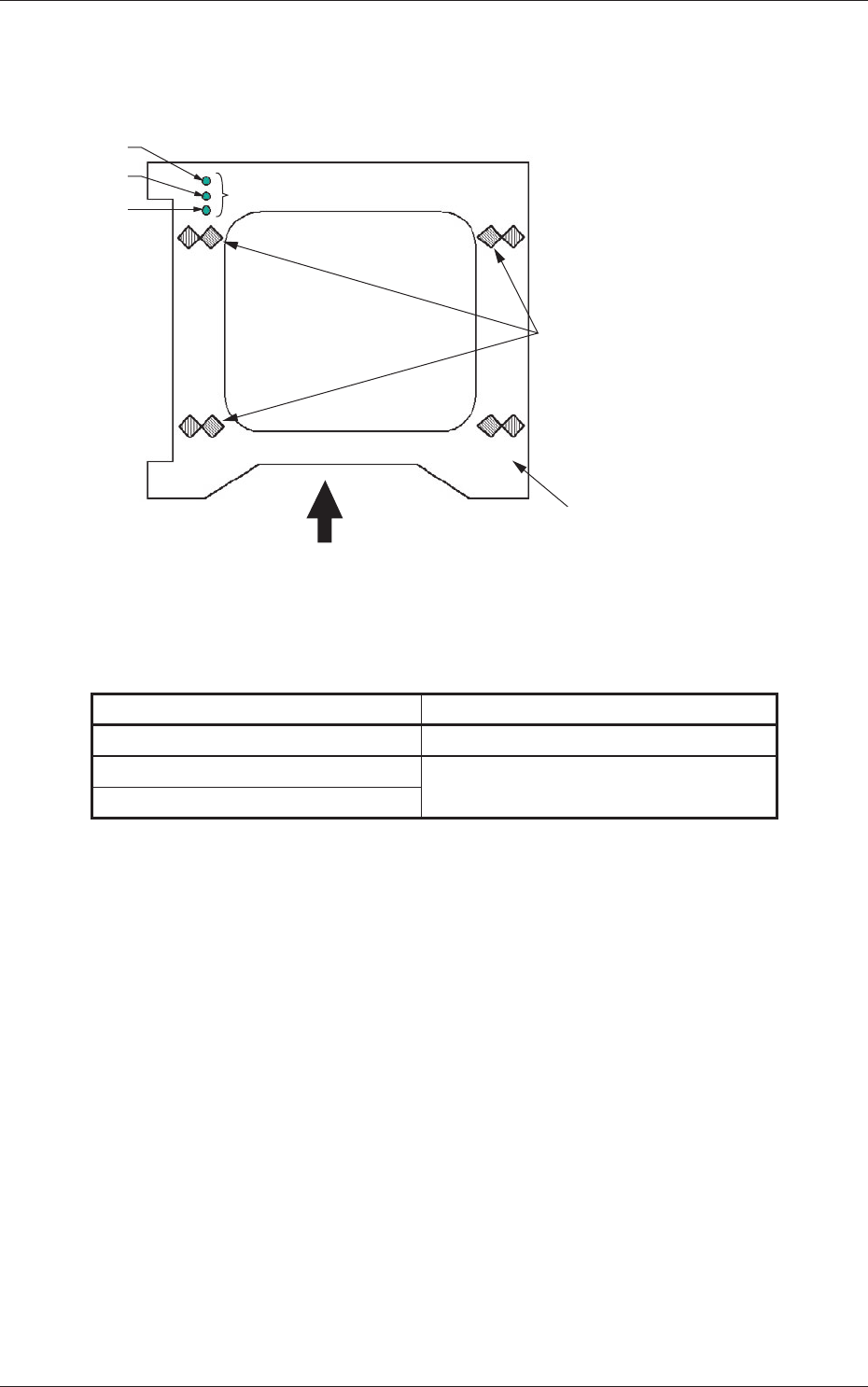
(7) スクリーン枠固定シリンダの位置を変更します。
スクリーン枠の X 方向寸法に対応して、スクリーン枠を固
定するシリンダの取付け位置を下表のように変更します。
スクリーンホルダ
装置前面
外内
外内
外 内
外 内
ストッパピンの位置
スクリーン枠固定シリンダ
奥
中
手前
Fig.2B7
Table 2B2
スクリーン枠 X 方向寸法(W) スクリーン枠固定シリンダの位置
650 mm 外
600 mm 内
550 mm
2.2 生産機種の切替え
2-10
Tg1298-ID-OP
0602-001
(8) 前面側の開閉扉を閉めます。
前面操作パネルの[運転モード / 段取]スイッチを“運転”
側に切替えます。
生産運転メニュー → “メンテナンス交換”サブメニュー
→ “クリーニング交換”タブシートで、[交換位置移動(始
動)]ボタンを選択します。
詳細については、“4 章 3.3 クリーニング交換タブ”を
参照してください。
(9) 前面操作パネルの[始動]ボタンを押すと、スクリーン枠
が後面側に移動します。
前面操作パネルの[運転モード / 段取]スイッチを“段取”
側に切替えます。
後面側の開閉扉を開けます。
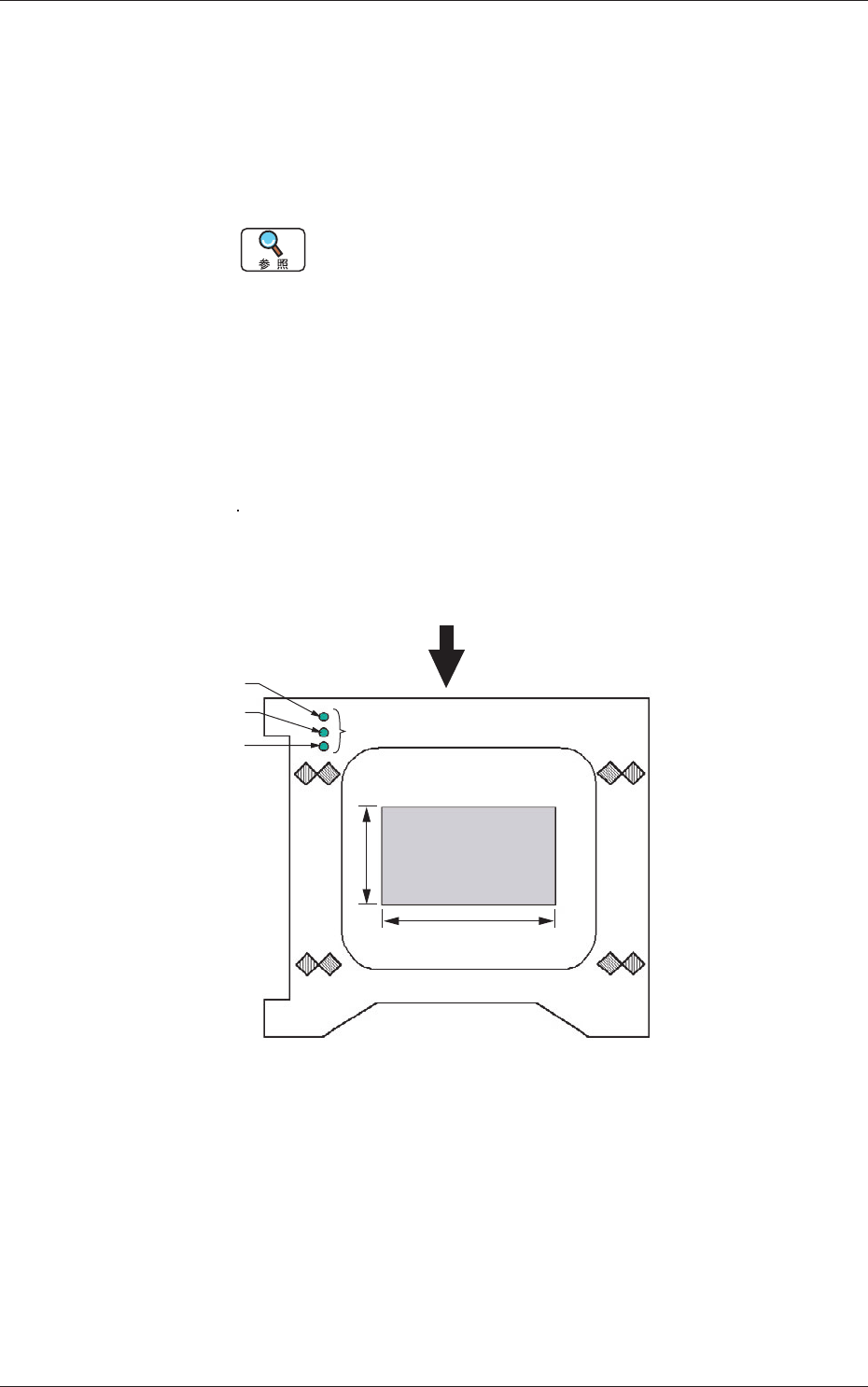
(10) 後面側よりスクリーン枠の Y 方向寸法と製版基準、搬送基
準および基板の X
方向寸法に対応して、ストッパピンを以
下の表のように差替えて取付け位置を変更します。
装置後面側
外内
外内
外 内
外 内
Y
X
ストッパピンの位置
奥
中
手前
Fig.2B8
2.2 生産機種の切替え
2-11
Tg1298-ID-OP
0602-001
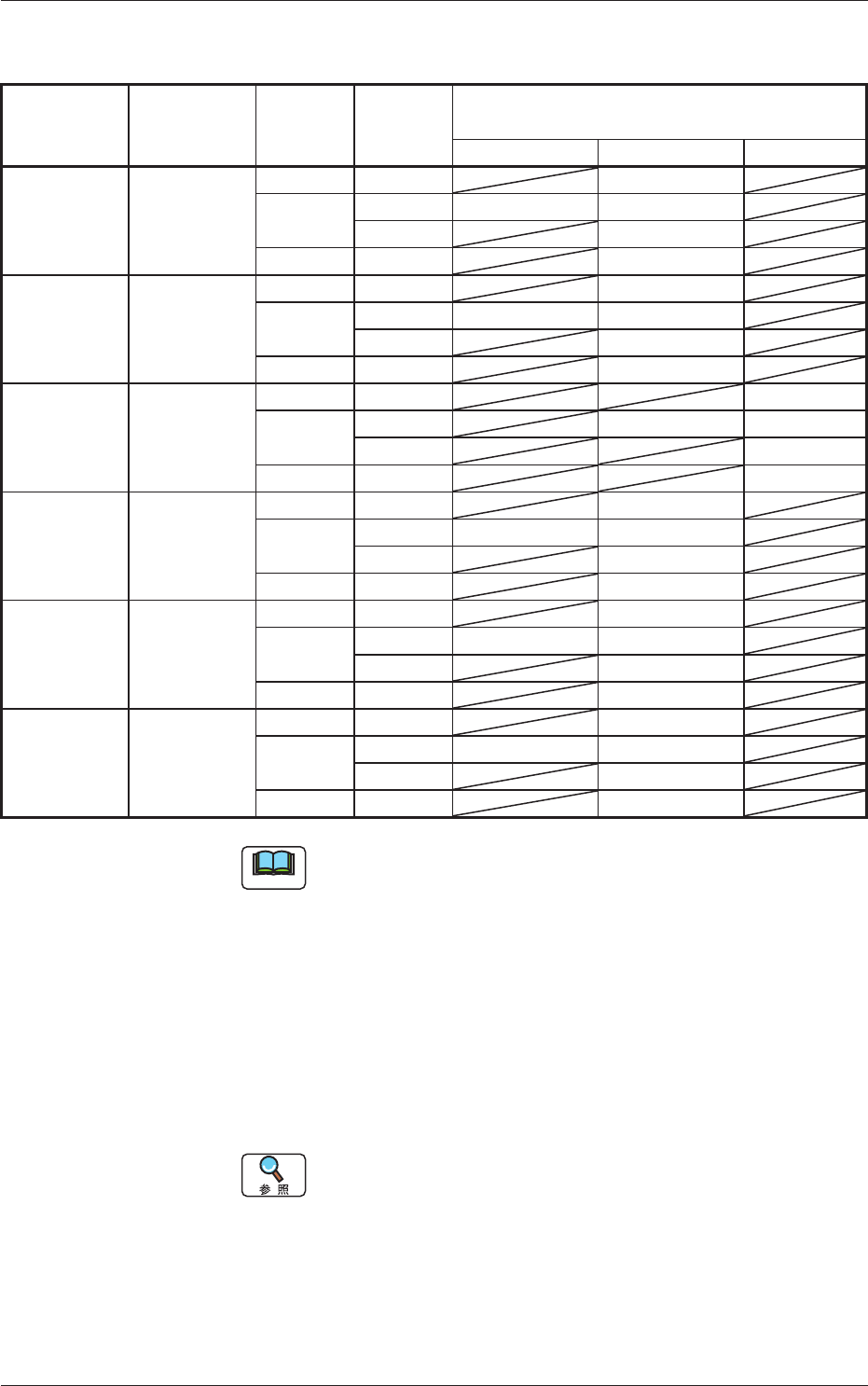
ストッパピンの位置と印刷可能な基板幅方法寸法の範囲 (mm)
Table 2B3
スクリーン枠
X 方向寸法
スクリーン枠
Y 方向寸法
製版基準 搬送基準 ストッパピンの位置と印刷可能
な基板幅 (Y 方向 ) 寸法範囲
手 前 中 間 奥
550 550 手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
600 550
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
550 650
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
650 550
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
450 450
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
320 320
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
ノート
上表以外の条件で印刷する場合は、株式会社日立ハイ
テクノロジーズの営業部または販売代理店までお問合
せください。
(11) 後面側の開閉扉を閉めます。
前面操作パネルの[運転モード / 段取]スイッチを“運転”
側に切替えます。
生産運転メニュー → “メンテナンス交換”サブメニュー
→ “スクリーン清掃”タブシートで、[スクリーン手清掃
位置移動(始動)]ボタンを選択します。
詳細については、“4 章 3.1 スクリーン清掃タブ”を参
照してください。
(12) 前面操作パネルの[始動]ボタンを押してスクリーン枠を
手前に移動させます。
2.2 生産機種の切替え