2OM-1321-005_w.pdf - 第80页
2 - 1 1 Tg 1298 -ID-OP 0602 - 001 ストッパピンの位置と印刷可能な基板幅方法寸法の範囲 (mm) Table 2B3 スクリーン枠 X 方向寸法 スクリーン枠 Y 方向寸法 製版基準 搬送基準 ストッパピンの位置と印刷可能 な基板幅 (Y 方向 ) 寸法範囲 手 前 中 間 奥 550 550 手 前 手前 35 ~ 250 中 心 手前 35 ~ 100 未満 100 ~ 250 奥 35 ~ 250 …
2-10
Tg1298-ID-OP
0602-001
(8) 前面側の開閉扉を閉めます。
前面操作パネルの[運転モード / 段取]スイッチを“運転”
側に切替えます。
生産運転メニュー → “メンテナンス交換”サブメニュー
→ “クリーニング交換”タブシートで、[交換位置移動(始
動)]ボタンを選択します。
詳細については、“4 章 3.3 クリーニング交換タブ”を
参照してください。
(9) 前面操作パネルの[始動]ボタンを押すと、スクリーン枠
が後面側に移動します。
前面操作パネルの[運転モード / 段取]スイッチを“段取”
側に切替えます。
後面側の開閉扉を開けます。
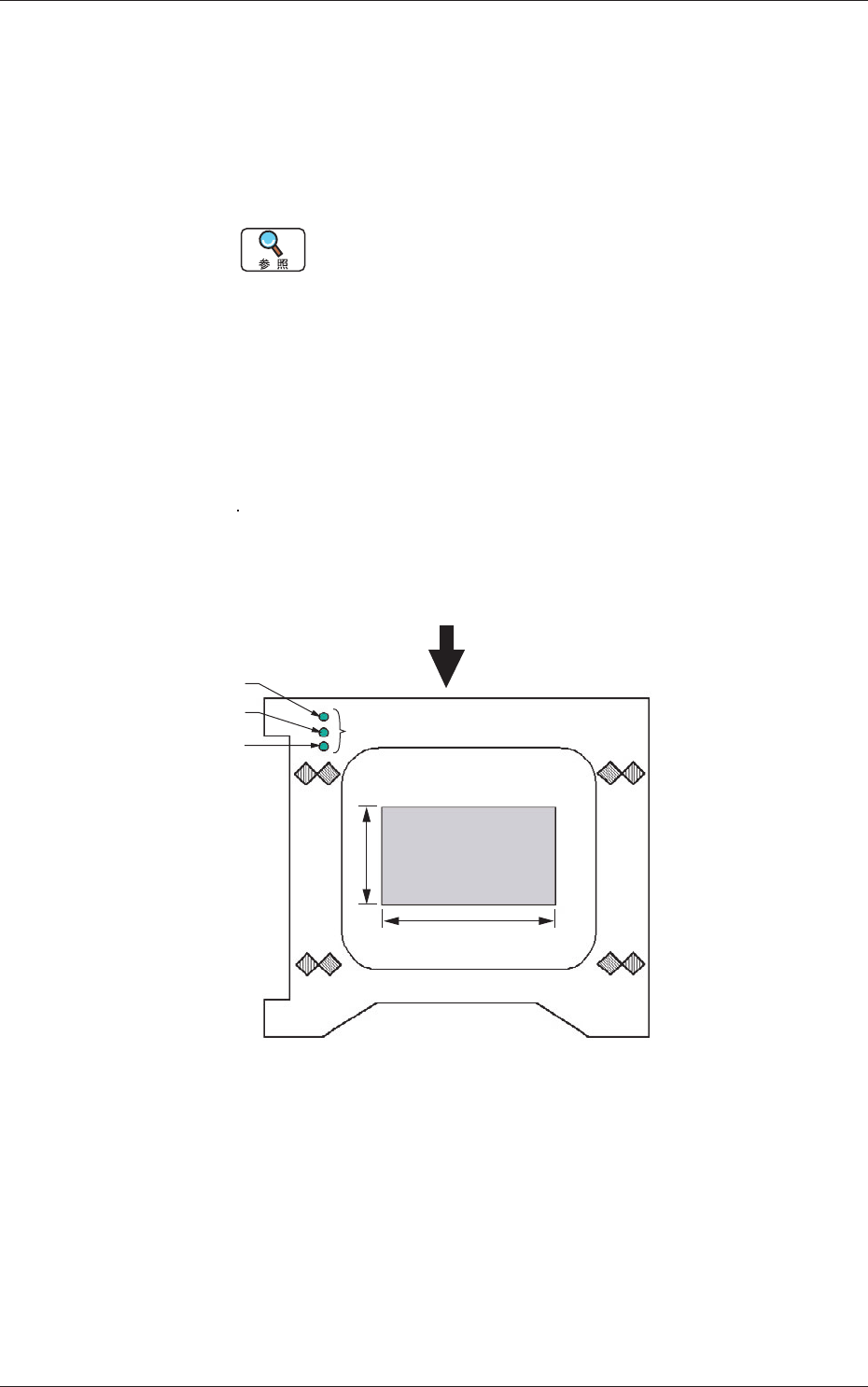
(10) 後面側よりスクリーン枠の Y 方向寸法と製版基準、搬送基
準および基板の X
方向寸法に対応して、ストッパピンを以
下の表のように差替えて取付け位置を変更します。
装置後面側
外内
外内
外 内
外 内
Y
X
ストッパピンの位置
奥
中
手前
Fig.2B8
2.2 生産機種の切替え
2-11
Tg1298-ID-OP
0602-001
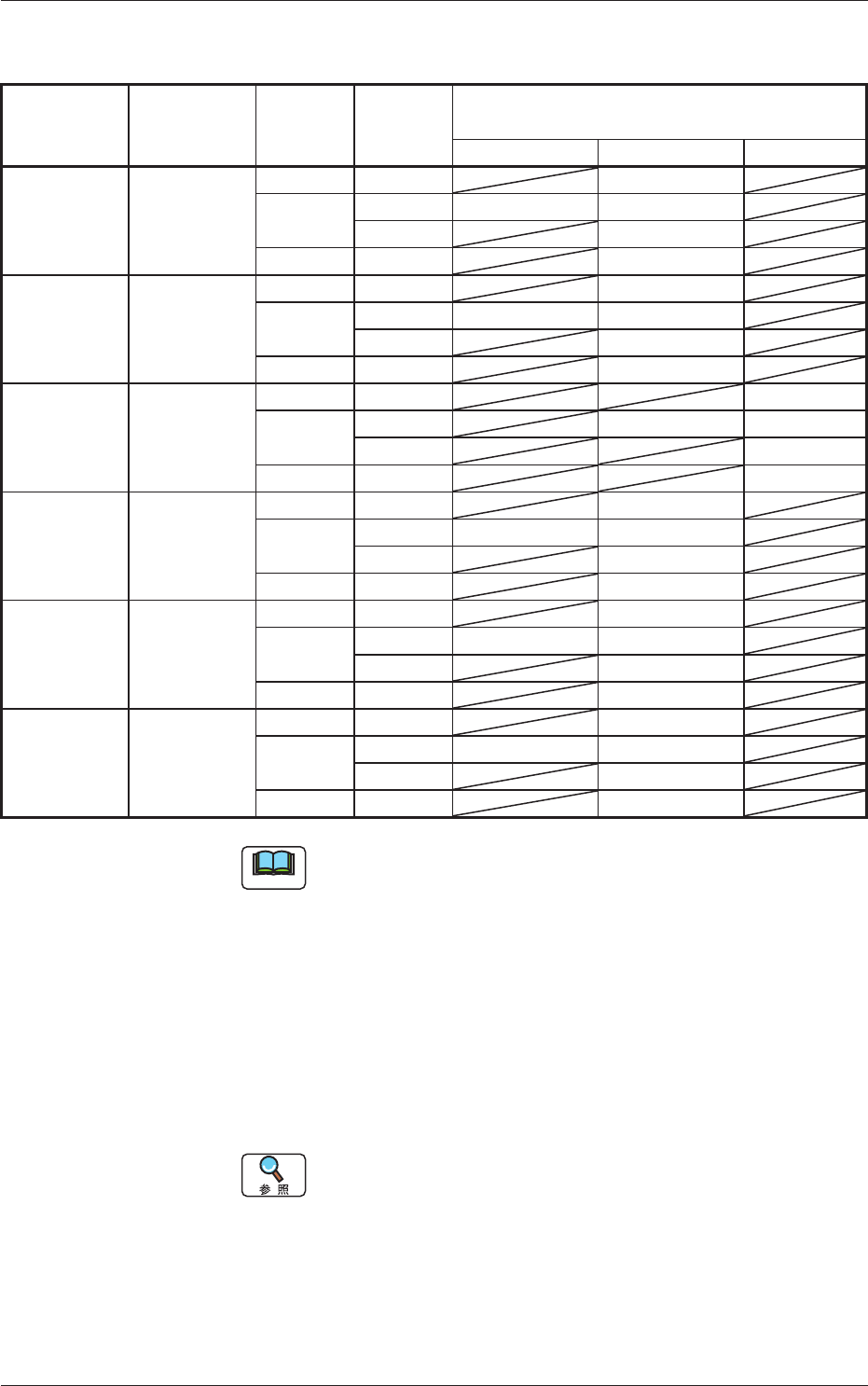
ストッパピンの位置と印刷可能な基板幅方法寸法の範囲 (mm)
Table 2B3
スクリーン枠
X 方向寸法
スクリーン枠
Y 方向寸法
製版基準 搬送基準 ストッパピンの位置と印刷可能
な基板幅 (Y 方向 ) 寸法範囲
手 前 中 間 奥
550 550 手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
600 550
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
550 650
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
650 550
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
450 450
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
320 320
手 前 手前 35 ~ 250
中 心 手前 35 ~ 100
未満 100 ~ 250
奥 35 ~ 250
奥 奥 35 ~ 250
ノート
上表以外の条件で印刷する場合は、株式会社日立ハイ
テクノロジーズの営業部または販売代理店までお問合
せください。
(11) 後面側の開閉扉を閉めます。
前面操作パネルの[運転モード / 段取]スイッチを“運転”
側に切替えます。
生産運転メニュー → “メンテナンス交換”サブメニュー
→ “スクリーン清掃”タブシートで、[スクリーン手清掃
位置移動(始動)]ボタンを選択します。
詳細については、“4 章 3.1 スクリーン清掃タブ”を参
照してください。
(12) 前面操作パネルの[始動]ボタンを押してスクリーン枠を
手前に移動させます。
2.2 生産機種の切替え
2-12
Tg1298-ID-OP
0602-001
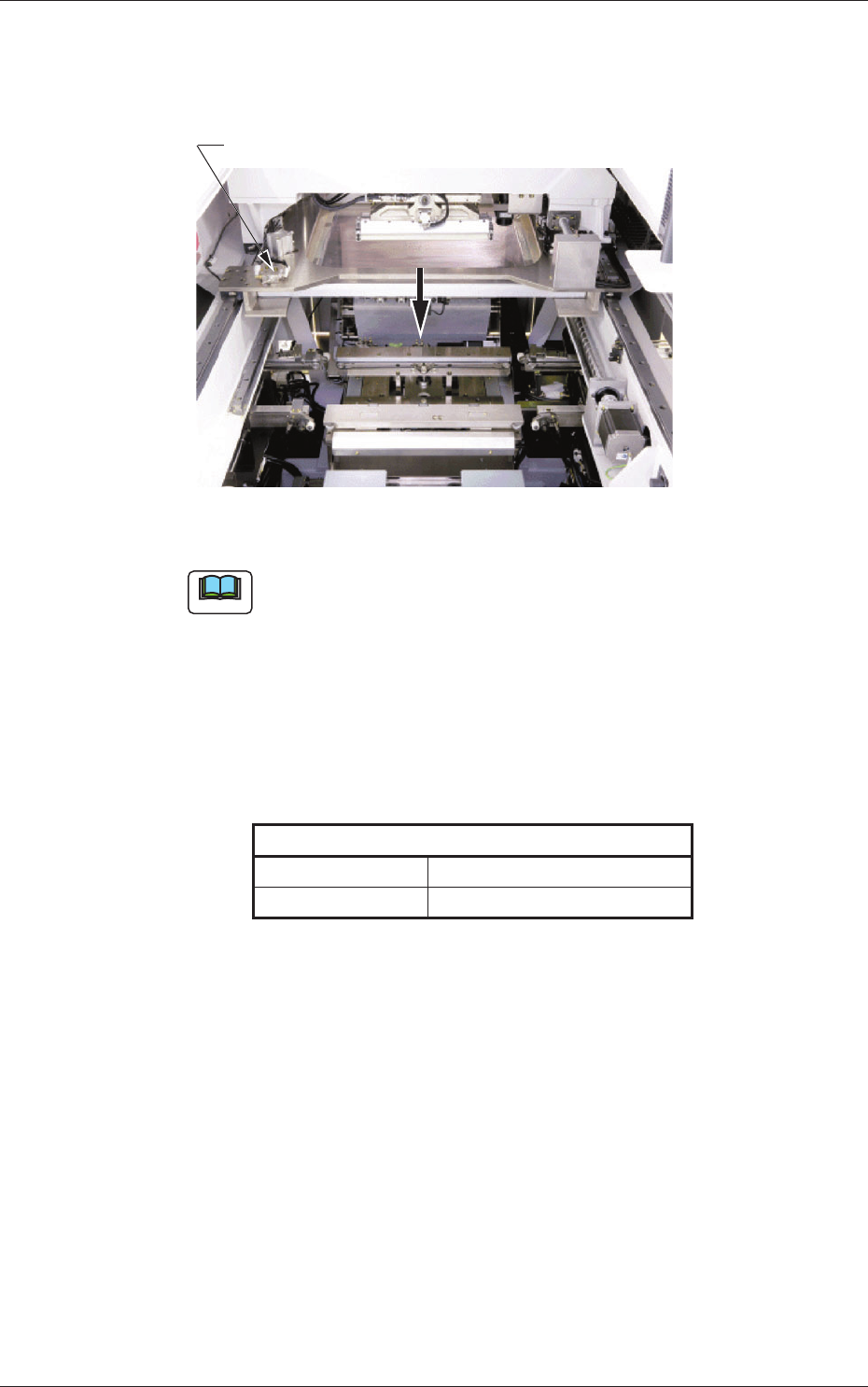
(13) スクリーン枠をスクリーンホルダにセットし、スクリーン
枠固定メカバルブを右側に倒してスクリーン枠を固定しま
す。
スクリーン枠固定メカバルブスイッチ
Fig.2B9
ノート
出荷時点では、スクリーン枠の厚さを 30mm 以下として、スク
リーン枠固定シリンダのリードスイッチ位置を設定していま
す。
スクリーン枠の厚さが 30mm を超える場合は、以下の手順でリー
ドスイッチ位置を調整してください。
リードスイッチの固定ネジをマイナスの精密ドライバで締め、
リードスイッチの LED が以下のようになるようにリードスイッ
チの位置を調整します。
Table 2B4
スクリーン枠
固定された状態 固定されない状態
消灯 点灯
2.2 生産機種の切替え