KD-2077_EPU使用说明书 - 第118页
第 4 章 制作生产程序 4- 68 4 生产结束时刻 该生产程序中最 后结束生产的日期和 时刻。 5 运转时间 从生产开始 到生产结束之 间,除去基板 输送等待时间 的时间累计。 ( 不包 括暂停的时间 ) 6 基板搬入等待时 间 是从夹紧解除到 In 传感器打开的时 间累计。 但是,夹紧解除时,若外缓冲 器存在基板,即为搬出等待 时间。并且,夹 紧解除时,若外 缓冲器无基板, In 传感 器或等待传感器已处于 On 状态, 则不算入…
第 4 章 制作生产程序
4-
67
4.4
有关生产的信息
若生产模式为基板生产,则生产管理信息被保存。该项可了解生产所保存的生产管理信息。
4.4.1
生产管理信息
1) 生产管理信息收集条件
① 生产模式为基板生产,且为全贴片点贴片
② 一旦开始收集后,从下一生产开始,追加收集到上次的收集数据中。欲重新收集时,
需进行清除。
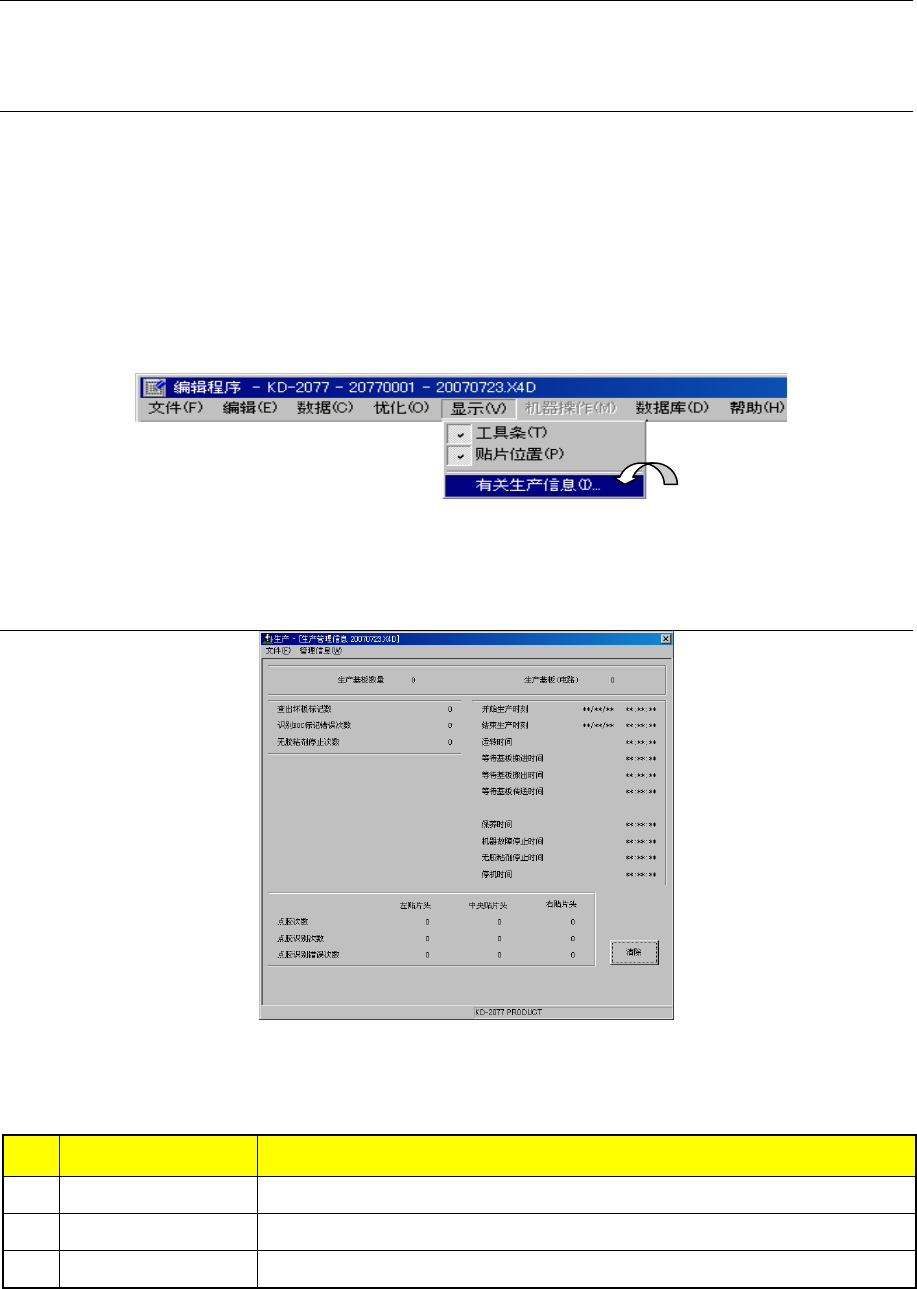
2) 生产管理信息画面
在菜单栏中单击「显示」「有关生产的信息」,选择要“参照”的生产管理信息。
图 4-4-1 生产管理信息选择菜单
4.4.2 综合」管理信息
图 4-4-2 生产管理信息(综合)选择菜单
表 4-4-1-1-1 生产管理信息(综合)
No.
项目
内容
1
生产基板数量 最后清除生产管理信息后,生产的基板数量。(仅针对成品)
2
生产数量(电路) 生产的电路数。 (实绩数量×电路数-坏标识检测次数)
3
生产开始时刻 最后清除生产管理信息,最初开始生产的日期和时刻。
第 4 章 制作生产程序
4-
68
4
生产结束时刻 该生产程序中最后结束生产的日期和时刻。
5 运转时间
从生产开始到生产结束之间,除去基板输送等待时间的时间累计。(不包
括暂停的时间)
6
基板搬入等待时间
是从夹紧解除到 In 传感器打开的时间累计。
但是,夹紧解除时,若外缓冲器存在基板,即为搬出等待时间。并且,夹
紧解除时,若外缓冲器无基板,In 传感器或等待传感器已处于 On 状态,
则不算入搬入等待时间。此外,不包括搬入等待状态中暂停时的时间。
7
基板搬出等待时间
夹紧解除时,Out 传感器在 On 状态(Out 缓冲器有基板)下,从夹紧解除到
Out 传感器 Off(Out 缓冲器中存在的基板被搬出)的时间累计。
若夹紧解除时,Out 缓冲器无基板,则不算入搬出等待时间。
但是,最终基板,不管 Out 传感器 On 还是 Off,均算入从夹紧解除到输送
操作结束的时间。此外,不包括搬出等待状态中暂停时的时间。
8 基板输送等待时间
从基板输送操作开始到操作结束的时间累计。
但是,不包括输送操作中暂停时的时间。
9
维修保养时间
因用户要求(停止键)的暂停而停止机器的时间累计。元件保护所造成的暂
停、循环停止也为用户要求,算入维修保养时间。
10 故障停止时间
因“操作选项”→“出错时暂停”检查时的暂停,和生产无法继续进行下
去状态下的暂停、非同步现象而停止机器的时间累计。但是,暂停的主要
原因为「胶粘剂用尽」时,算入“胶粘剂用尽停止时间”。
11 胶粘剂 用尽停止时
间
胶粘剂用尽暂停造成机器停止的时间累计。
12 停止时间 维修保养时间、故障停止时间、胶粘剂用尽停止时间总和的累计。
13
坏标识检测次数 坏标识检测电路总数。
14
BOC 标识识别错误次
数
BOC 标识识别错误次数。
15 胶粘剂 用 尽 停止次
数
胶粘剂用尽停止次数。
16
点胶次数 点胶次数。
17
点胶识别次数 点胶识别次数。
18
点胶识别错误次数 点胶识别错误次数。
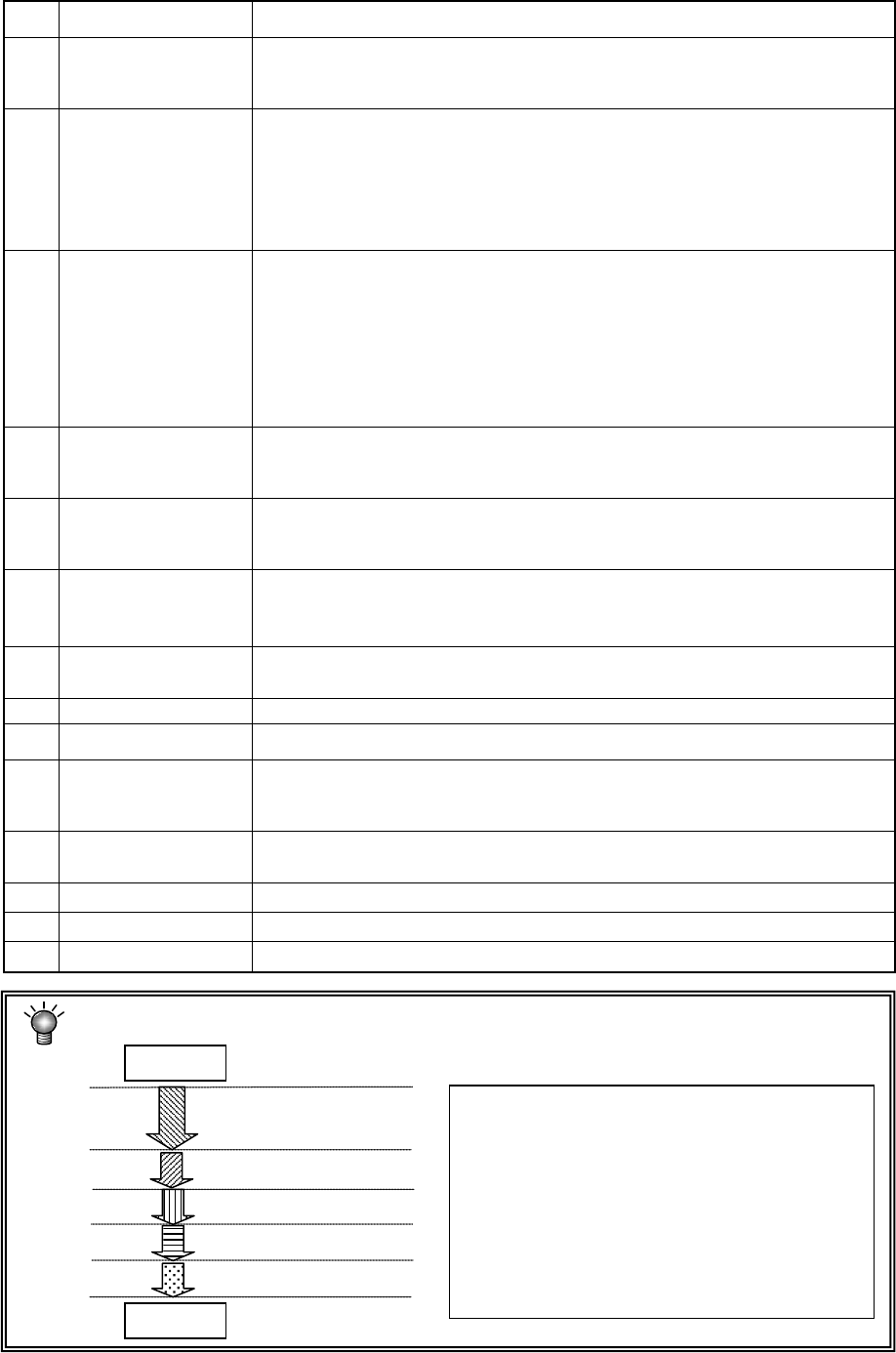
以下表示区别从生产开始到结束时的主要定义。
●
运转时间 → A
●
保养时间 → B
●
故障停止时间 → C+D
●
胶粘剂用尽停止时间 E
●
停止时间 → B+C+D+E
生产开始
A 生产(包括传送时间)
生产结束
B 临时停止按钮 ON
C 异常停止按钮 ON
D 发生错误(识别错误等)
E 胶粘剂用尽

第 4 章 制作生产程序
4-
69
4.4.3
生产管理信息的管理
①清除
可以通过菜单的「生产管理信息」/「清除」清除生产管理信息
另外,在生产管理信息的综合显示时,画面的下部会显示「清除」选择按钮。按下该按钮,
也可以清除各种生产管理信息。
②保存生产管理信息
生产结束后,通过执行“文件”的“保存”、“另存为”,可以按照文件保存生产管理信
息。
另外生产结束时,可以通过在生产结束提示信息中选择保存生产程序,保存生产管理信息。