KD-2077_EPU使用说明书 - 第60页
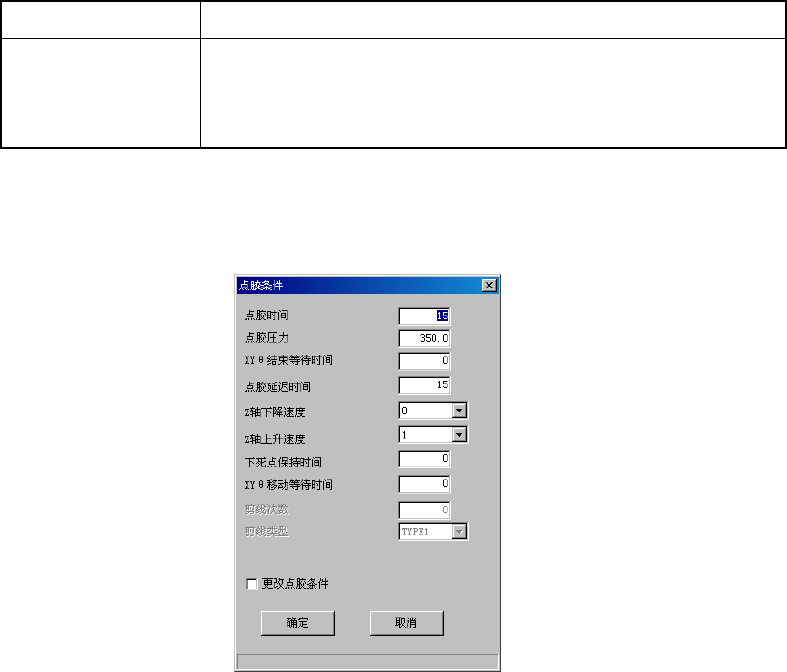
第 4 章 制作生产程序 4- 10 角度照明 设 定 角度照明调整 值。 执行 频度 设定执行检査的 动 作周期。 并且, 对最初 开始生 产的基板及胶粘 剂用尽暂停后的 基板必须 进行检 査,因此是 对“ 设定值+ 1 张” 数量的基板进行 检 査。 11. <点胶条件>按 钮 选择该 按 钮,打开进行试 胶 时的点胶条件 设 定窗口。 图 4- 1- 7 点胶条件 设置画面 各 项 目的详细内容,请参考“ 4 - 3 - 6 - …
第 4 章 制作生产程序
4-
9
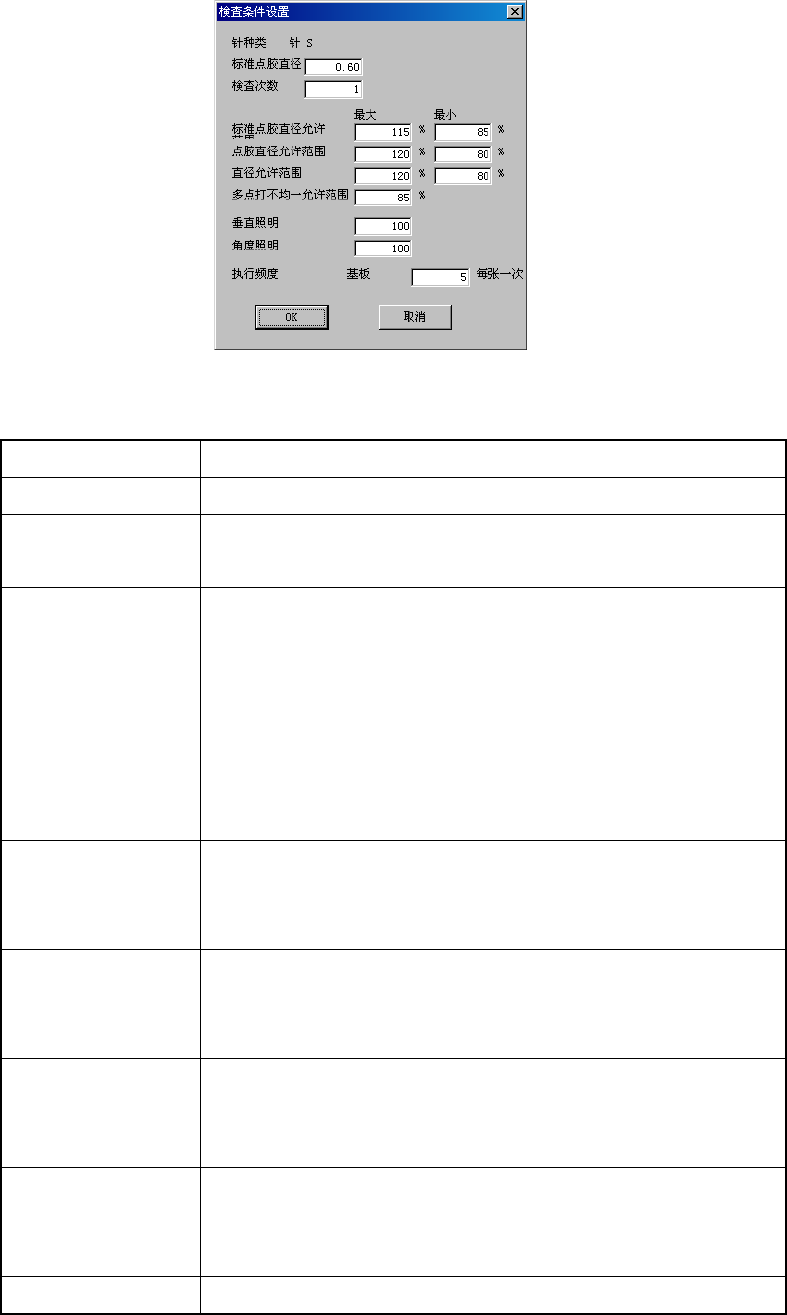
10. <检查条件>按钮
显示试胶时的点胶条件窗口,可进行变更。在该画面,可以变更点胶确认时的检査条件。
图 4-1-6 检查条件设置画面
表 4-1-3-1-1 检查条件设置项目
设定项目 内 容
针类型
显示在设定时所指定针的种类。仅显示不能进行变更。
标准点胶直径
通过直径,对使用针类型中选择的针进行点胶时的理想形状进行
设置。显示默认的各种针的标准值。
检査次数
指定执行点胶确认的检査次数。在试胶单元进行试胶的执行次数
内,最后与检査次数相应个数的试胶是用于检査的。
因为到第二次点胶的形状不稳定,因此建议输入的次数比试胶次
数少 2 次。
试胶设定的“执行方式”为“单元(有确认)”时,检査后在试
胶单元上,执行试胶次数与检査次数之间相差次数的试胶,之后
开始生产。
标准点胶直径允许范
围(最大、最小)
为了判定检査的所有点胶点的点胶直径平均值,所设定的检査合
格范围。检査合格范围设定为标准点胶直径的上限及下限,以%
单位进行表示。
点胶直径允许范围
(最大、最小)
为了判定检査的每一个点胶点的点胶直径,所设定的检査合格范
围。检査合格范围设定为标准点胶直径的上限及下限,以%单位
进行表示。
直径允许范围
(最大、
最小)
将检査的点胶点的点胶直径与直接测定的每 45°的直径进行比
较,判断形状是否合格。检査合格范围设定为点胶直径的上限及
下限,以%单位进行表示。
多点打不均一允许范
围
为了判定 2 点点胶、4 点点胶针的点胶直径偏差,所设定的检査
合格范围。相 对 于 1
次点胶的各点胶点的最大点胶直径,指定最
小点胶直径的允许范围,以%单位进行表示。
垂直照明 设定垂直照明调整值。
第 4 章 制作生产程序
4-
10
角度照明 设定角度照明调整值。
执行频度
设定执行检査的动作周期。并且,对最初开始生产的基板及胶粘
剂用尽暂停后的基板必须进行检査,因此是对“设定值+1
张”
数量的基板进行检査。
11. <点胶条件>按钮
选择该按钮,打开进行试胶时的点胶条件设定窗口。
图4-1-7 点胶条件设置画面
各项目的详细内容,请参考“4-3-6-3 点胶条件的设定”。
第 4 章 制作生产程序
4-
11
4.1.3.2 尺寸设置
在生产程序中,用坐标来表示基板上的元件及标记的位置。
该“基板上的坐标系”的原点称为“基板原点”。
· 基板原点可以设置在基板上或基板外的任意位置。
· 使用 CAD 数据制作贴片数据时,请使用 CAD 数据的原点。
同时,在进行元件贴片的贴片机装置中,采用定位孔基准 或 外形基准来进行基板定位。必须
根据“定位孔位置”及“基板设计偏移量”的值,来指定该定位系统与基板“基板原点”的相
对位置。
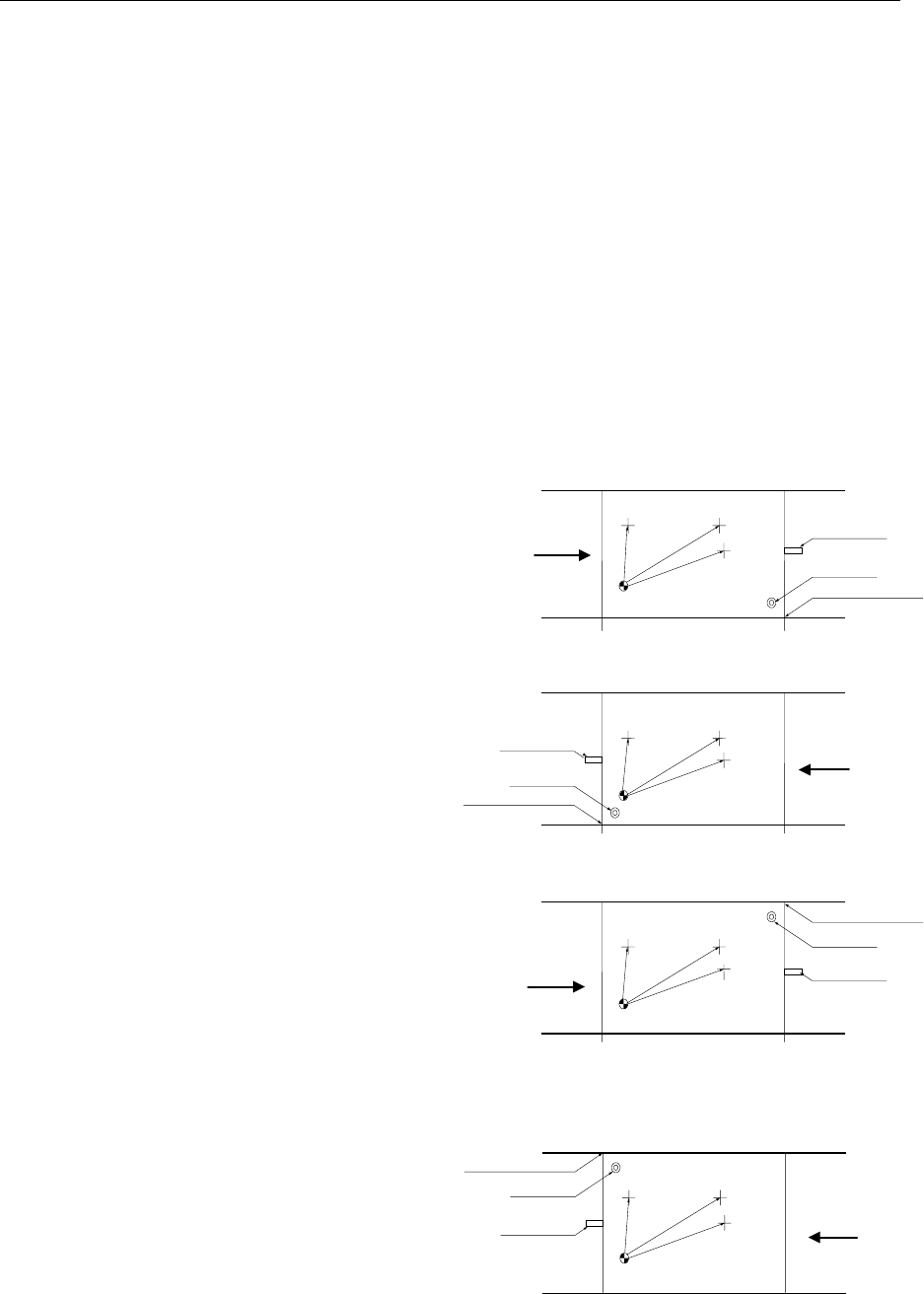
4.1.3.3 因基板的固定方式而产生的基准差异
因定位孔基准/外形基准、传送方向、传送基准等因素,各种基准的确定方法有所不同。
1) 基准
基准销的位置根据传送的基准与方向,按下图来定义。(定位孔基准)
基板设计端点的位置,根据传送的基准与方向,按下图来定义。(外形基准)
(1) 前面基准
传送方向 从左到右
(2) 前面基准
传送方向 从右到左
(3) 后面基准
传送方向 从左到右
(4) 后面基准
传送方向 从右到左
传送方向
基板
停止挡销
基板
基板设计端点
基板
原点(原点)
基板
基板设计端点
基板
原点(原点)
基板原点
(原点)
定位
孔销
基板设计端点
基板原点
(原点)
传送方向
停止挡销
定位孔销
传送方向
停止挡销
定位孔销
基板设计端点
定位孔销
停止挡销
基板
传送方向