KD-2077_EPU使用说明书 - 第90页
第 4 章 制作生产程序 4- 40 切胶动作类型 对特别订购针设 定 采取连胶 对 策的 动作类 型。 对于标准 针,即使改变 设定切胶动作类 型也不会改变。 点胶条件的一同 变更 如果选中了选择 框,则更 换为 不同点胶 图案的 同一号的针。
第 4 章 制作生产程序
4-
39
(注意)该项为时间的变更,有破坏点胶平衡的危险。
如果变更,请向比默认值(+)的方向进行变更。
点胶延迟时间
设定从针开始下降到吐出结束的时间。
该设定决定开始吐出的时间。
・设定值越小,有点胶形状不稳定的倾向。
・设定值越大,有点胶形状稳定的倾向。
(注意)该项为时间的变更,有破坏点胶平衡的危险。
Z 轴下降速度
设定针的下降速度。准备了 8 种速度,通过组合框选择 0~7。
0 为最高速度,数值越大速度越慢。
・设定值越小,有点胶形状不稳定的倾向。
・设定值越大,有点胶形状稳定的倾向。
・该项目对生产工效有很大影响。
(注意)为了提高点胶形状的可靠性,建议速度不要超过各针的
默认值。
Z 轴上升速度
设定针的上升速度。准备了 8 种速度,通过组合框选择 0~7。
0 为最高速度,数值越大速度越慢。
・设定值越小,有点胶形状不稳定的倾向。
・设定值越大,有点胶形状稳定的倾向。
・该项目对生产工效有很大影响。
(注意)为了提高点胶形状的可靠性,建议速度不要超过各针的
默认值。
下死点保持时间
设定针在最低点的停止时间。通 过 该 设定,在执行胶粘剂量较多
的点胶时,可以提高点胶形状的可靠性。
通常使用 0~5ms。
・设定值越大,有点胶形状稳定的倾向。
・输入的设定值越大,生产工效越低。
(注意)Z 轴上升速度及 Z 轴下降速度的设定值在 3
以下时,输
入数值可能造成点胶形状不稳定。
X-Y-θ移动等待时间
针在上部停止到 X、Y 及θ开始移动之间的等待时间。是为了解
决点胶形状不稳定问题的对策项目项目。通常使用 0ms。
・设定值越大,有点胶形状稳定的倾向。
・输入的设定值越大,生产工效越低。
切胶动作次数
对特别订购针设定采取连胶对策的动作次数。
对于标准针,即使改变设定切胶动作次数也不会改变。

第 4 章 制作生产程序
4-
40
切胶动作类型
对特别订购针设定采取连胶对策的动作类型。
对于标准针,即使改变设定切胶动作类型也不会改变。
点胶条件的一同变更
如果选中了选择框,则更换为不同点胶图案的同一号的针。
第 4 章 制作生产程序
4-
41
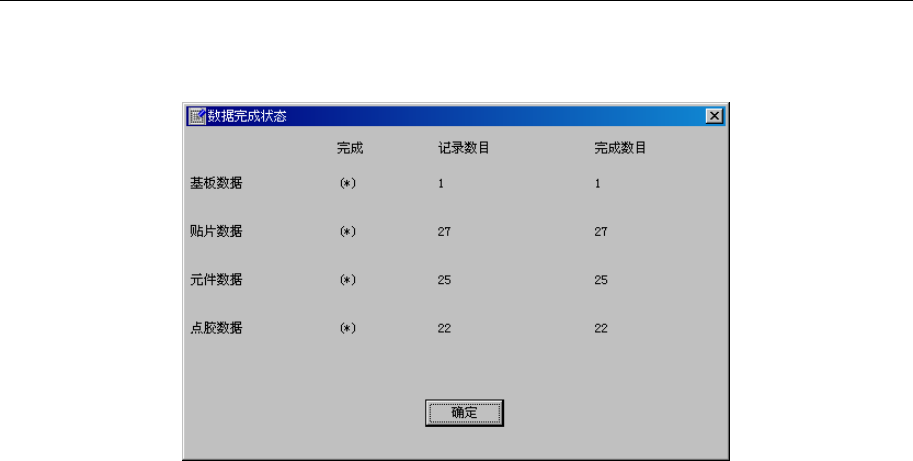
4.1.7 数据完成状态
检查数据的完成状态。若未完成则不能进行优化。
从菜单栏中单击「数据」/「数据完成状态」,显示如下画面。
图 4-1-22 数据完成状态
如果记录数目和完成数目一致,则表示数据已完成,在完成的“( )”中显示“*”。另外,
记录数目为0的项目,即使不显示“*”,也被看作完成。
当有未完成的项目时,请完成该项目。