00194044-01.pdf - 第214页
7 Opzioni Manuale per l'uso SIPLACE F5 HM 7.11 Calibrazione di p recisione Versione soft ware SR.408.xx E dizione 03/2006 IT 214 In via opz ionale si possono ordinar e i segu enti pezz i: – ca ricatore c on 48 co mp…
Manuale per l'uso SIPLACE F5 HM 7 Opzioni
Versione software SR.408.xx Edizione 03/2006 IT 7.11 Calibrazione di precisione
213
7.11 Calibrazione di precisione
7.11.1 Indicazioni generali
Nella calibrazione di precisione si misura l’offset di montaggio del dispositivo automatico e si cal-
colano con esso i valori di correzione. Il programma di misura ’Calibrazione di precisione’ è inte-
grato nel programma SITEST. Una descrizione dettagliata della procedura di misura è contenuta
nelle istruzioni d’uso della ’Calibrazione di precisione’ (Art.-n. 00191655-01).
ATTENZIONE
L’accesso al programma SITEST è protetto da una password. Questo programma può essere
richiamato ed usato solo da tecnici dell'azienda Siemens o da persone munite della relativa qua-
lifica. 7
7.11.2 Requisiti del sistema
Per l’uso della calibrazione di precisione si devono soddisfare i seguenti requisiti del sistema:
Tipo di dispositivo automatico F5 HM
Software del calcolatore di stazione a partire dalla versione 406.xx
SITEST a partire dalla versione 406.xx
7.11.3 Dispositivi di misura e ausiliari
Vengono forniti insieme alla macchina:
– lastra di misura (lastra di vetro in una cornice di metallo)
– pellicola trasparente adesiva da entrambi i lati
– unità d’illuminazione
– caricatore con 48 componenti di vetro
– caricatore con 196 componenti di ceramica
Si deve ordinare a parte:
– supporto per vassoi per l'accettazione del caricatore per componenti di vetro e/o ceramica
7 Opzioni Manuale per l'uso SIPLACE F5 HM
7.11 Calibrazione di precisione Versione software SR.408.xx Edizione 03/2006 IT
214
In via opzionale si possono ordinare i seguenti pezzi:
– caricatore con 48 componenti di vetro
– caricatore con 196 componenti di ceramica
7.11.4 Descrizione del funzionamento
Selezionare innanzitutto il programma di montaggio per la calibrazione fine. Per questa opera-
zione cliccare sul comando ’Scheda per la calibrazione fine’ con il menu a cascata ’Opzioni’. La
lastra di vetro con i componenti di vetro si monta con un caricatore che si trova sul supporto per
vassoi.
Dopo il montaggio si richiama il programma SITEST e si avvia il programma di misurazione ’Cali-
brazione fine’. La testa di montaggio (testa Collect&Place o testa Pick&Place) misura le posi-
zioni attuali di montaggio dei componenti di vetro e/o ceramica e paragona queste posizioni con
le fiducial circolari sulla lastra di vetro.
Con i 48 elementi di vetro si calcolano i valori di offset in direzione X ed Y e la deviazione degli
angoli.
L'uso dei 196 componenti di ceramica aumenta l'affidabilità dei risultati della misurazione per i va-
lori di offset. Con i componenti di ceramica non è possibile la correzione degli angoli.
Con i valori di offset si calcolano i valori di correzione, che vengono inseriti nel file di macchina
del dispositivo automatico.
Manuale per l'uso SIPLACE F5 HM 7 Opzioni
Versione software SR.408.xx Edizione 03/2006 IT 7.12 SIPLACE Productivity-Lift
215
7.12 SIPLACE Productivity-Lift
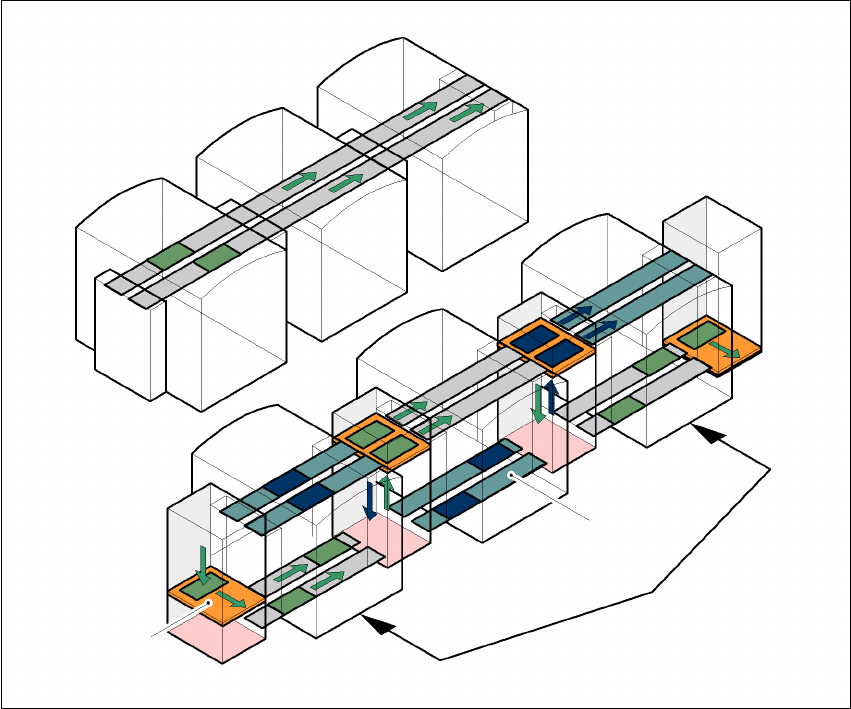
7.12.1 Progetto del montaggio in parallelo
In generale le linee di montaggio sono disposte in serie e concatenate serialmente. Il programma
di montaggio procede sequenzialmente mentre i circuiti stampati vengono trasportati da una mac-
china alla successiva. Ciò significa che il montaggio di un circuito stampato è distribuito in diversi
dispositivi automatici.
7
Fig. 7.12 - 1 Linee seriali e parallele in confronto
Nella concatenazione parallela, si riassumono i contenuti del montaggio di singoli dispositivi au-
tomatici. Diversi dispositivi automatici lavorano con lo stesso programma di montaggio. In una
macchina montano tutti i componenti che sono distribuiti in diversi dispositivi automatici nella la-
vorazione seriale. Se la capacità di un dispositivo automatico è soddisfatta, i circuiti stampati ven-
gono trasportati al dispositivo automatico successivo con lo stesso programma di montaggio e
vengono stampati. Questa combinazione di macchine con lo stesso contenuto di montaggio viene
definita gruppo o cluster.
Linea seriale
Linea parallela
Trasporto
sottopavimento
Gruppo (cluster)
Lift orizzontale/
verticale