3OM-1053-002.pdf - 第196页
4. 4. 4. 4. 4. “ “ “ “ “ 機 機 機 機 機 種 種 種 種 種 別 別 別 別 別 稼 稼 稼 稼 稼 働 働 働 働 働 情 情 情 情 情 報 報 報 報 報 ” ” ” ” ” 画面 画面 画面 画面 画面 パターンプログラムごとに、その機種の生産稼働情報を確認するこ とができます。 • • • • • 画面の表示 画面の表示 画面の表示 画面の表示 画面の表示 “生産管理データ” メニュー画面の “機種…
(2)(2)
(2)(2)
(2)
吸着率吸着率
吸着率吸着率
吸着率
[(吸着回数 -(A+B+C+F+G))/ 吸着回数× 100](%)
次式で算出される値(%)です。
吸着回数 -(A の回数 +B の回数 +C の回数 +F の回数 +G の回数)
× 100
吸着回数
(3)(3)
(3)(3)
(3)
装着率装着率
装着率装着率
装着率
[(吸着回数 -(A+B+C+D+E+F+G)/ 吸着回数× 100](%)
次式で算出される値(%)です。
吸着回数 -(A の回数 +B の回数 +C の回数 +D の回数 +E の回数 +F の回数 +G の回数)
× 100
吸着回数
吸着エラー回数(センサー)、吸着エラー回数(認識)の集計に
ついて
(a)テープエンド検出機能を使用した場合
テープエンド検出を 3 回連続して検出した後、部品切れ
予告が通知されます。
この後に“部品なし”が検出されて部品切れ異常となっ
た場合には、最終吸着動作は、吸着回数および吸着エ
ラー回数には加算されません。
(b)テープエンド検出機能を使用しない場合
テープエンド検出機能を使用しない部品が部品切れと
なった場合は、部品ライブラリデータの異常処理 1 で設
定された回数(“部品なし”が連続何回検出されたら異常
停止させるか)が代用して異常停止となりますが、この場
合の“部品なし”回数は、吸着回数および吸着エラー回
数には加算されません。
0306-005 4-25 AGH01JDTP
3.7 “吸着 / 装着情報”タブ
4.4.
4.4.
4.
““
““
“
機機
機機
機
種種
種種
種
別別
別別
別
稼稼
稼稼
稼
働働
働働
働
情情
情情
情
報報
報報
報
””
””
”
画面画面
画面画面
画面
パターンプログラムごとに、その機種の生産稼働情報を確認するこ
とができます。
••
••
•
画面の表示画面の表示
画面の表示画面の表示
画面の表示
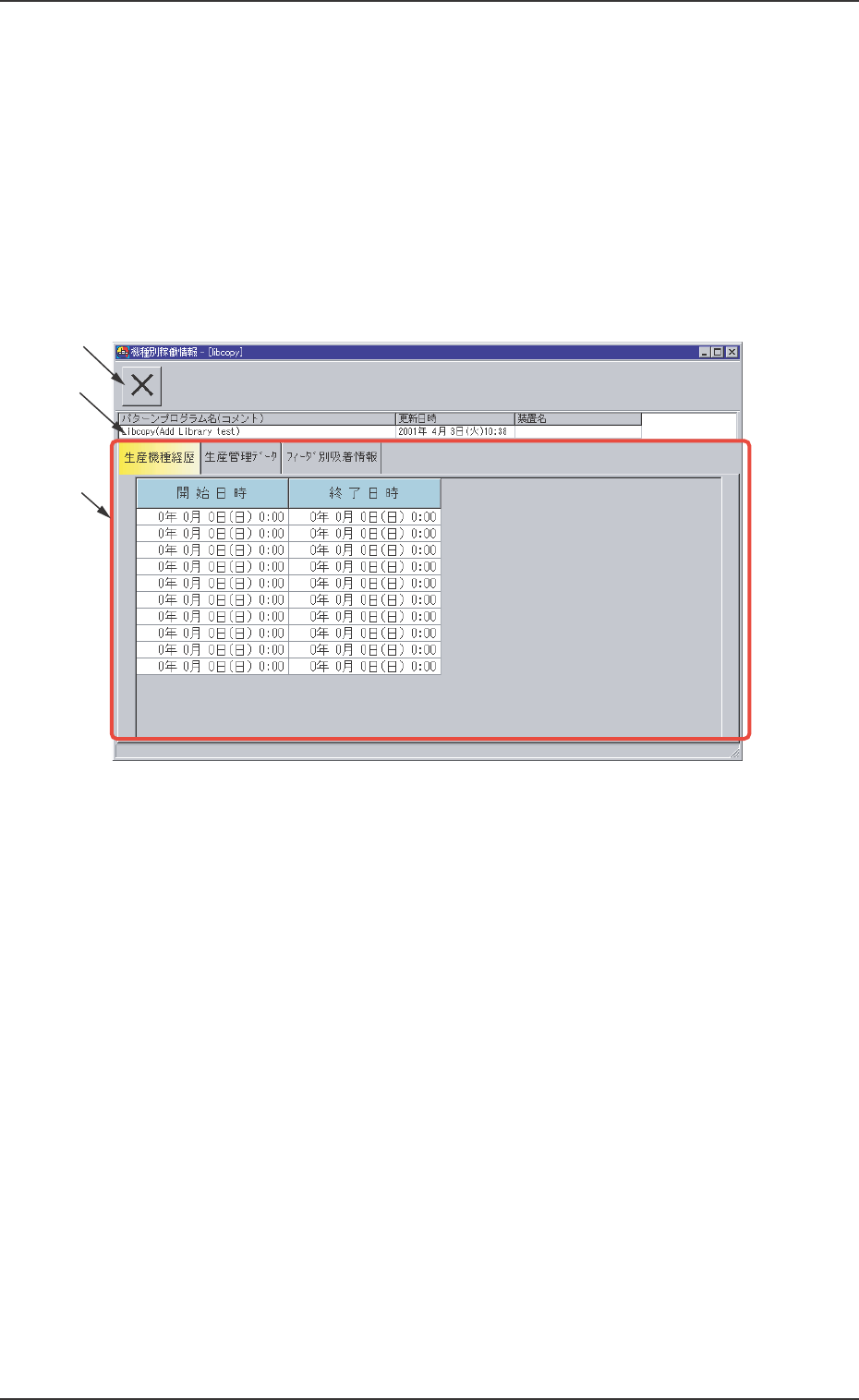
“生産管理データ”メニュー画面の“機種別稼働情報”タブシートで
機種を選択し、[開く]ボタンを押すと、“機種別稼働情報”画面が表
示されます。
Fig.3D15 “機種別稼働情報”画面
••
••
•
画面の構成画面の構成
画面の構成画面の構成
画面の構成
*1*1
*1*1
*1
ツールバーツールバー
ツールバーツールバー
ツールバー
以下のボタンが配置されています。
[閉じる]ボタン
“機種別稼働情報”画面を閉じます。
*2*2
*2*2
*2
パターンプログラム名パターンプログラム名
パターンプログラム名パターンプログラム名
パターンプログラム名
装置稼働情報のパターンプログラム名(コメント)、更新日時、
装置名が表示されます。
*3*3
*3*3
*3
タブおよびタブシートタブおよびタブシート
タブおよびタブシートタブおよびタブシート
タブおよびタブシート
“装置稼働情報”画面は、以下の 3 つのタブシートに分かれてお
り、タブを押すと各タブシートが表示されます。
0301-004 4-26 AGH01JDTP
4. “機種別稼働情報”画面
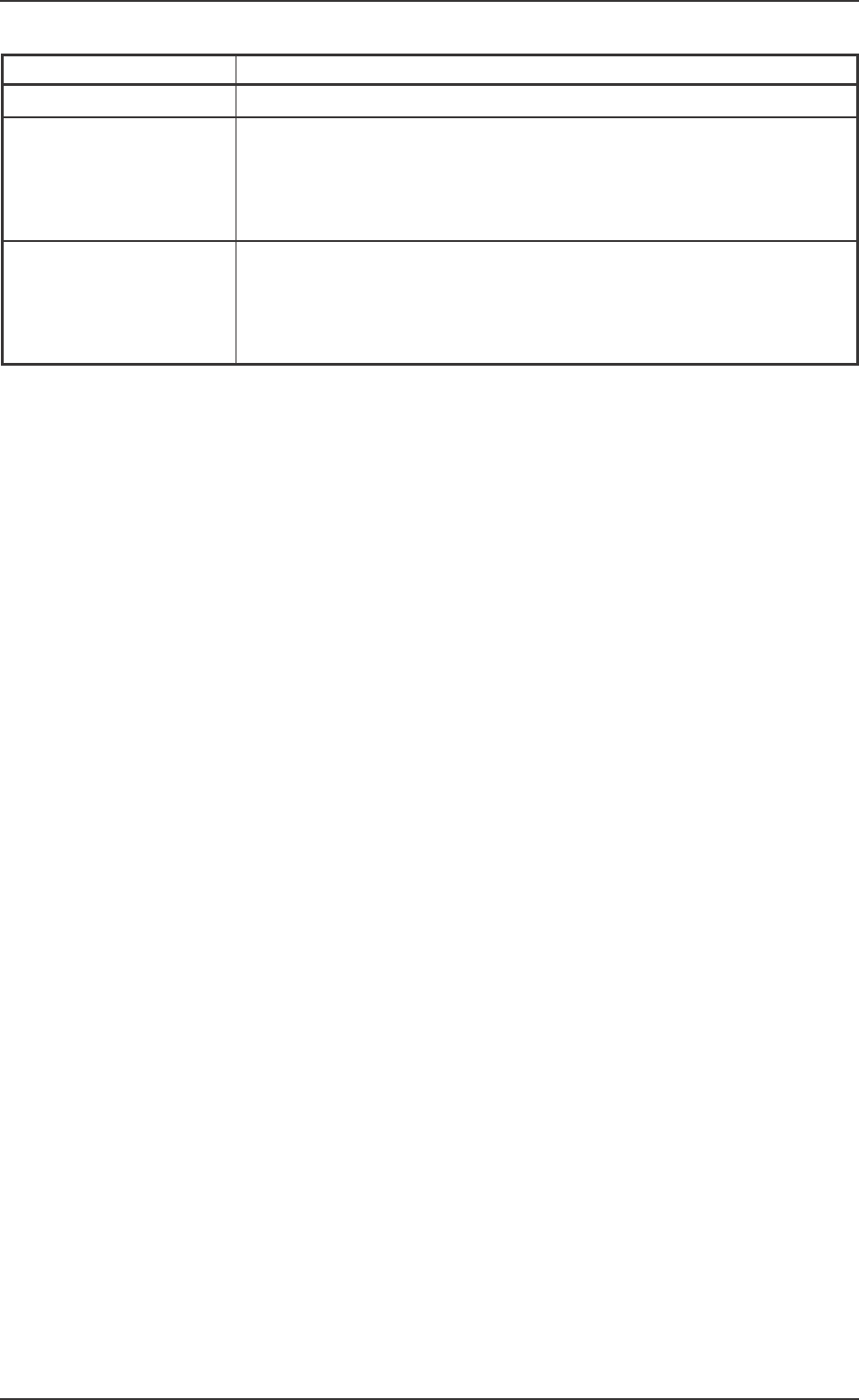
Table 3D6
タタ
タタ
タ
ブブ
ブブ
ブ
内内
内内
内
容容
容容
容
生産機種経歴生産機種経歴
生産機種経歴生産機種経歴
生産機種経歴 生産機種の稼動開始日時、終了日時の履歴を表示します。
生産管理データ生産管理データ
生産管理データ生産管理データ
生産管理データ 生産基板枚数、割り基板枚数、通過基板枚数、不良割り基板枚数、
吸着部品数、吸着異常合計、吸着異常率(%)、通電時間、段取時間、
テスト運転時間、吸着異常合計/吸着部品数などの生産管理データ
を一覧表示します。
フィーダ別吸着情報フィーダ別吸着情報
フィーダ別吸着情報フィーダ別吸着情報
フィーダ別吸着情報 タブによって“フィーダキャリッジ 1”∼“フィーダキャリッジ 2”
の 2 つのタブシートに分れており、それぞれ、フィーダ番号(実
フィーダ)ごとに、吸着部品数、異常の種類別異常数、異常合計、
異常率、部品切れ回数、部品ID、種類、幅などを一覧表示します。
0301-004 4-27 AGH01JDTP
4. “機種別稼働情報”画面