3OM-1053-002.pdf - 第35页
( ( ( ( ( A01_04 A01_04 A01_04 A01_04 A01_04 ) ) ) ) ) 基板高さオフセット 基板高さオフセット 基板高さオフセット 基板高さオフセット 基板高さオフセット 部品装着部において、基板上面基準に対するノズル下降量をこのオ フセット値で設定します。 このオフセット値は、パターンプログラムの全部品に適応されます。 単位 : mm 通常 通常 通常 通常 通常 通常は、 “0.000 mm” …
((
((
(
A01_03A01_03
A01_03A01_03
A01_03
))
))
)
基板原点オフセット基板原点オフセット
基板原点オフセット基板原点オフセット
基板原点オフセット
X(X(
X(X(
X(
横横
横横
横
) [mm]) [mm]
) [mm]) [mm]
) [mm]
、、
、、
、
Y(Y(
Y(Y(
Y(
縦縦
縦縦
縦
) [mm]) [mm]
) [mm]) [mm]
) [mm]
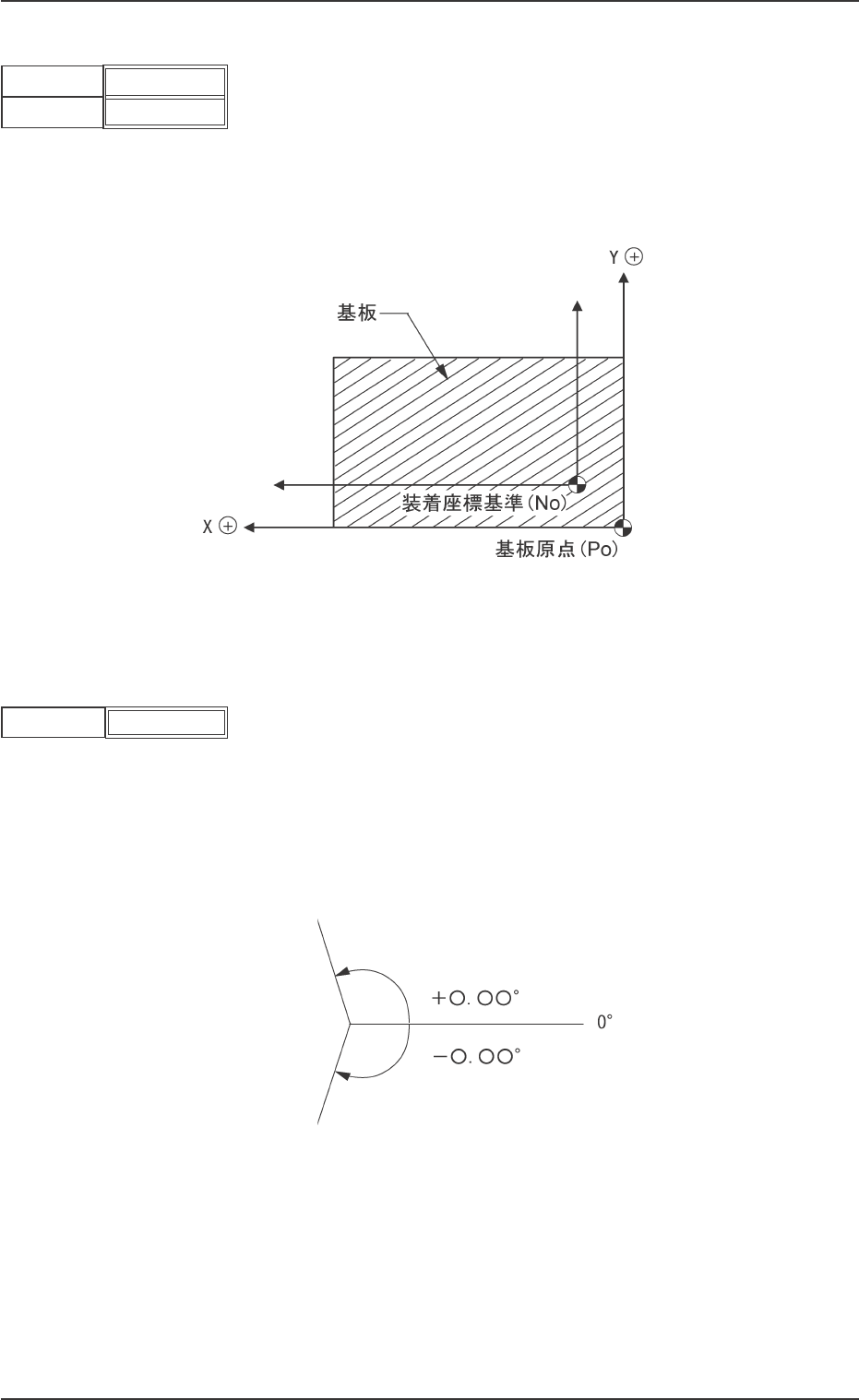
装着位置を指定する装着座標基準(NO)と、基板原点(PO)との差を補
正するオフセット値を設定します。
単位: mm
補正方向は、X、Y 座標ともに“プラス”または“マイナス”が設定
できます。
Fig.3B13 補正“+”(プラス)方向の例
Z(Z(
Z(Z(
Z(
角度角度
角度角度
角度
) [) [
) [) [
) [
°°
°°
°
]]
]]
]
装着部品の角度に対するオフセット値を設定します。
装着データ(P)で指示される全部品の“Z データ”に加味されます。
部品の装着角度を逆時計回りに補正する場合は“+”(プラス)、時計
回りに補正する場合は“-”(マイナス)符号を付けます。
単位: °(度)
Fig.3B15
0306-006 2-15
AGH01JDTP
2.3 オペレーションデータ
Z(角度)[
°
]
Fig.3B14
+0.00
X(横)
[mm]
Y(縦)[mm]
+00.000
+00.000
Fig.3B12
((
((
(
A01_04A01_04
A01_04A01_04
A01_04
))
))
)
基板高さオフセット基板高さオフセット
基板高さオフセット基板高さオフセット
基板高さオフセット
部品装着部において、基板上面基準に対するノズル下降量をこのオ
フセット値で設定します。
このオフセット値は、パターンプログラムの全部品に適応されます。
単位: mm
通常通常
通常通常
通常
通常は、“0.000 mm”(ゼロ)で設定してください。
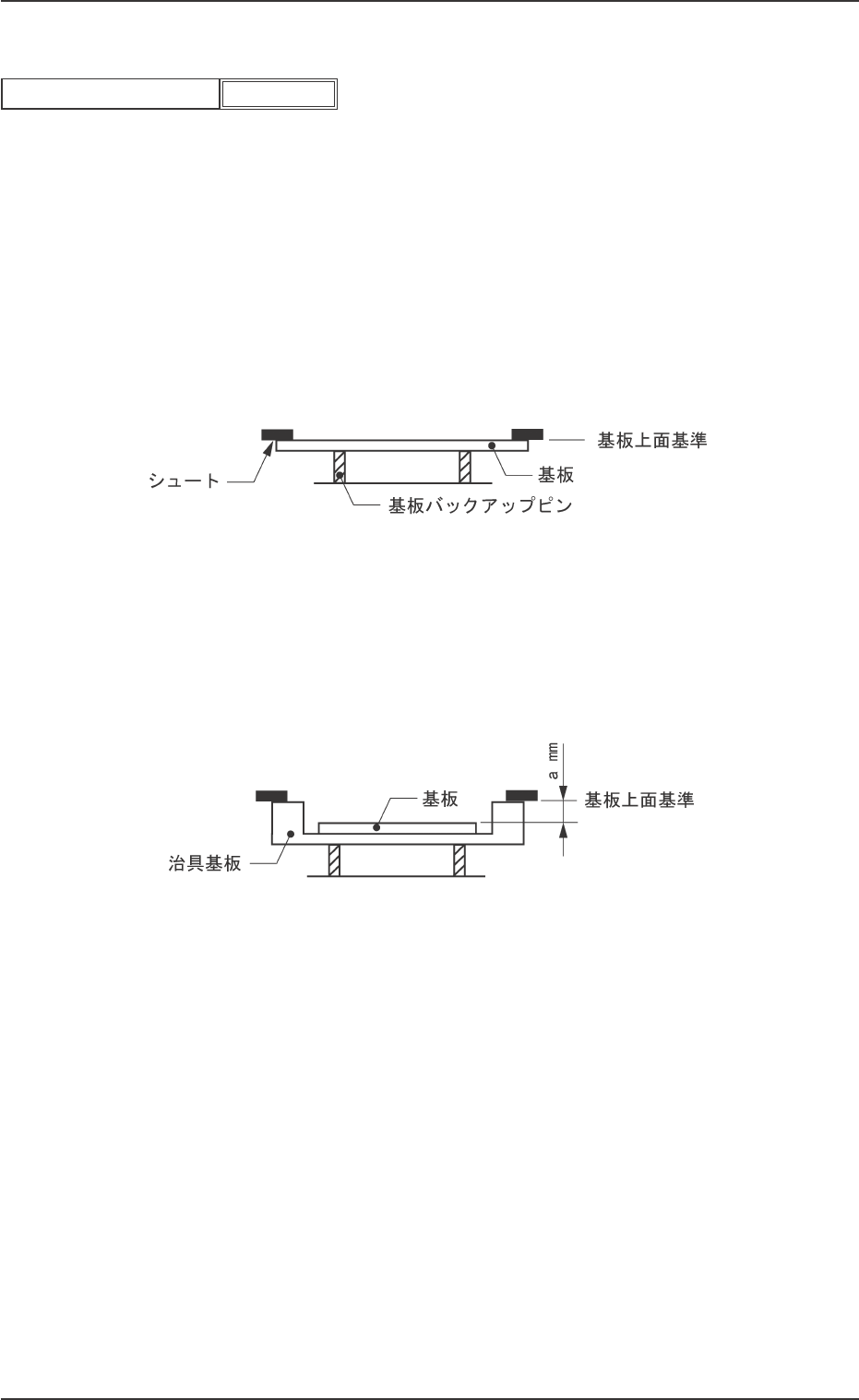
以下の基板上面は、基板バックアップピンにより基板上面基準に維
持されている状態です。
Fig.3B17
治具基板使用例治具基板使用例
治具基板使用例治具基板使用例
治具基板使用例
以下の基板上面は、基板上面基準より下がっている状態です。
この時、このオフセットを“+a mm”に設定すると正しい部品装着が
行えます。
Fig.3B18
0301-005 2-16
AGH01JDTP
2.3 オペレーションデータ
+0.000
基板高さオフセット
[mm]
Fig.3B16
((
((
(
A01_05A01_05
A01_05A01_05
A01_05
))
))
)
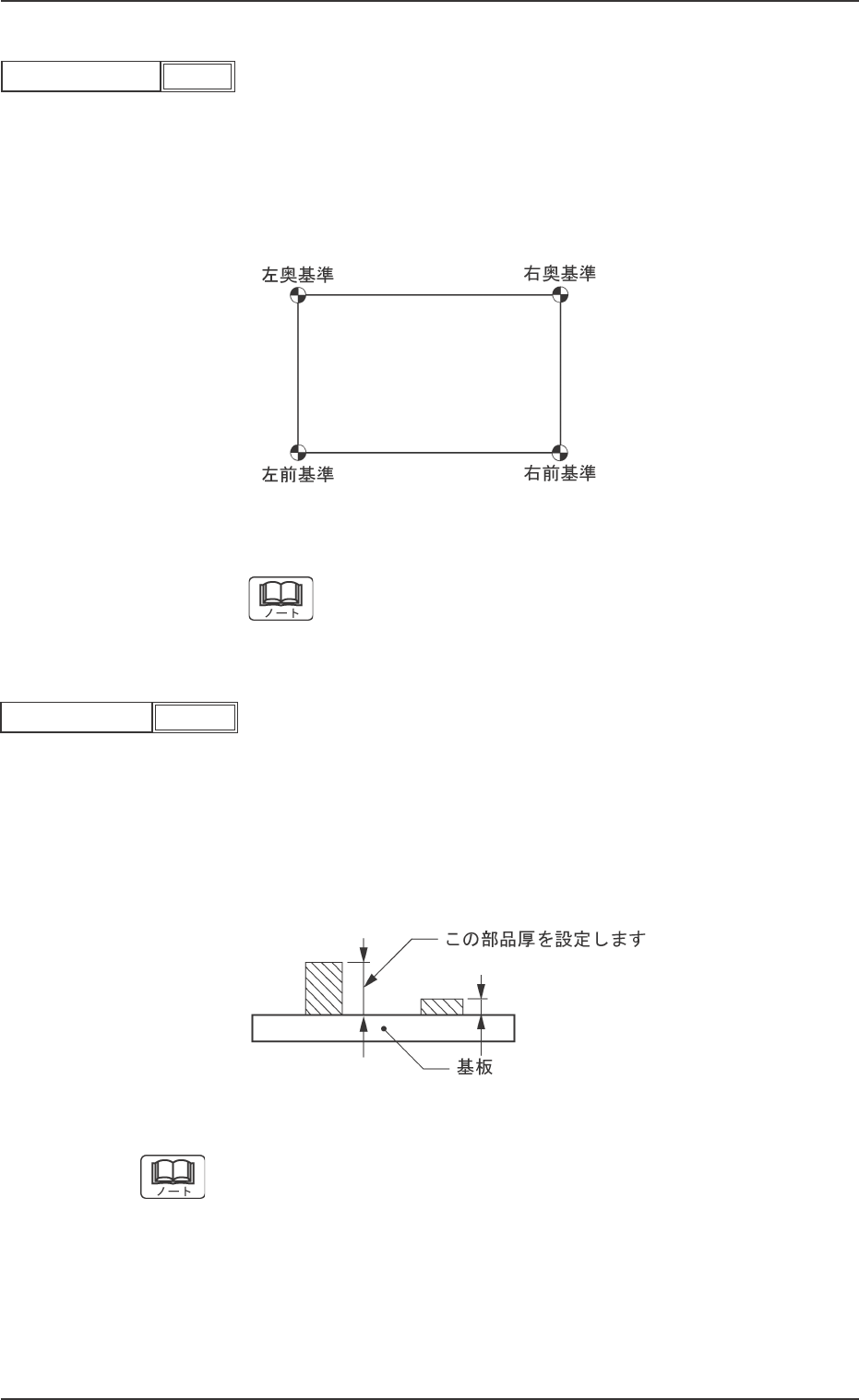
基板位置決め基準基板位置決め基準
基板位置決め基準基板位置決め基準
基板位置決め基準
基板位置決め基準を表示します。
左奥: 左奥基準
左前: 左前基準
右前: 右前基準
右奥: 右奥基準
Fig.3B20
基板位置決め基準が異なる装置用に用意されたパターンプロ
グラムを使用する場合変更します。
((
((
(
A01_06A01_06
A01_06A01_06
A01_06
))
))
)
先付け部品厚先付け部品厚
先付け部品厚先付け部品厚
先付け部品厚
すでに前工程で基板上面に部品等が実装された基板が搬入されてく
る場合、それらの部品の中で最も背の高い部品の厚みを設定します。
単位: mm
部品が実装されていない基板の場合は、“00.00”(ゼロ)と設定して
ください。
データの有効範囲: 0.000 ∼ 6.500
Fig.3B22 前工程での装着状態
(a)先付け部品があるにもかかわらず、本データをゼロ設定
のままで運転すると、前工程で装着された部品と今回の
装着部品とが干渉する場合があります。
(b)背の低い部品から装着するように装着データを作成され
ることを推奨します。
基板位置決め基準
Fig.3B19
右前
0206-004 2-17 AGH01JDTP
2.3 オペレーションデータ
先付け部品厚[mm]
Fig.3B21
00.000