3OM-1053-002.pdf - 第65页
( ( ( ( ( C02_03 C02_03 C02_03 C02_03 C02_03 ) ) ) ) ) P-No. P-No. P-No. P-No. P-No. 装着データ(P) のステップ番号を示します。 そのステップ番号の行には、部品の装着座標や装着角度などのデー タを設定します。 ( ( ( ( ( C02_04 C02_04 C02_04 C02_04 C02_04 ) ) ) ) ) X [mm] X [mm] X […
認識座標 認識座標
認識座標 認識座標
認識座標
X1 [mmX1 [mm
X1 [mmX1 [mm
X1 [mm
]]
]]
]
、、
、、
、
認識座標 認識座標
認識座標 認識座標
認識座標
Y1 Y1
Y1 Y1
Y1
[[
[[
[
mmmm
mmmm
mm
]]
]]
]
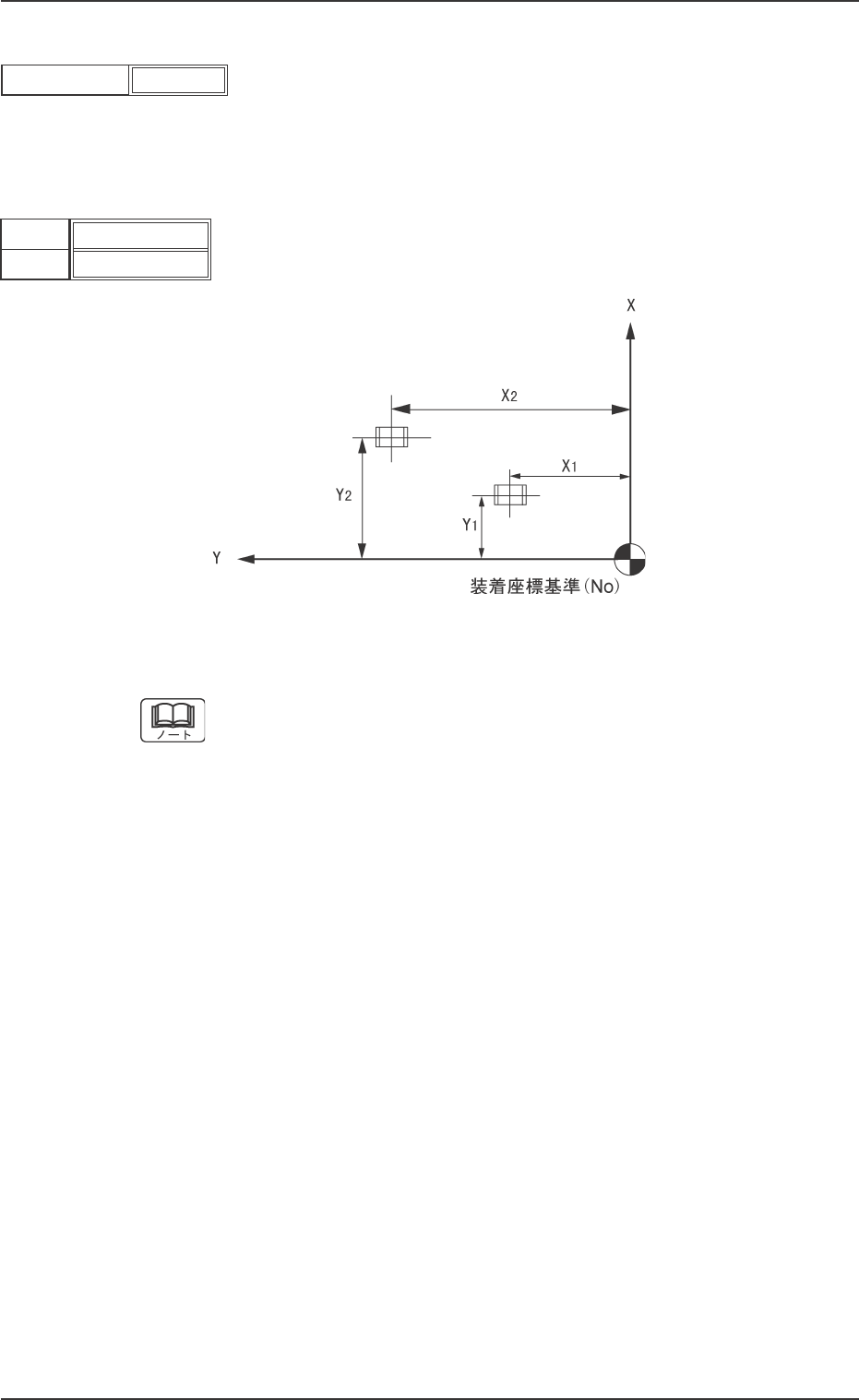
パターン原点を基準として、1 点目の割基板認識座標“X1 と Y1”を
設定します。
単位: mm
認識座標 認識座標
認識座標 認識座標
認識座標
X2 [mmX2 [mm
X2 [mmX2 [mm
X2 [mm
]]
]]
]
、、
、、
、
認識座標 認識座標
認識座標 認識座標
認識座標
Y2 [mmY2 [mm
Y2 [mmY2 [mm
Y2 [mm
]]
]]
]
パターン原点を基準として、2 点目の割基板認識座標“X2 と Y2”を
設定します。
単位: mm
認識マーク 認識マーク
認識マーク 認識マーク
認識マーク
FM1FM1
FM1FM1
FM1
、、
、、
、
認識マーク 認識マーク
認識マーク 認識マーク
認識マーク
FM2FM2
FM2FM2
FM2
1 点目の割基板認識マーク No. FM1 と 2 点目のマーク No. FM2 を設定
します。
オペレーションデータの基板認識マークデータで設定されている
マーク No. から選択してください。
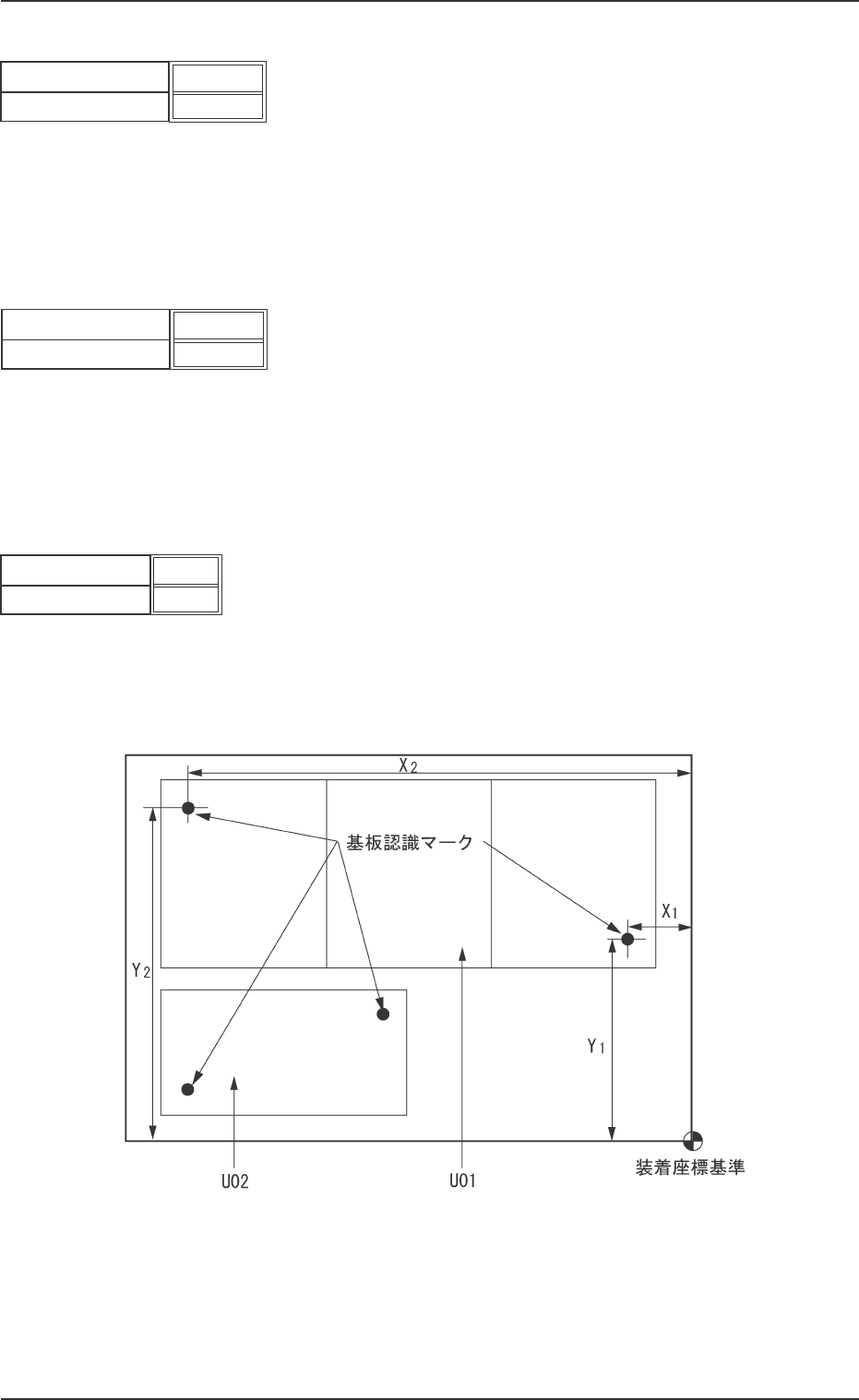
(2)“Un 全体”の場合
Fig.3B94-1 2 ユニットの例
• 各ユニットごとの認識座標“(X1,Y1),(X2,Y2)”と認識マーク“FM1,FM2”
を設定してください。
• 認識座標は、装着座標基準を原点として設定します。
2.5 装着データ
0306-005 2-44 AGH01JDTP
010.000
010.000
認識座標 X1[mm]
認識座標 Y1[mm]
Fig.3B92
100.000
100.000
認識座標 X2 [mm]
認識座標 Y2 [mm]
Fig.3B93
01
01
認識マーク FM1
認識マーク FM2
Fig. 3B94
((
((
(
C02_03C02_03
C02_03C02_03
C02_03
))
))
)
P-No.P-No.
P-No.P-No.
P-No.
装着データ(P)のステップ番号を示します。
そのステップ番号の行には、部品の装着座標や装着角度などのデー
タを設定します。
((
((
(
C02_04C02_04
C02_04C02_04
C02_04
))
))
)
X [mm]X [mm]
X [mm]X [mm]
X [mm]
、、
、、
、
Y [mm]Y [mm]
Y [mm]Y [mm]
Y [mm]
部品の装着座標データ X と Y を設定します。
装着座標基準(No)に対しての座標を設定します。
単位: mm
Fig.3B97
(a) ステップ番号の最終行は、装着座標の設定をしないでください。
“000.000”としてください。
(b) 割基板不良検出機能を使用する場合は、P-No.1 ステップの X,Y に、
バッドマーク貼付け位置の座標を設定してください。
具体例については、“3.5 繰返しパターン(割基板不良検出機能有
り)”を参照してください。
2.5 装着データ
1
P-No.
Fig.3B95
0206-004 2-45 AGH01JDTP
010.000
010.000
X [mm]
Y [mm]
Fig.3B96
((
((
(
C02_05C02_05
C02_05C02_05
C02_05
))
))
)
Z[Z[
Z[Z[
Z[
°°
°°
°
]]
]]
]
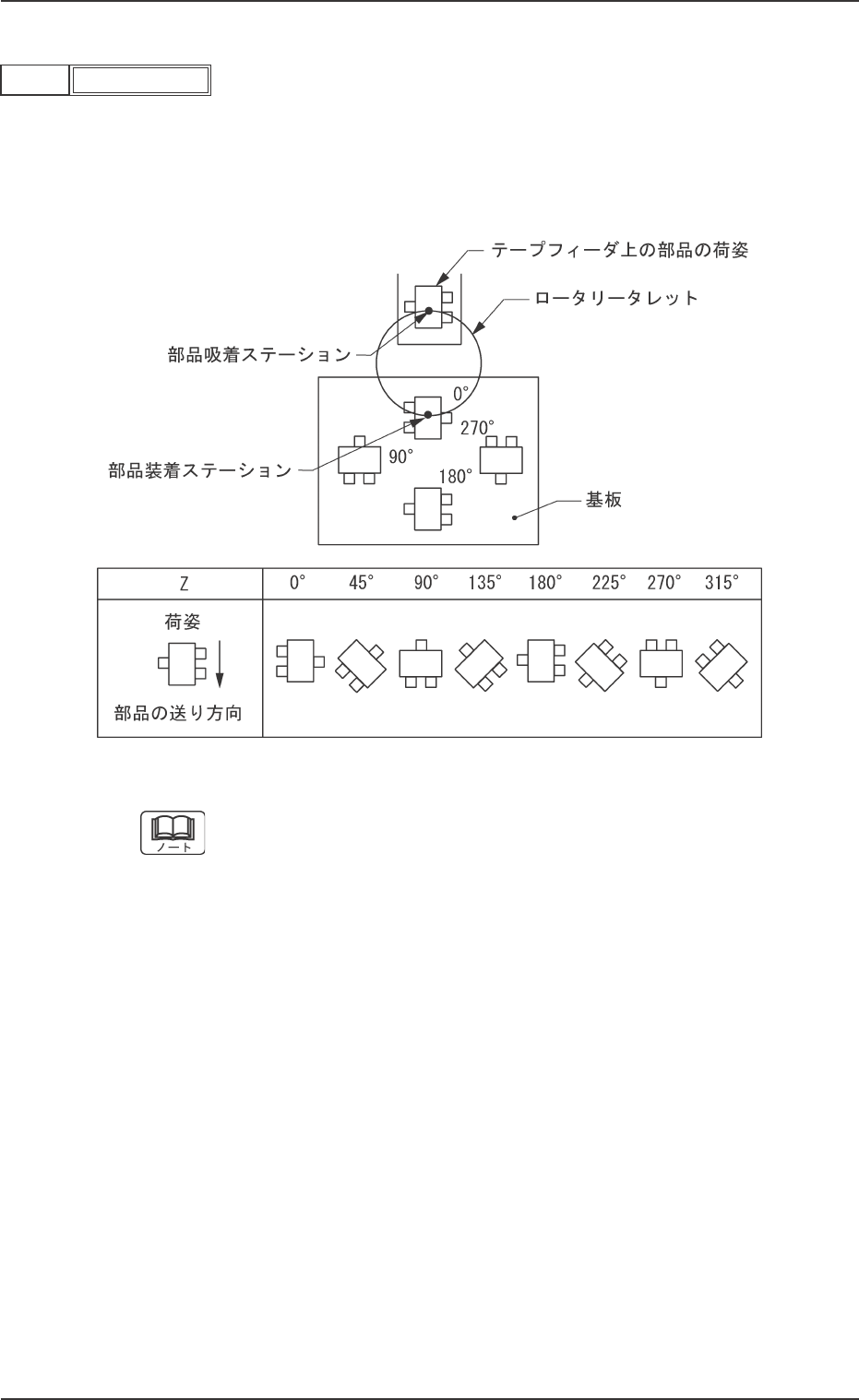
部品の装着角度を設定します。
単位: °(度)
装着角度は、テープフィーダまたはバルクフィーダ上の部品の荷姿
に対して決定します。
例例
例例
例:
Fig.3B99
ステップ番号の最終行は、装着角度の設定をしないでください。
“+000.00”としてください。
2.5 装着データ
0301-005 2-46 AGH01JDTP
+000.00
Z[°]
Fig.3B98