3OM-1053-002.pdf - 第68页
( ( ( ( ( C02_09 C02_09 C02_09 C02_09 C02_09 ) ) ) ) ) C C C C C コントロールコマンドを以下から選択します。 - : 装着ステップとして扱われます。 (ハイフン) S : 装着ステップは、無効となります。 C : 装着ステップは、無効となります。 ただし、ディスペンサにおいては、そのステップは有効とな ります。 D : 装着ステップとして扱われます。 ただし、ディスペンサに…
((
((
(
C02_06C02_06
C02_06C02_06
C02_06
))
))
)
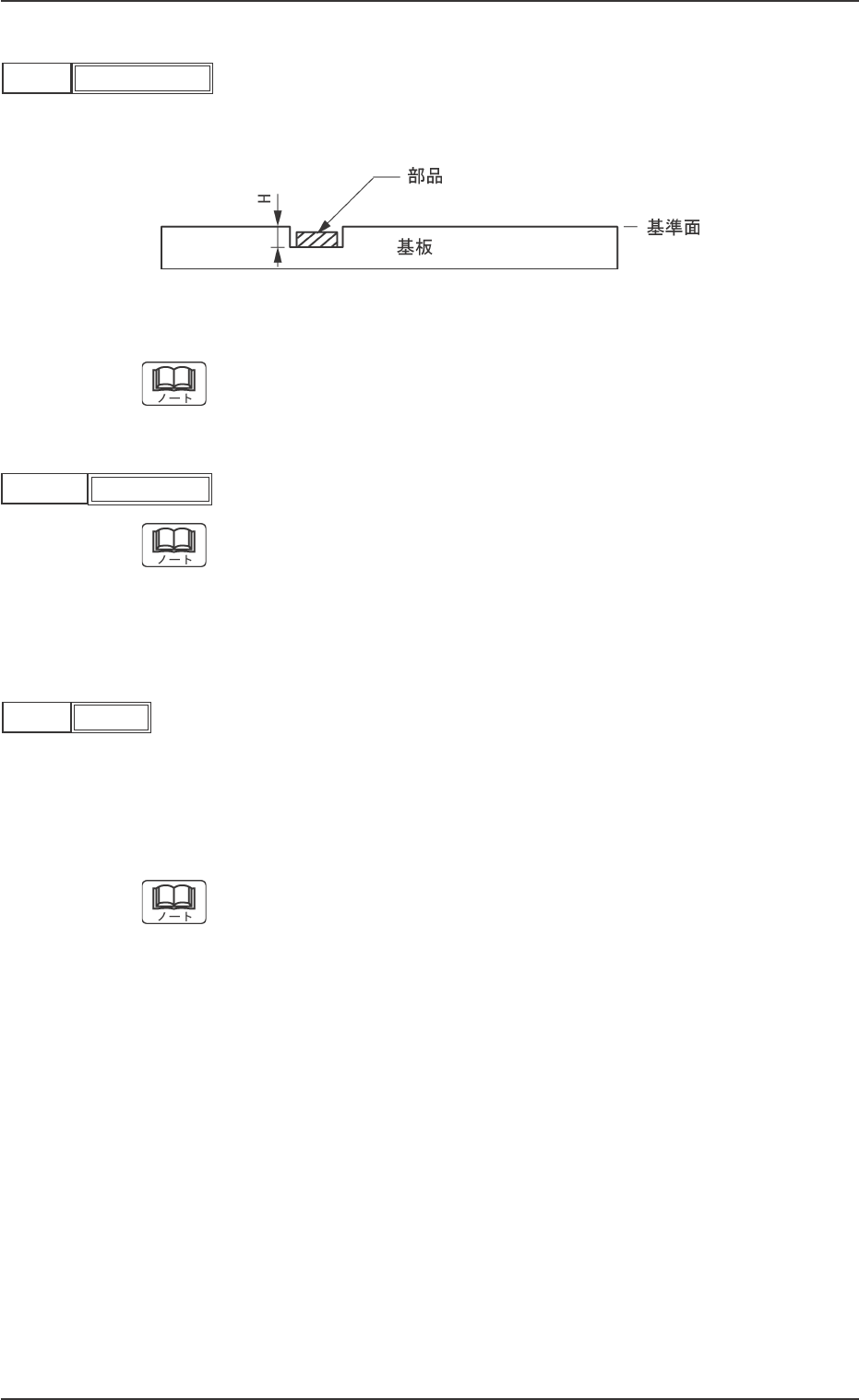
H[mm]H[mm]
H[mm]H[mm]
H[mm]
部品の装着高さを設定します。 (予約データです。)
単位: mm
Fig.3B101
ステップ番号の最終行は、このデータを設定しないでください。
“+0.000”としてください。
((
((
(
C02_07C02_07
C02_07C02_07
C02_07
))
))
)
Fdr. No.Fdr. No.
Fdr. No.Fdr. No.
Fdr. No.
部品が配置されているフィーダ番号を設定します。
(a)ここで設定するFdr. No.は、必ず部品配置データで設定されていな
ければなりません。
(b)ステップ番号の最終行は、フィーダ番号を設定しないでください。
“000”としてください。
((
((
(
C02_08C02_08
C02_08C02_08
C02_08
))
))
)
VV
VV
V
基板認識方法“個々認識”のデータを以下から選択します。
00: 個々認識を行いません。
01: 個々認識(1 点認識)を行います。
02: 個々認識(2 点認識)を行います。
(a) オペレーションデータ(A02_1)基板認識機能選択の基板認識方法
“個々認識”を“認識する”にしてから、この V データを設定して
ください。
(b)“個々認識”の座標とマーク No. の設定については、(C02_11)、
(C02_12)、(C02_13)を参照してください。
2.5 装着データ
0301-005 2-47 AGH01JDTP
+0.000
H [mm]
Fig.3B100
101
Fdr. No.
Fig.3B102
-
V
Fig.3B102-1
((
((
(
C02_09C02_09
C02_09C02_09
C02_09
))
))
)
CC
CC
C
コントロールコマンドを以下から選択します。
- : 装着ステップとして扱われます。
(ハイフン)
S : 装着ステップは、無効となります。
C : 装着ステップは、無効となります。
ただし、ディスペンサにおいては、そのステップは有効とな
ります。
D : 装着ステップとして扱われます。
ただし、ディスペンサにおいては、そのステップは無効とな
ります。
E : 装着データ(O)を作成しない場合は、装着データ(P)のステッ
プ終了を示します。
P : 繰返しパターンプログラムにおいて、装着データ(P)のステッ
プ終了を示します。
装着は、順シーケンスとなります。
Q : 繰返しパターンプログラムにおいて、装着データ(P)のステッ
プ終了を示します。
装着は、逆シーケンスとなります。
B : 割基板不良検出機能を使用する場合、P-No.1 にこのコント
ロールコマンドを設定します。
ノート(a)を参照してください。
0、1、2、3、4、5、6、7、8、9:
ブロックソート対応を指定するコントロールコマンドです。
ノート(b)を参照してください。
(a) P-No.1 以外には、B コマンドを設定しないでください。
割基板不良検出機能の具体例については、“3.5 繰返しパターン(割
基板不良検出機能有り)”を参照してください。
(b) ブロックソート対応について
繰返しパターンプログラムにおいて、割基板内に違う XY テーブル
スピードの部品が混在している場合、通常の方法で割基板を1枚ず
つ仕上げていく手順では、割基板2枚目以降の装着スピードは、割
基板1枚目の最低速スピードに落ちて生産効率が大幅に低下してし
まいます。
このようなとき、割基板をまたがって高速スピードの部品から装着
するブロックソート対応を行うと、生産効率がよくなります。
具体例については、“3.6 繰返しパターン(ブロックソート対応)”
を参照してください。
2.5 装着データ
0206-004 2-48 AGH01JDTP
-
C
Fig.3B103
以下に記載しているコントロールコマンド以外を使用する
と、そのステップは無効となります。
注意
2.5 装着データ
0206-001 2-48-1 AFM01JGP
(c) ステップ番号の最終行は、各データ“X,Y,Z,HおよびFdr.No.”がす
べて“0(ゼロ)”に設定されていることを確認して、“E、P または
Q”を設定してください。
((
((
(
C02_10C02_10
C02_10C02_10
C02_10
))
))
)
コメントコメント
コメントコメント
コメント
各ステップ番号ごとにコメントを設定します。
使用できる文字は、半角の英文字 / 数字および記号です。
最大 32 文字の設定が可能です。
(a) 生産運転には影響を与えません。
(b) 基板上面に印刷されているリファレンスNo.などの参照に利用でき
ます。
((
((
(
C02_11C02_11
C02_11C02_11
C02_11
))
))
)
X1[mm], Y1[mm]X1[mm], Y1[mm]
X1[mm], Y1[mm]X1[mm], Y1[mm]
X1[mm], Y1[mm]
基板認識方法“個々認識”の 1 点目の座標を設定します。
単位: mm
((
((
(
C02_12C02_12
C02_12C02_12
C02_12
))
))
)
X2[mm], Y2[mm]X2[mm], Y2[mm]
X2[mm], Y2[mm]X2[mm], Y2[mm]
X2[mm], Y2[mm]
基板認識方法“個々認識”の 2 点目の座標を設定します。
単位: mm
((
((
(
C02_13C02_13
C02_13C02_13
C02_13
))
))
)
FM1, FM2FM1, FM2
FM1, FM2FM1, FM2
FM1, FM2
基板認識“個々認識”の 1 点目のマーク No.“FM1”と 2 点目のマー
ク No.“FM2”を設定します。
オペレーションデータの基板認識マークデータで設定されている
マーク No. から選択してください。
コメント
Fig.3B104
010.000
010.000
X1 [mm]
Y1 [mm]
Fig.3B104-1
050.000
050.000
X2 [mm]
Y2 [mm]
Fig.3B104-2
01
01
FM1
FM2
Fig.3B104-3