J-STD-001E-Chinese(L).pdf - 第21页
当使 用其它 活 性 等 级或其它助焊剂材料 时, 应当 [N1N2D3] 提 供证明 兼容 性的测 试数 据(见 3.1 节 ) , 以 备 审核 。 注: 此 前 按 其它 规 范 在 焊接过程中 经 测 试 或 鉴 定合 格 的助焊剂或焊膏焊接工艺组合 , 不要求 进 行 另 外的测 试。 H 型 或 M 型 助焊剂 不应当 [D1D2D3] 用 于 多股导线的上锡 。 3.3.1 助焊剂涂敷 当 外涂的助焊剂 与 含 助焊剂 芯…
3.2.2 焊料纯度的维持 预处理、除金、部件上锡和机器焊接所用焊料应当[N1D2D3]以一定频次进
行分析、替换或补充,以确保焊料合金含量符合表3–1规定的限值。
除Sn60Pb40、Sn62Pb36Ag2或Sn63Pb37锡铅焊料之外,焊料合金应当[N1D2D3]符合等效文件的含量
限值。
如果杂质超过规定的限值,应当[N1D2D3]缩短焊料分析、替换和补充的时间间隔。应该根据历史资
料确定分析的频次,或每月分析一次。每个工艺或系统的分析结果记录和焊料槽使用情况记录(例
如使用总时间、焊料的替换量或面积产量)至少应当[N1D2D3]保留一年。
对于用于预处理或组装的锡铅合金,其锡含量应当[N1D2D3]维持在所用合金标称值的±1%以内。锡
铅合金中锡含量的测试频次应当[N1D2D3]与铜、金污染的测试频次相同。锡铅焊料槽中剩余成分应
当[N1D2D3]为铅和/或表3–1列出的金属。
对于用于预处理或组装的无铅合金,其锡含量应当[N1D2D3]维持在所用合金标称值的±1%以内。无
铅合金中锡含量的测试频次应当[N1D2D3]与铜、金污染的测试频次相同。无铅焊料槽中剩余的成分
应当[N1D2D3]为表3–1列出的金属。
3.3 助焊剂 助焊剂应当[D1D2D3]符合J-STD-004或等效标准的要求。
助焊剂的活性等级应当[N1N2D3]符合松香(RO)、树脂(RE)或有机(OR)助焊剂材料的L0级和
L1级要求,但ORL1不应当[N1N2D3]用于免清洗焊接。
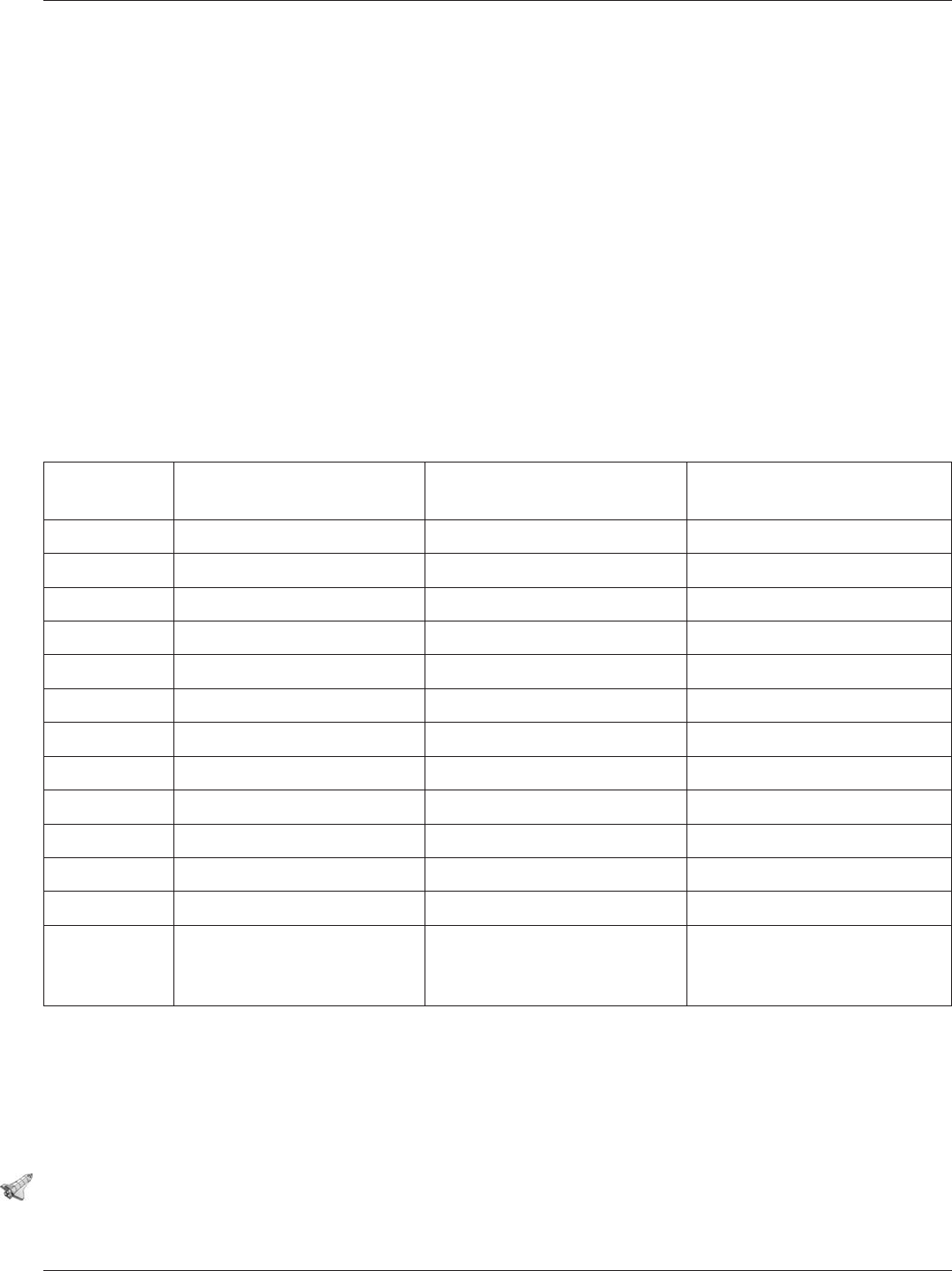
表3–1 焊料槽中杂质的最⼤限值
杂质
预处理⽤锡铅合⾦
杂质最⼤重量百分⽐限值
组装⽤锡铅合⾦
杂质最⼤重量百分⽐限值
预处理和组装⽤⽆铅合⾦
杂质最⼤重量百分⽐限值
1
铜 0.75 0.3 1.1
3
金 0.5 0.2 0.2
镉 0.01 0.005 0.005
锌 0.008 0.005 0.005
铝 0.008 0.006 0.006
锑 0.5 0.5 0.2
铁 0.02 0.02 0.02
砷 0.03 0.03 0.03
铋 0.25 0.25 0.25
银
2
0.75 0.1 4.0
镍 0.025 0.01 0.05
铅 N/AN/A 0.1
铜、金、
镉、锌、铝
杂质合计
N/A 0.4 N/A
注1: 最大杂质限值适用于符合J-STD-006的Sn96.5Ag3.0Cu0.5(SAC305)。用户和供应商可协商确定其他无铅焊料合金的杂质限
值。
注2: 不适用于Pb36B:银含量限值的范围为1.75%至2.25%。
注3: 由于铜对焊料流动特性的影响,比较厚且热容比较大的印制电路组件可能存在潜在的镀覆孔填充缺陷和/或焊点缺陷。用
户和供应商可协商确定最大铜限值为1.0%。
2010年4月IPC J-STD-001E-2010
8
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
当使用其它活性等级或其它助焊剂材料时,应当[N1N2D3]提供证明兼容性的测试数据(见3.1节),
以备审核。
注:此前按其它规范在焊接过程中经测试或鉴定合格的助焊剂或焊膏焊接工艺组合,不要求进行另
外的测试。
H型或M型助焊剂不应当[D1D2D3]用于多股导线的上锡。
3.3.1 助焊剂涂敷 当外涂的助焊剂与含助焊剂芯的焊料一起使用时,两种助焊剂应当[D1D2D3]相
互兼容。
3.4 焊膏 焊膏应当[D1D2D3]符合J-STD-005或等效标准的要求,还应当[D1D2D3]满足3.2节和3.3
节的要求。
3.5 预成形焊料 预成形焊料应当[D1D2D3]符合3.2节和3.3节的要求。
3.6 粘合剂 用于粘接元器件的非导电粘合
剂材料,应该符合可接受文件或标准的要求,如IPC-
SM-817,或其它规定。选用的粘合剂不应当[D1D2D3]有损于其所粘接的元器件及组件。粘合剂材料
应当[D1D2D3]固化。
3.7 化学剥除剂 化学溶剂、膏剂和霜剂不应当[D1D2D3]引起损伤或品质下降。
3.8 元器件 组装所选用的元器件(如电子器件、机械部件、印制板)应当[D1D2D3]与用于制造组
件/产品的所有材料和工艺相兼容,例如额定温度等。
潮湿敏感元器件或工艺敏感元器件(按IPC/JEDEC
J-STD-020,ECA/IPC/JEDEC J-STD-075或
其它文档化分级程序分级)应当[D1D2D3]按照符合IPC/JEDEC J-STD-033或其它文档化程序的方
式进行操作。
3.8.1 元器件和密封损伤 元器件本体与引线密封处的损伤不应当[D1D2D3]使品质下降低于元器件
规范要求。
元器件本体上较小的表面瑕疵、变色、弯月面涂层裂纹或缺口是可接受的。但这些缺陷不应当[D1D2
D3]暴露元器件基板或功能材质,也不应当[D1D2D3]影响结构完整性。元器件不应当[D1D2D3]被烧
焦。
注:目视检查放大倍数可从IPC-A-610中查找。
3.8.2 弯⽉⾯涂层 元器件的弯月面涂层不应当[N1D2D3]被修整。
3.9 焊接⼯具和设备 选择、使用和维护工具和设备时,应当[D1D2D3]确保不会因其使用而损伤所
设计的零部件或组件功能或导致零部件或组件品质下降。选择和使用焊接用的烙铁、设备和系统
时,应当[D1D2D3]采用能够实现控制温度、隔离电气过载或ESD(见4.1节)的工具、设备。用来剪
断引线的工具,不应当[D1D2D3]产生损伤元器件引线封装和内部连接的震动。工具的选择和维护指
南见附录A。
4 焊接和组装通⽤要求
4.1 静电放电(ESD) 如果采用易受ESD影响的器件,制造商应当[D1D2D3]按照ANSI/ESD-
20.20或其它规定建立并实施文档化的ESD控制程序,并应当[D1D2D3]保留必要的有效程序文件,以
备审核。
2010年4月 IPC J-STD-001E-2010
9
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
4.2 设施 应当[D1D2D3]保持工作区的清洁度和周边环境整洁,以防止焊接工具、材料和被焊接表
面受污染或退化。应当[D1D2D3]禁止在工作区饮食及吸烟。
4.2.1 环境控制 应该将焊接设施封闭起来,并控制温度和湿度,保持正压。
4.2.2 温度和湿度 当湿度降到30%或更低时,制造商应当[N1D2D3]确认ESD控制仍足以起作用,且
组装区域的湿度范围足以保证焊接和组装材料在制程中能按照供应商推荐的或文档化的工艺性能客
观证据正常发挥作用。为了保证操作人员的舒适及维持可焊性,温度应该保持在18ºC[64.4ºF]至30ºC
[86ºF]之间,相对湿度不应该超过70%。对于过程控制,所要求的温度和湿度限定可能会更严格。
4.2.3 照明 工作台表面的照明至少应该达到1000lm/m
2
(约93英尺烛光),补充光源对辅助目检工
作可能是必要的。
除非是被检件本身造成的阴影,一般情况下应该选择能够避免在被检件上产生阴影的光源。
注:选择光源时,光源的色温是一个需要考虑的重要因素。3000–5000ºK范围内的光线,清晰度会逐
步增加,使用户能够鉴别出印制电路板组件的各种特征和污染物。
注:色温在3000–5000ºK范围的灯光随清晰度的提高,确保使用者能鉴别出各类印制电路组件特征和
污染物。
4.2.4 现场装配作业 现场装配作业环境无法达到本标准3级产品要求的环境条件时,应当[N1N2
D3]采取措施,最大限度地保证焊接连接的质量,并将环境不受控因素对在硬件上实施的操作所产生
的影响降至最低。
4.3 可焊性 待焊接的电子/机械元器件(包括PCB)及导线应当[D1D2D3]满足J-STD-002或等效
文件的可焊性要求,印制板应当[D1D2D3]满足J-STD-003或等效文件的要求。当按文档化的组装工
艺有关部分进行可焊性检查操作或预上锡及检查操作时,这些操作可替代可焊性测试(见4.4节)。
4.4 可焊性维护 在开始手工焊或机器焊接操作时,制造商应当[D1D2D3]确保符合4.3节要求的所
有元器件、零部件、引线、导线、接线柱以及印制板是可焊的。制造商应该建立程序,将部件可焊
性下降的可能性降至最低(见IPC-HDBK-001)。
4.5 元器件表⾯涂层的去除 元器件端子或PCB连接盘的某些表面涂层可能会影响焊接连接的质
量。遵循4.5.1节和4.5.2节的要求。
对于下列情况,可免去4.5.1节和4.5.2节的要求。
a. 如果有备作审核的文档化客观证据证明,金没有导致与所采用焊接工艺相关的焊点变脆问题,或
其他金属表面涂层焊点完整性问题(如Sn或SnBi)(见IPC-HDBK-001或IPC-AJ-820指南手册)。
b. 对于化学镀镍浸金(ENIG)、镍-钯-金(NiPdAu)或化学镀镍镀钯浸金(ENEPIG)涂层。
4.5.1 除⾦ 对于以下情况,应当[N1P2D3]进行除金处理:
a. 通孔元器件引线至少95%待焊表面上有厚度大于等于2.54μm[100μin]的金层。
b. 表面贴装元器件95%的待焊表面有金,而无论金层有多厚。
c. 焊接接线柱的待焊表面有厚度达到2.54μm[100μin]或更厚的金层。
将元器件安装到组件之前,双上锡工艺或动态焊料波都可用于除金。
2010年4月IPC J-STD-001E-2010
10
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE